Известна поточная линия для изготовления плоской керамической посуды типа тарелок, содержащая формующий автомат, конвейерные сушила предварительной и окончательной обработки отформованных изделий и переставитель.
Целью изобретения является повыщение качества изделий путем контроля качества полуфабриката, а также повышение автоматизации линии.
Достигается эта цель тем, что конвейерные сушила смонтированы над формующим автоматом и переставителем и снабжены выносными ветвями с горизонтальными участками, причем горизонтальные участки выносных ветвей расположены на одном уровне с переставителем. Кроме того, на конвейерном сущиле предварительной обработки смонтированы подвижные копиры, на которых свободно установлены съемные полки с возможностью их перевода на неподвижные копиры, л ;естко закрепленные на формующем агрегате.
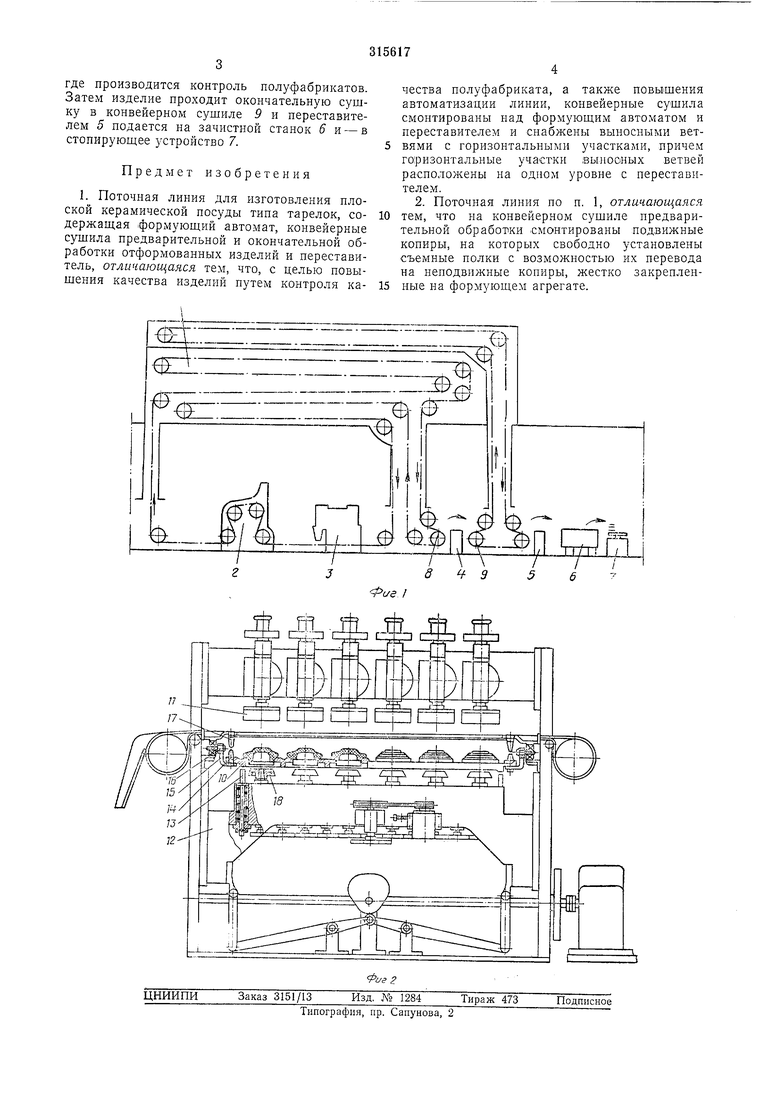
На фиг. 1 представлена схема поточной линии; на фиг. 2 - формующий автомат.
Поточная линия состоит из двухстадийного сушила 1, формующего автомата 2, питателя 3, переставителей 4 к 5, зачистного стакана 6 и стопирующего устройства 7.
конвейерного сушила 9 окончательной обработки отформованных изделий опущены до уровня расположения формующего автомата 2. Гипсовые формы расположены на полках 10. Автомат 2 содержит формующие ролики 11, траверсу 12 с подпружиненными упорами 13, подвижный копир 14, закрепленный на рычаге 15 тяговой цепи 16, и неподвижный копир 17. На траверсе 12 установлены шпиндели 18.
Поточная линия работает следующим образом.
Для обеспечения точного подхода полки 10 с гипсовыми фор.мами и заготовками к роликам 11 при подъеме траверсы 12 полка попадает на подпружиненные упоры 13, на которых она может свободно пере.мещаться в горизонтальной плоскости при переходе с подвижного копира 14 на неподвижный копир 17, жестко укрепленный на станине формующего автомата 2.
После центрирования на неподвижных копирах полка 10 доходит до упоров 13 и останавливается; траверса 2 с вращающимися
шпинделями 18 продолл-сает подниматься, подпружиненные упоры 13 останавливаются, далее шпиндели /S подходят к верхним роликам, где происходит формование изделия. Отформованное изделие поступает в кон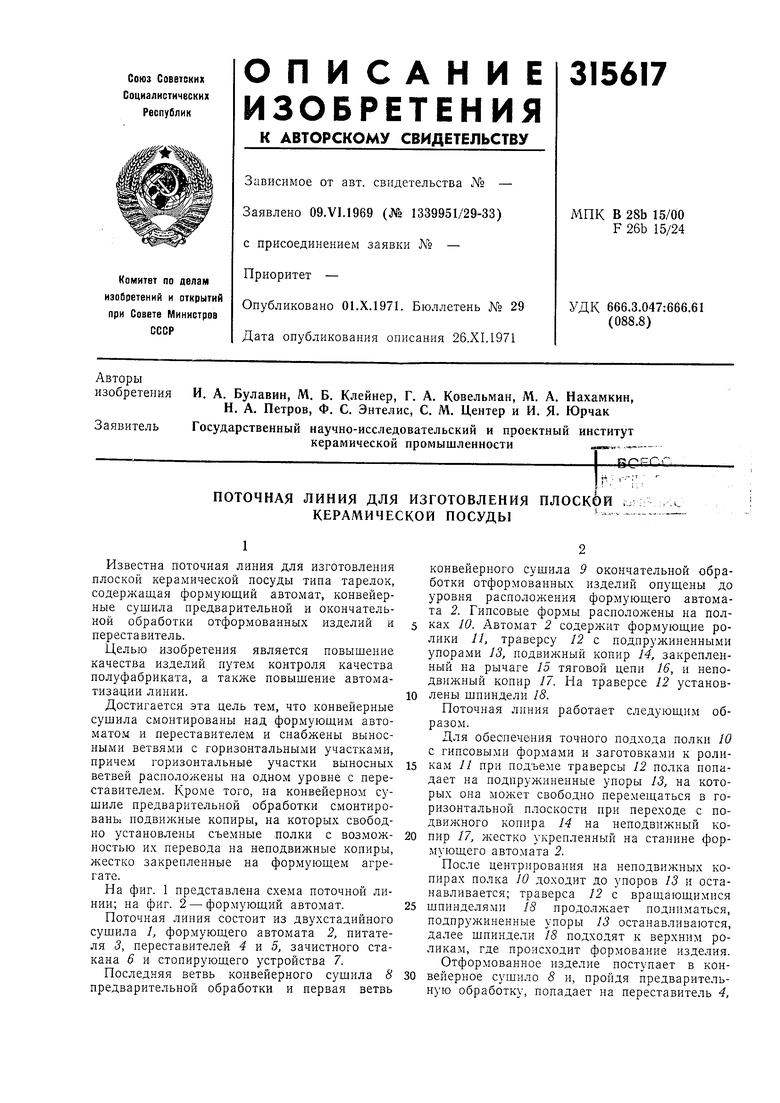
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1975 |
|
SU590142A1 |
| МНОГОШПИНДЕЛЬНЫЙ АВТОМАТ ДЛЯ ФОРМОВАНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU311754A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| УСТАНОВКА ДЛЯ СУШКИ НАВИВНЫХ МИНЕРАЛОВАТНЫХЦИЛИНДРОВ | 1966 |
|
SU185747A1 |
| Роторно-конвейерная линия | 1990 |
|
SU1815153A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| ПЕРЕСТАВИТЕЛЬСТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU421640A1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЙ | 1971 |
|
SU304135A1 |
