Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении плоских колец упорной группы подшипников, плоских венцов и т.д.
Известна штамповка плоских колец на молотах [1]
Однако при штамповке невысока стойкость вкладыша, формирующего наметку под отверстие, причем чем тоньше кольцо, тем ниже его стойкость при прочих равных условиях. На первом государственном подшипниковом заводе по этой причине вынуждены штамповать плоский диск с последующей вырубкой отверстия, что приводит к большому расходу металла.
Известна также торцовая раскатка колец из предварительно отштампованной кольцевой заготовки [2]
Однако для раскатки колец с небольшой шириной полотна (упорная группа колец подшипников) требуется исходная заготовка полотна, что снижает ее устойчивость в начальной стадии торцовой раскатки и вынуждает ввести радиальную раскатку колец с целью приближения их размеров к размерам готового кольца.
Задачей данного изобретения является уменьшение трудоемкости и повышение устойчивости исходной заготовки в начальной стадии раскатки.
Поставленная задача решается тем, что в способе изготовления плоских колец методом торцовой раскатки из предварительно отштампованной кольцевой заготовки исходную кольцевую заготовку изготовляют с объемом на два и более кольца, а раскатку производят с образованием ступенчатого кольца, наружная часть которого выполнена с требуемыми размерами, а каждая последующая ступень с высотой в 1,3 1,5 раз большей и диаметрами меньшими, исходя из условия постоянства объема, с последующим отделением наружного кольца и докаткой внутренних колец до требуемых размеров.
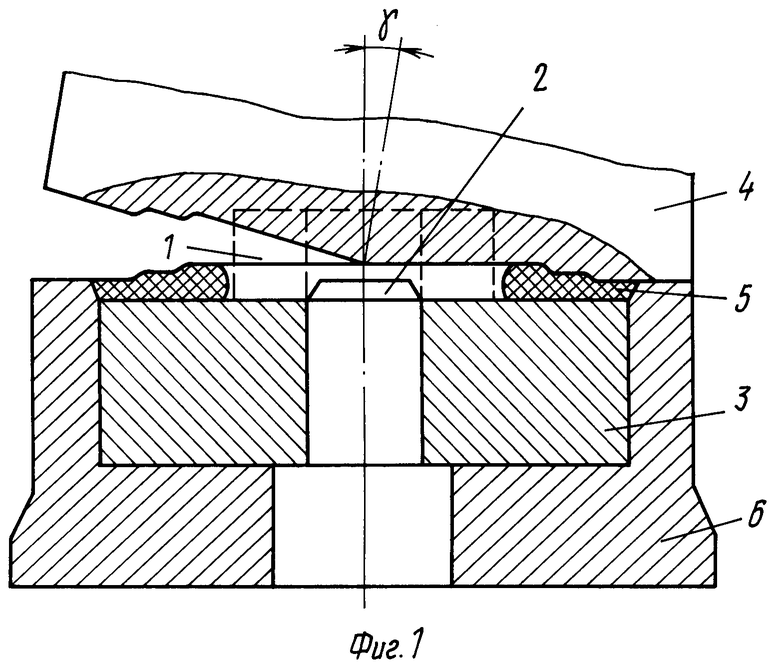
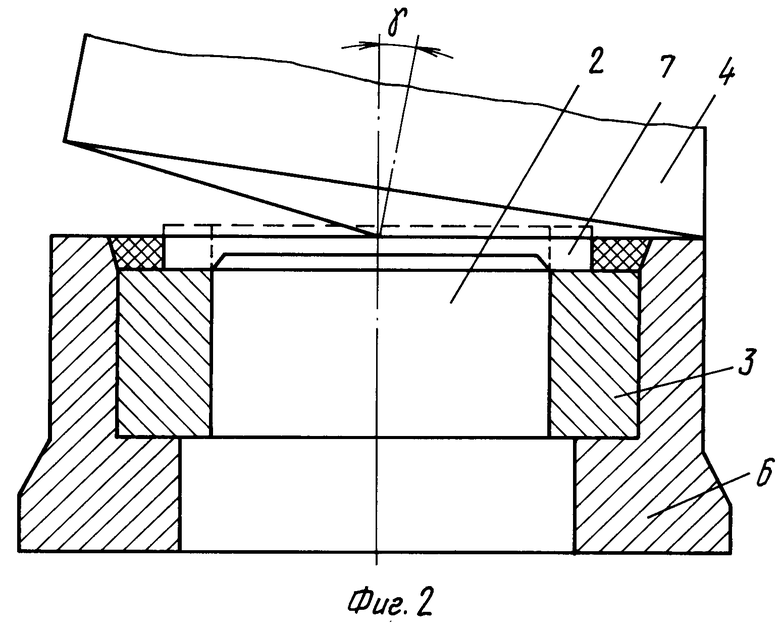
На фиг.1 показано изготовление ступенчатого кольца; на фиг.2 докатка кольца-полуфабриката.
Способ осуществляется следующим образом.
Исходную кольцевую заготовку 1 устанавливают на центрирующий стрежень 2 и на кольцо-выталкиватель 3. Раскатку осуществляют наклонным пуансоном 4, торцовая поверхность которого имеет ступенчатую форму, соответствующую получаемому раскатанному кольцу 5. Наружный диаметр кольца задается матрицей 6, а высота периферийного кольца величиной заглубления кольца 3 относительно матрицы 6. Каждая последующая к центру ступень выше предыдущей в 1,3 1,5 раза, при этом диаметры ступеней рассчитывают из условия постоянства объема готового кольца (см. фиг.1).
После разделения кольца по границам ступеней внутренние кольца-полуфабрикаты 7 подвергают дальнейшей раскатке (см. фиг.2). При этом их также устанавливают на центрирующий стержень 2, но значительно большего диаметра, нежели на первом переходе, и на кольцо-выталкиватель 3. Раскатку осуществляют наклонным пуансоном 4, формирующим плоскую поверхность кольца. Наружный диаметр также задается матрицей 6, а высота раскатанного кольца величиной заглубления кольца 3 относительно матрицы 6. При этом можно получать кольцо с размерами, равными размерам наружного кольца первого перехода, или кольцо с другими размерами.
Способ опробован на установке торцовой раскатки усилием 250 тс. Раскатываемое кольцо-заготовка кольца подшипника 8144 с наружным диаметром 276 мм, внутренним 214 мм, высотой 13 мм, ширина полотна 31 мм, вес кольца 2,4 кг. Если использовать исходное кольцо с объемом, равным раскатанному (как в известных способах), то при двукратном уширении полотна исходная его ширина (толщина стенки) должна быть около 15 мм. При двукратном увеличении диаметра исходный наружный диаметр кольца должен быть равен 140 мм. Тогда из условия постоянства объема высота исходного кольца должна быть равна 53 мм. Отношение высоты кольца к толщине его стенки около 3,5, т.е. при раскатке кольцо в условиях локальной деформации может раскататься с образованием складки.
Согласно предлагаемому способу исходное кольцо было рассчитано на два конечных кольца, т.е. вес исходного кольца равнялся 4,8 кг. Ширина полотна исходного кольца 30 мм, наружный диаметр 140 мм, высота 60 мм. Отношение высоты кольца к толщине его стенки около 2, что обеспечивает устойчивую раскатку. Контур пуансона оформлял ступенчатое кольцо с наружным диаметром 276 мм и высотой на периферии 13 мм до диаметра 214 мм, далее к центру высота кольца равнялась 20 мм, внутренний диаметр 160 мм.
После разделения внутреннее кольцо было докатано до размеров наружного кольца.
Использование изобретения позволяет использовать более технологичную исходную заготовку и исключить брак по образованию складок, в два и более раз уменьшить трудоемкость основной формообразующей операции и трудоемкость изготовления исходных заготовок, обеспечить возможность совместного изготовления колец разных размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОРЦЕВОЙ РАСКАТКИ ПЛОСКИХ КОЛЕЦ | 1992 |
|
RU2041000C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ | 1991 |
|
RU2018398C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2301718C2 |
| Способ изготовления деталей с центральным отверстием | 1991 |
|
SU1803234A1 |
| Способ изготовления кольцевых деталей | 1990 |
|
SU1722673A1 |
| Роторная линия | 1990 |
|
SU1796323A1 |
| Устройство для ротационного выдавливания | 1990 |
|
SU1754279A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С УДЛИНЕННОЙ ОСЬЮ | 1992 |
|
RU2043811C1 |
| Раскатная шариковая головка | 1990 |
|
SU1754253A1 |
| Способ изготовления кольцевых изделий | 1980 |
|
SU912393A1 |
Использование: изобретение относится к обработке металлов давлением и может быть использовано при изготовлении колец упорной группы подшипников, венцов и других плоских колец. Сущность изобретения: исходную кольцевую заготовку изготавливают с объемом на два и более кольца. Раскатку производят с образованием ступенчатого кольца, наружная часть которого выполнена с требуемыми размерами, а каждая последующая ступень с высотой в 1,3-1,5 раза большей и диаметрами меньшими исходя из условия постоянства объема, с последующим отделением наружного кольца и докаткой внутренних колец до требуемых размеров. Данный способ позволяет уменьшить трудоемкость изготовления колец и повысить устойчивость заготовки в начальной стадии раскатки. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КОЛЕЦ методом торцевой раскатки из предварительно отштампованной кольцевой заготовки, отличающийся тем, что исходную кольцевую заготовку изготавливают объемом, равным объему двух и более колец, а торцевую раскатку осуществляют с образованием ступенчатого кольца, наружная часть которого выполнена с требуемыми размерами, а каждая последующая к центру ступень выше предыдущей в 1,3 1,5 раза, а диаметры рассчитывают из условия постоянства объема, с последующим отделением наружного кольца и докаткой внутренних колец до требуемых размеров.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аксиальная штамповочная раскатка колец | |||
| Проект фирмы "Тиссен Машиненбау", Экспрессинформация | |||
| Прокатное и трубное производство, вып | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
