Изобретение относится к трубоэлектросварочному производству для непрерывного получения из рулонной ленты сварных прямошовных труб круглой, овальной, квадратной или прямоугольной формы.
Известен способ непрерывного изготовления прямошовных сварных труб, включающий формовку трубной заготовки и сварку ее кромок с обжатием по периметру заготовки [1] Усилие обжатия прикладывают на части периметра, равной 20-70% его полной длины.
Недостаток известного способа является то, что он не обеспечивает устойчивого положения заготовки при малой площади ее контакта с инструментом, а также отсутствие регулирования положения сварного шва относительно вертикальной плоскости.
Известен способ производства сварных труб с продольным стыком, реализованный в устройстве для регулирования положения продольного стыка кромок трубной заготовки [2] включающий сварку сформованной трубной заготовки, регулирование продольного стыка кромок трубной заготовки с помощью геликоидальных холостых валков и последующую калибровку.
Недостаток известного способа заключается в том, что при производстве труб заданного диаметра валки геликоидального профиля сводят до соприкосновения с поверхностью трубы, получая точечный контакт по периметру заготовки, при этом одни и те же геликоидальные валки на трубах различного диаметра требуют разных и больших (до 80о) углов поворота относительно заготовки, что затрудняет обеспечение точности и оперативности регулирования, усложняет изготовление инструмента.
Наиболее близким по технической сущности к изобретению является способ производства электросварных труб [3] заключающийся в формовке трубной заготовки в валках формовочного стана, сварке продольного стыка кромок и регулировании положения сварного шва с последующим калиброванием трубы по диаметру в валках профильно-калибровочного стана.
Недостатком известного способа является то, что он не обеспечивает благоприятную схему деформации и точную ориентацию сварного шва в профильно-калибровочном стане, что приводит к ухудшению качества сварных труб.
Целью изобретения является повышение точности ориентации сварного шва и обеспечение благоприятной схемы деформации.
Это достигается тем, что в способе изготовления сварных профильных труб, включающем формовку трубной заготовки в валках формовочного стана, сварку продольного стыка кромок и регулирование положения сварного шва с последующим калиброванием трубы по диаметру в валках профильно-калибровочного стана, согласно изобретению после сварки продольного стыка кромок трубу деформируют на симметричных участках, составляющих 0,5-0,9 ее периметра с одновременной овализацией и регулированием положения сварного шва и дальнейшей овализацией трубы или получением ее круглой формы в валках профильно-калибровочного стана. Кроме того, трубу деформируют радиусом калибра валков, составляющим 1,1-1,25 радиуса трубы Rтр с усилием 0,5-0,75 от величины усилия деформации при калибровании, а положение сварного шва регулируют путем противоположного поворота осей валков на углы, не превышающие arcsinπ /Rтр.
Предложенный способ изготовления сварных профильных труб позволяет обеспечить точную и оперативную ориентацию сварного шва, благоприятную схему деформации профиля трубы и участка сварного шва при симметричном приложении нагрузок на трубу. Деформация трубы после сварки по наружному профилю осуществляется в виде овализации с большой вертикальной осью, совмещенной с регулированием профиля трубы таким образом, чтобы сварной шов находился в строго вертикальном положении, что позволяет наиболее эффективно и равномерно стабилизировать нагрузки при формоизменении трубы, в особенности снизить растягивающие напряжения в сварном шве и исключить повышенные нагрузки на него в валках профильно-калибровочного стана, а следовательно, повысить качество готовых труб.
Приложение усилий при деформации и регулировании трубы на симметричных участках, составляющих 0,5-0,9 ее периметра, с помощью валков стабилизирующей клети, имеющих радиус калибра 1,1-1,25 от радиуса трубы, позволяет обеспечить как надежный контакт инструмента с трубой, так и предотвращение повышенных нагрузок, компенсацию изменения формы профиля, механических свойств, размеров исходной заготовки, температурных и технологических напряжений и т. п. Для этого же усилие деформации трубы в этих валках ограничивается в 50-75% от величины усилия в валках калибровочного стана.
При длине деформируемых участков трубы меньших, чем 0,5 ее периметра или увеличении радиуса стабилизирующих валков больше, чем 1,25 радиуса трубы, происходит снижение точности регулирования положения сварного шва и профиля трубы, качества шва из-за уменьшения контакта валков с трубой, повышенных нагрузок на малые участки профиля, а увеличение охвата трубы валками с радиусом меньшим, чем 1,1 Rтр. на участках больших, чем 0,9 ее периметра, приводит к неустойчивому положению сварного шва и трубы в стабилизирующих и профильно-калибровочных валках, а также к повышенным нагрузкам и ухудшению качества сварных труб. Кроме того, с точки зрения изготовления, настройки и эксплуатации, радиусные валки наиболее целесообразны.
В зависимости от типоразмеров изготавливаемых труб, конструкции трубоэлектросварочных агрегатов длина деформируемых участков составляет 0,5-0,7 периметра трубы (для труб диаметром 50-220 мм 0,5-0,7 периметра, для труб диаметром 10-76 мм 0,7-0,9 периметра).
Регулирование положения сварного шва трубы после сварки перед профильно-калибровочным станом осуществляется в валках стабилизирующей клети путем одновременного синхронизированного поворота осей валков в противоположные стороны. При этом возникающая из-за изменения их катающих радиусов пара равнодействующих сил трения образует момент, стремящийся повернуть сечение трубы в ту или другую сторону в зависимости от направления взаимного поворота валков, с указанными выше характеристиками параметров деформации для точной и оперативной ориентации шва требуются небольшие углы поворота валков, не превышающие в зависимости от радиуса трубы (Rтр., мм) arcsin π/Rтр. При больших углах поворота снижается точность регулирования, увеличивается время отработки соответствующих приводов. При меньших углах положение трубы в валках и сварного шва оказывается неустойчивым.
Схема овализации трубы с большой вертикальной осью сразу после сварки, когда сварной шов еще не остыл, наиболее благоприятна для снижения остаточных растягивающих напряжений. В дальнейшем при получении профильных труб требуются дополнительные нагрузки на трубу, поэтому с точки зрения распределения напряжений после предварительной овализации трубы и регулирования шва в стабилизирующих валках благоприятна дальнейшая ее овализация в профильно-калибровочных валках с необходимой ориентацией сварного шва в вертикальном положении.
При получении круглых труб в профильно-калибровочном стане также является важной операцией предварительная овализация и удержание сварного шва в строго вертикальном положении для изготовления готовых труб повышенного качества с заданной симметричной формой профиля, минимальными остаточными напряжениями, высокой прочностью сварного шва.
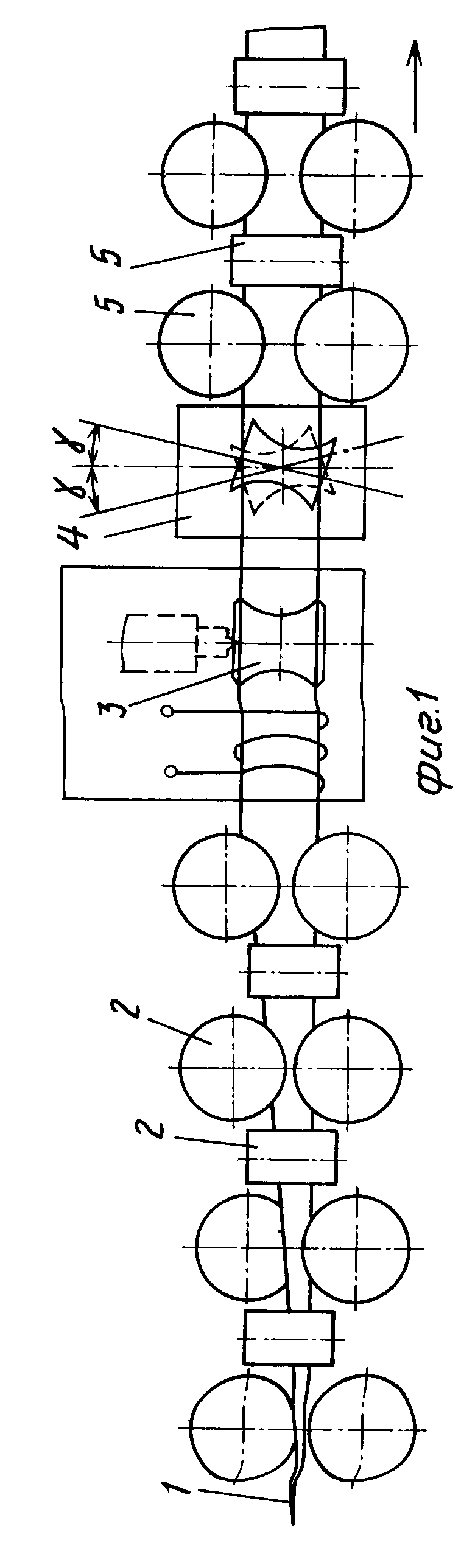
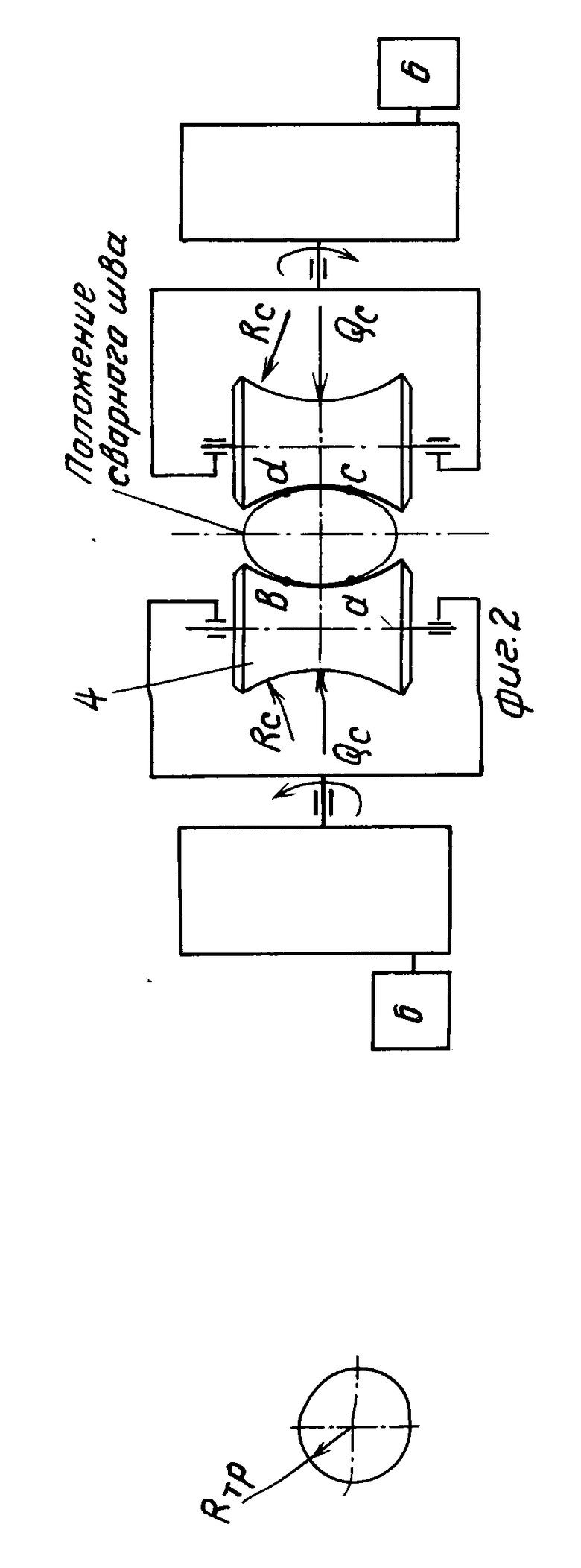
На фиг. 1 изображена схема осуществления способа изготовления сварных профильных труб; на фиг. 2 схема деформации и регулирования профиля трубы в процессе изготовления.
Способ изготовления сварных профильных труб осуществляется следующим образом.
Исходную заготовку 1 толщиной 1,5 мм из стали 10 формуют в трубную заготовку диаметром 40 мм с прямолинейным стыком кромок в валках формовочного стана 2 и сваривают кромки в вертикальном положении в трубосварочной машине 3. Полученную сваренную трубную заготовку (Rтр.=20 мм) начинают деформировать по наружному диаметру, удерживая сварной шов в строго вертикальном положении на образующей с помощью радиусных валков стабилизирующей клети 4. При этом от валков стабилизирующей клети 4 прикладывают деформацию на симметричные участки профиля трубы (ав=cd=50 мм), составляющие 0,8 ее периметра Р(Р= 2π Rтр=125,6 мм) с усилием Qc=1000 кг (50% от усилия последующей деформации трубы в валках профильно-калибровочного стана 5).
В валках стабилизирующей клети 4, имеющих радиус калибра Rc=24 мм заготовка приобретает форму овала с большой вертикальной осью. При возможном смещении сварного шва от нормального положения в ту или иную сторону одновременно включаются электрически синхронизированные приводы 6 поворота валков стабилизирующей клети 4 и со скоростью 1,35 град/с валки поворачиваются в противоположные стороны на одинаковые углы γ, не превышающие arcsin π /20= 9о, и заготовка возвращается в исходное положение.
Далее в валках профильно-калибровочного стана 5 с усилием Qк=2000 кг трубе придается овальная, а затем точная квадратная форма профиля с размерами сторон 31х31 мм. При изготовлении круглых труб в валках калибровочного стана из первоначального овального профиля с большой вертикальной осью получают заданный размер круглого профиля с наружным диаметром 40 мм.
Предложенный способ изготовления сварных профильных труб позволяет повысить качество сварных труб за счет точной ориентации сварного шва, благоприятной схемы деформации профиля трубы и участка сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1994 |
|
RU2056961C1 |
Использование: в трубоэлектросварочном производстве для непрерывного получения из рулонной ленты сварных прямошовных труб круглой, овальной, квадратной или прямоугольной формы. Сущность изобретения: способ включает формовку трубной зоготовки в валках формовочного стана, сварку продольного стыка кромок и регулирование положения сварного шва с последующим калиброванием трубы по диаметру в валках профильно-калибровочного стана. Трубу деформируют радиусом калибра валков, составляющим 1,1 - 1,25 радиуса трубы Rтр. с усилием 0,5 - 0,75 от величины усилия деформации при калибровании. Положение сварного шва регулируют путем противоположного поворота осей валков на углы, не превышающие arcsin π/Rтр. . Это обеспечивает повышение качества сварных труб за счет точной ориентации сварного шва, благоприятную схему деформации профиля трубы и участка сварного шва. 1 з.п. ф-лы, 2 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ производства электросварных труб и стан для его осуществления | 1990 |
|
SU1750768A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
