Изобретение относится к области обработки металлов давлением и может быть использовано для измерения нагрузок, в частности усилий, действующих на валки в клетях непрерывных трубосварочных и профилегибочных агрегатов.
Используемая в непрерывных агрегатах горяче- и холоднокатаная полоса толщиной 1...12 мм согласно ГОСТ 19903-74 и ГОСТ 19904-90 имеет допуск на толщину 0,22...1,4 мм.
Отклонения по высоте могут иметь усиления сварного шва при стыковке концов рулонной полосы.
При формовке, сварке и калибровке трубной заготовки, при гибке открытых профилей в клетях из-за перечисленных выше отклонений по толщине, а также возможным отклонениям механических свойств металла заготовки по всей ее площади в валках клетей в процессе производства могут возникнуть недопустимые перегрузки и поломки деталей. При непринятии мер недопустимые перегрузки негативно отражаются на стабильности технологического процесса и качестве металлоизделий.
В настоящее время в клетях трубосварочных и профилегибочных агрегатов большей частью используются предохранительные устройства от возможных перегрузок в виде набора цилиндрических пружин сжатия или пакета тарельчатых пружин, у которых в упругой зоне нагружения деформации сжатия прямо пропорциональны действующим усилиям. Эти предохранительные устройства имеют общий недостаток - высокую трудоемкость изготовления и узкие функциональные возможности.
Пружины сжатия и тарельчатые пружины на радиальное рабочее усилие на валки более 5 т требуют значительных габаритов для их размещения. Тарельчатые пружины, кроме того, имеют отклонение по усилиям и деформациям до ±10%.
Известно устройство для измерения давления металла на валки в прокатном стане, см. а.с. СССР №301574, кл. G01L 1/02, заявл. 26.01.70 г., опубл. 21.04.71 г.
Это устройство содержит два поршневых гидроцилиндра, сообщенных между собой и заполненных гидропластом, и прибор для измерения давления. В поршне одного из гидроцилиндров выполнена внутренняя газовая камера, соединенная через промежуточную трубку с прибором для измерения давления.
В этом устройстве при перегрузках поршень за счет сжатия газа опускается, что позволяет предохранять узлы валков прокатных станов от поломок. При этом манометр, подключенный к газовой камере через трубопровод, в этот момент фиксирует пиковую нагрузку. Из-за значительных габаритов клетей (высота 2...2,5 м, шаг 2 м) для производства сварных труб диаметром 203...530 и выше визуальный контроль нагрузок на валки во время работы агрегата затруднен. Поэтому устройства этой конструкции использовались только для наладки калибров клетей перед прокаткой, профилированием (формовкой) и калибровкой. Из-за малого объема рабочей жидкости, газа и естественных утечек практически эти устройства неработоспособны при длительной работе агрегатов.
Известно также устройство контроля технологических параметров агрегата, содержащее соединенные между собой кабельной сетью усилительно-преобразовательный блок, регистрирующий привод и датчики деформации, смонтированные на элементах клети стана. Датчики деформации установлены во внутренних полостях, выполненных в нажимных винтах клети (см. патент РФ №2165323, кл. В21В 38/08, заявл. 04.04.2000 г., опубл. 20.04.2001 г.).
Главный недостаток устройства - узкая область его применения. Во-первых, устройство может быть использовано только для прокатных агрегатов с радиальным усилием на нажимной винт не менее 1000 т, когда наружный диаметр нажимного винта составляет более 200 мм и в нем можно выполнить полость диаметром 50 мм для размещения датчика деформаций. В трубосварочных и профилегибочных агрегатах максимальное усилие на нажимной винт составляет 75 тонн и его наружный диаметр равен не более 60 мм.
Во-вторых, высокая жесткость (порядка 1·106 н/мм) не позволяет использовать нажимной винт в качестве предохранительного устройства при непредвиденных перегрузках.
При этом жесткость винта практически невозможно изменить, так как она определяется действующим усилием и оптимальными размерами прокатной клети.
Из известных устройств контроля технологических параметров агрегата наиболее близким по технической сущности является устройство, описанное в патенте РФ №2107568, кл. В21В 38/08, заявл. 18.04.97 г., опубл. 27.03.98 г.
Известное устройство содержит соединенные кабельной сетью силоизмерительный блок, расположенный между нажимными винтами и подушками валков, измерительное средство, источник питания, программируемый контроллер, образующие автономные каналы измерения. Устройство для защиты измерительного средства от возможности попадания загрязнений в виде воды, масел, сажи снабжено камерой с компрессором, а для защиты от влияния температуры - термодатчиком.
Недостатком устройства является его конструктивная сложность, высокая стоимость изготовления и эксплуатации, а также недостаточная надежность в работе.
Следующим недостатком устройства являются его узкие функциональные возможности, так как оно может быть использовано только для измерения и контроля усилий на валки и не может служить в качестве предохранительного устройства на трубосварочных и профилегибочных агрегатах, так как в зависимости от скорости сварки или гибки, которые могут быть в пределах 1...2,5 м/с, время прохождения поперечного сварного шва через плоскость калибра валков составляет 0,001...0,01 с. За такое время невозможно подать даже аварийный сигнал на остановку агрегата или разведение валков.
Задача настоящего изобретения состоит в создании устройства контроля технологических параметров агрегата, позволяющего повысить надежность работы за счет автоматического поддержания технологических параметров в стане при изменении толщин или механических свойств заготовок - полос - и расширить его функциональные возможности путем обеспечения возможности использования его как в прокатных, так и в трубосварочных и профилегибочных агрегатах не только в качестве устройства, контролирующего усилия на валки, но и в качестве предохранительного устройства.
Поставленная задача достигается тем, что в устройстве контроля технологических параметров агрегата, содержащем соединенные кабельной сетью силоизмерительный блок, расположенный между нажимными винтами с электромеханическими приводами и подушками валков, измерительное средство, источник питания, программируемый контроллер, образующие автономные каналы измерения, согласно изобретению, силоизмерительный блок выполнен из размещенной перпендикулярно оси вращения валка по ширине его подушки, по крайней мере, одной упругой балки переменного сечения из пружинной стали с плоской шлифованной поверхностью нагружения и прямоугольными углублениями под разделительные вставки, смонтированные с возможностью ограниченного перемещения в горизонтальной плоскости посредством охватывающего их в двух горизонтальных направлениях корпуса, а измерительное средство выполнено в виде закрепленного на подушке валка индуктивного аналогового датчика и шунт-пластины, расположенной на упругой балке, при этом программируемый контроллер связан с электромеханическими приводами нажимных винтов обратной связью с помощью импульсного датчика.
Такое конструктивное выполнение устройства контроля технологических параметров агрегата позволит повысить надежность его работы, увеличить его несущую способность, упростить конструкцию и расширить функциональные возможности.
Это достигается за счет выполнения силоизмерительного блока в виде упругой балки, выполняющей функцию предохранительного устройства в случае возникновения недопустимой нагрузки и требующей небольших затрат при ее изготовлении.
Выполнение поверхности нагружения упругой балки с высокой чистотой механической обработки увеличивает ее несущую способность и срок службы, то есть повышает ее надежность в работе. Закрепленный на каждой подушке индуктивный аналоговой датчик, шунт-пластина, жестко установленная на упругой балке, программируемый контроллер, источник питания, соединенные кабельной сетью, обеспечивают измерение реальных деформаций упругих балок с точностью ±0,01 мм, перерасчет технологических усилий на валок, соответствующих этим деформациям, визуальное показание технологических усилий на дисплее, возможность выполнения предохранительной функции, защищающей от поломки механизмы клети путем подачи аварийного сигнала на остановку агрегата при недопустимых перегрузках.
Благодаря обратной связи электромеханических приводов нажимных винтов с программируемым контроллером с помощью импульсного датчика обеспечивается возможность автоматического поддержания технологических параметров при изменении толщин или механических свойств полосы по длине. Использование устройства возможно как в прокатных, так и в трубосварочных и профилегибочных агрегатах.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображено устройство контроля технологических параметров агрегата;
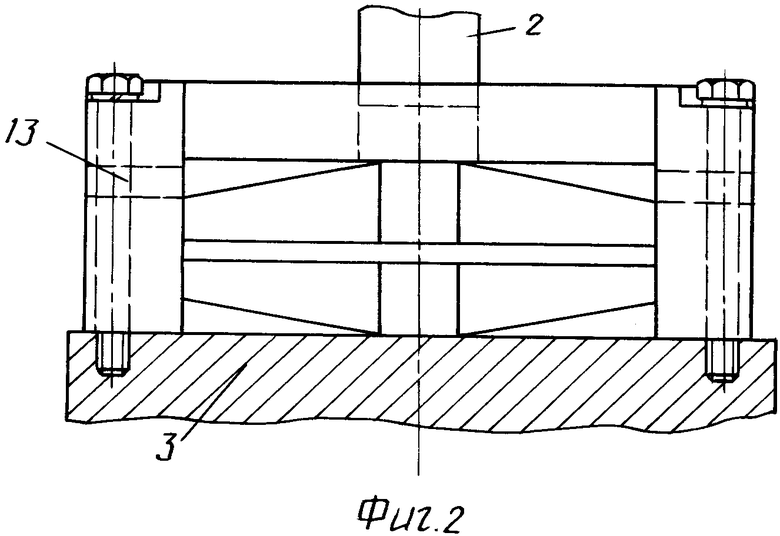
на фиг.2 изображен силоизмерительный блок устройства контроля технологических параметров;
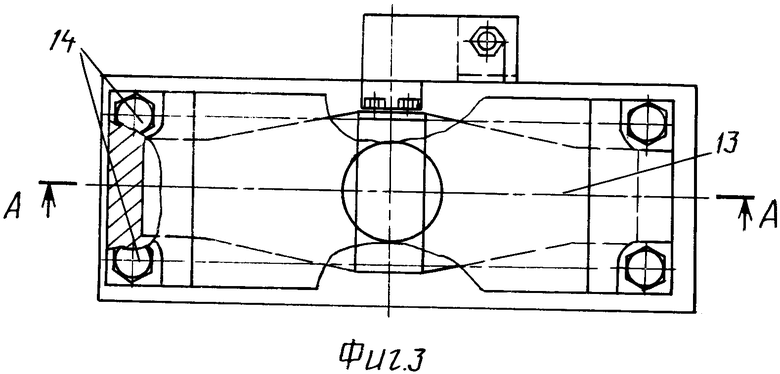
на фиг.3 - то же, вид в плане;
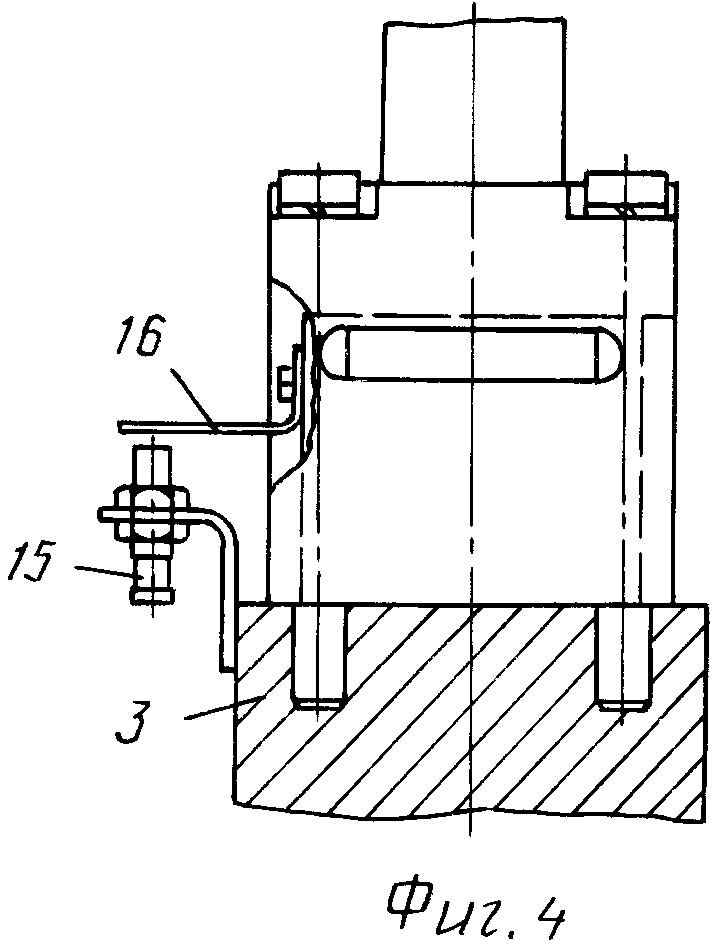
на фиг.4 - то же, вид сбоку;
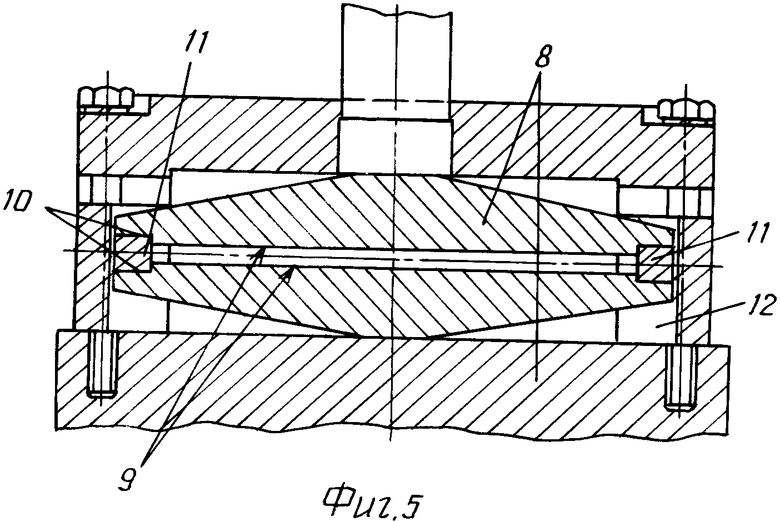
на фиг.5 - разрез А-А на фиг.3;
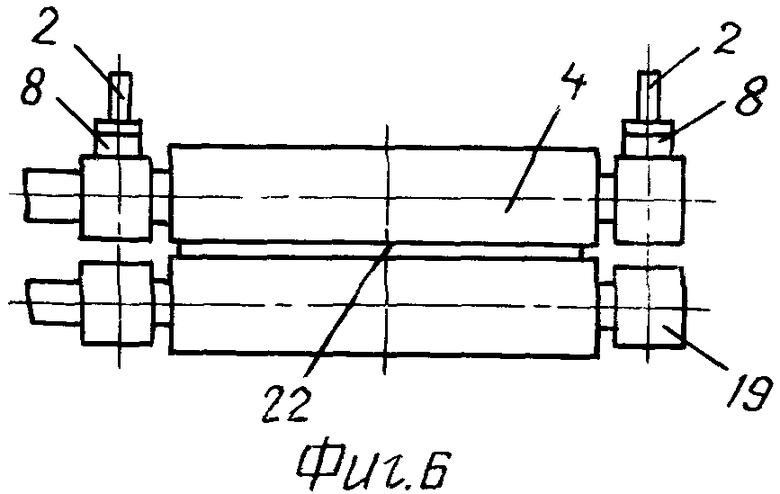
на фиг.6 - размещение силоизмерительного блока в тянущих клетях;
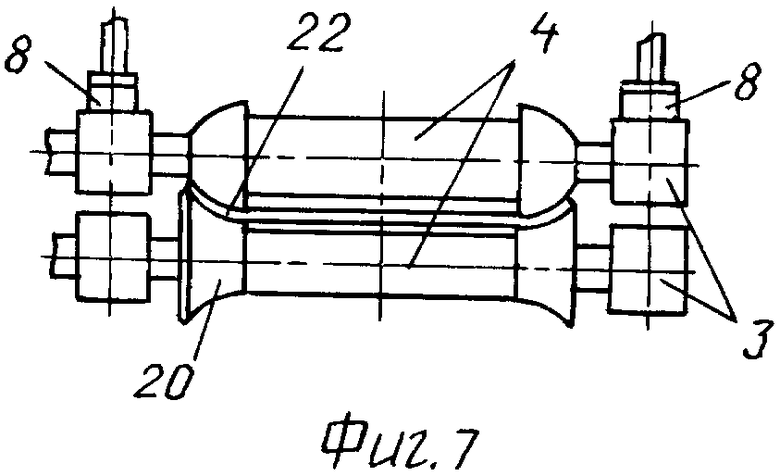
на фиг.7 - размещение силоизмерительного блока в формовочных (гибочных) клетях;
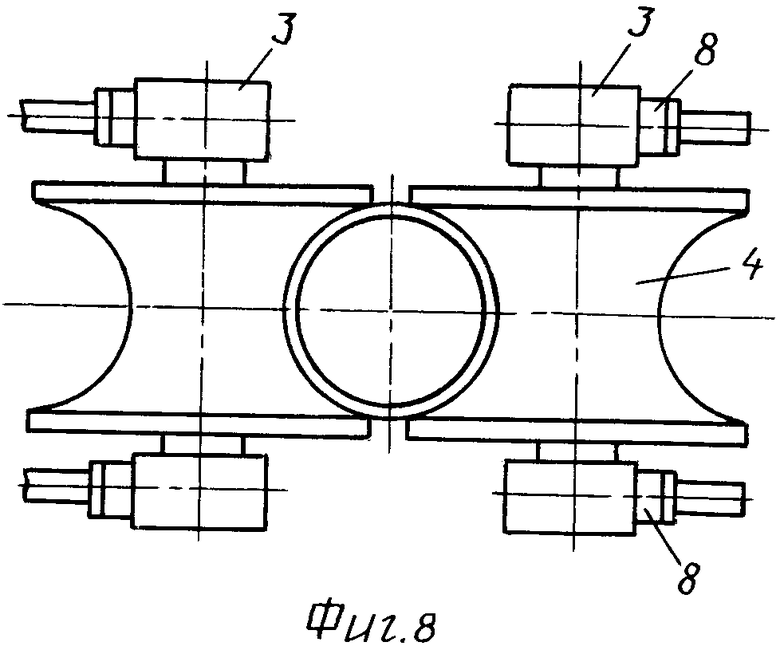
на фиг.8 - размещение силоизмерительного блока в сварочных клетях;
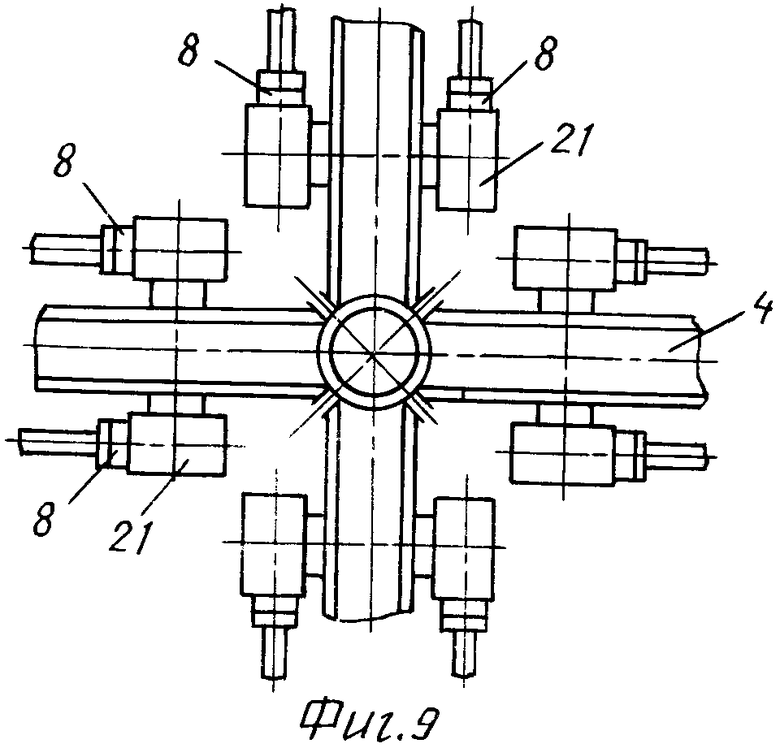
на фиг.9 - размещение силоизмерительного блока в калибровочных (профилирующих) клетях.
Устройство контроля технологических параметров агрегата содержит соединенные кабельной сетью 1 силоизмерительный блок, расположенный между нажимными винтами 2 и подушками 3 валков 4, измерительное средство, источник питания 5, программируемый контроллер 6, образующие автономные каналы измерения. Программируемый контроллер 6 устройства контроля может быть связан с контроллером 7 АСУТП (автоматической системы управления технологическими параметрами) верхнего уровня.
Силоизмерительный блок выполнен из размещенной перпендикулярно оси вращения валка 4 по ширине его подушки 3, по крайней мере, одной упругой балки 8 переменного сечения из пружинной стали с плоской шлифованной поверхностью 9 нагружения и прямоугольными углублениями 10 под разделительные вставки 11.
Концы упругой балки 8 размещены с ограничением перемещения в горизонтальной плоскости в прямоугольных углублениях 12 охватывающих корпусов 13, закрепленных на подушках 3 с помощью болтов 14. Измерительное средство выполнено в виде индуктивного аналогового датчика 15, закрепленного на подушке 3, и шунт-пластины 16, расположенной на упругой балке 8.
Источник питания 5 предназначен для питания программируемого контроллера 6, контроллера 7 АСУТП верхнего уровня и индуктивного аналогового датчика 15.
Нажимные винты 2 снабжены электромеханическим приводом 17, электрически связанным с программируемым контроллером 6 обратной связью с помощью импульсного датчика 18.
Устройство может быть установлено в трубосварочном и профилегибочном агрегатах. В состав любого непрерывного трубосварочного или профилегибочного агрегата входят разматыватель, стыкосварочная машина (не показаны), тянущие клети 19, формовочные 20 и калибровочные 21 клети.
Устройство для контроля технологических параметров размещают между подушками и нажимными винтами тянущих клетей 19, профилегибочных 20 или калибровочных 21 клетей.
Рассмотрим работу устройства в линии трубосварочного или профилегибочного агрегатов. Установленная на разматывателе полоса-заготовка 22 после сварки концов рулонов на стыкосварочной машине и снятия усиления сварного шва поступает в тянущие клети 19. Размещенное на подушках тянущих клетей 19 устройство контроля измеряет: суммарную величину усилений поперечного сварного шва, разницу в толщинах полосы-заготовки сваренных рулонов, разнотолщинность полос-заготовок по ширине.
В зависимости от изменения толщин полосы-заготовки по вышеперечисленным причинам происходит деформация упругих балок 8 переменного сечения и изменение расстояния между шунт-пластиной 16 и аналоговым датчиком 15, что приведет к изменению сигнала индуктивного аналогового датчика 15, который меняется пропорционально изменению расстояния между шунт-пластиной 16 и индуктивным аналоговым датчиком 15, то есть пропорционально величинам упругих деформаций балок 8 переменного сечения. Сигнал индуктивного аналогового датчика 15 поступает в программируемый контроллер 6, где обрабатывается и сравнивается с технологической картой, заданной контроллером 7 АСУТП верхнего уровня. Кроме того, обработанный сигнал индуктивного аналогового датчика 15 передается программируемым контроллером 6 в контроллер 7 АСУТП верхнего уровня для дальнейшего анализа.
Далее в зависимости от величины изменения толщины полосы-заготовки из-за различия механических свойств материала рулонов или неравномерных механических свойств материала полосы-заготовки по ширине и длине программируемый контроллер 6 выдает сигнал-задание в систему управления клетей и агрегата в целом на:
- аварийную остановку агрегата при недопустимой величине изменения толщины,
- корректировку с помощью электродвигателей приводов 17 положения нажимных винтов 2 формовочных, трубосварочных и калибровочных клетей, которое обрабатывается с помощью импульсного датчика обратной связи.
Предложенное устройство контроля технологических параметров по сравнению с известными позволит повысить надежность работы за счет автоматического поддержания технологических параметров и упрощения конструкции, а также расширить его функциональные возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ УСИЛИЙ И НАСТРОЙКИ КАЛИБРОВ ВАЛКОВ КЛЕТЕЙ ТРУБОЭЛЕКТРОСВАРОЧНОГО АГРЕГАТА | 2011 |
|
RU2477189C1 |
| УСТРОЙСТВО КОНТРОЛЯ УСИЛИЙ НА ВАЛКИ В ПРОКАТНОМ СТАНЕ | 1997 |
|
RU2107568C1 |
| ТРУБОСВАРОЧНАЯ КЛЕТЬ | 2009 |
|
RU2392076C1 |
| ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО КЛЕТИ ПРОКАТНОГО ИЛИ ТРУБОСВАРОЧНОГО СТАНОВ | 2005 |
|
RU2288796C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422224C2 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2302305C1 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 2009 |
|
RU2420366C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2013 |
|
RU2547058C1 |
| УСТРОЙСТВО КОНТРОЛЯ УСИЛИЙ НА ВАЛКИ В ПРОКАТНОМ СТАНЕ | 2000 |
|
RU2165323C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в клетях непрерывных трубосварочных и профилегибочных агрегатов. Устройство содержит соединенные кабельной сетью силоизмерительный блок, расположенный между нажимными винтами с электромеханическими приводами и подушками валков, измерительное средство, источник питания, программируемый контроллер, образующие автономные каналы измерения. Силоизмерительный блок выполнен в виде по крайней мере одной упругой балки переменного сечения из пружинной стали с плоской шлифованной поверхностью нагружения. Измерительное средство выполнено в виде закрепленного на подушке валка индуктивного аналогового датчика и шунт-пластины, расположенной на упругой балке. Электромеханические приводы нажимных винтов связаны с программируемым контроллером обратной связью с импульсным датчиком. Технический результат заключается в повышении надежности работы за счет автоматического поддержания технологических параметров и упрощении конструкции. 9 ил.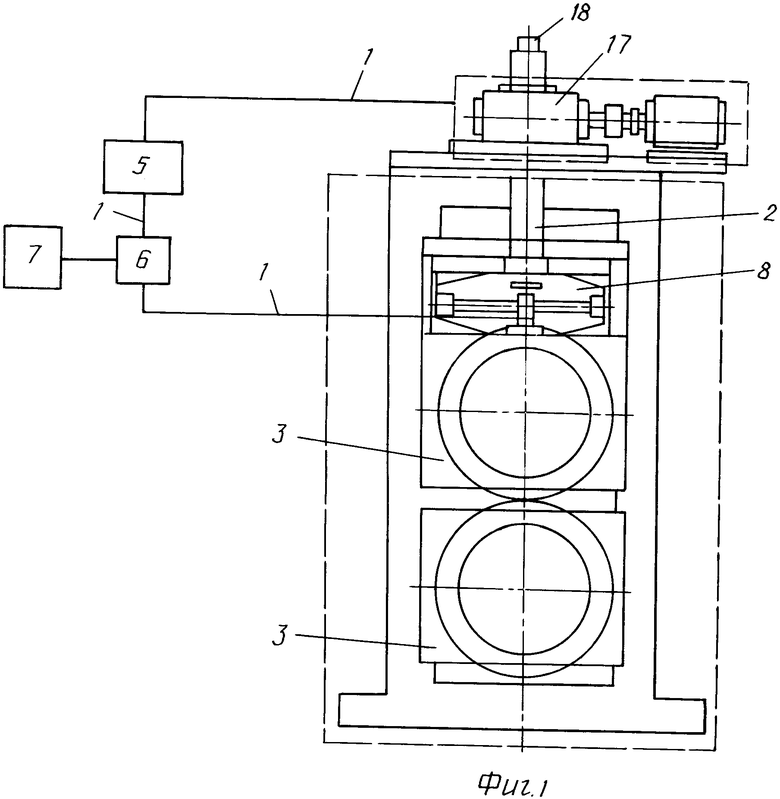
Устройство контроля технологических параметров валковых агрегатов, преимущественно профилегибочных и трубосварочных, содержащее соединенные кабельной сетью силоизмерительный блок, расположенный между нажимными винтами с электромеханическими приводами и подушками валков, измерительное средство, источник питания, программируемый контроллер, образующие автономные каналы измерения, отличающееся тем, что силоизмерительный блок выполнен в виде размещенной перпендикулярно оси вращения валка подушки по крайней мере одной упругой балки переменного сечения из пружинной стали с плоской шлифованной поверхностью нагружения и прямоугольными углублениями под разделительные вставки, смонтированные с возможностью ограниченного перемещения в горизонтальной плоскости посредством охватывающего их в двух горизонтальных направлениях корпуса, а измерительное средство выполнено в виде закрепленного на подушке валка индуктивного аналогового датчика и шунт-пластины, расположенной на упругой балке, при этом программируемый контроллер связан с электромеханическими приводами нажимных винтов обратной связью с импульсным датчиком.
| УСТРОЙСТВО КОНТРОЛЯ УСИЛИЙ НА ВАЛКИ В ПРОКАТНОМ СТАНЕ | 1997 |
|
RU2107568C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ВАЛОВ | 1992 |
|
RU2036410C1 |
| Устройство для контроля деформации по ширине прокатываемой полосы | 1990 |
|
SU1762113A1 |
| Устройство контроля компонентов известково-песчаной массы и управления технологическим процессом | 1988 |
|
SU1573407A1 |

