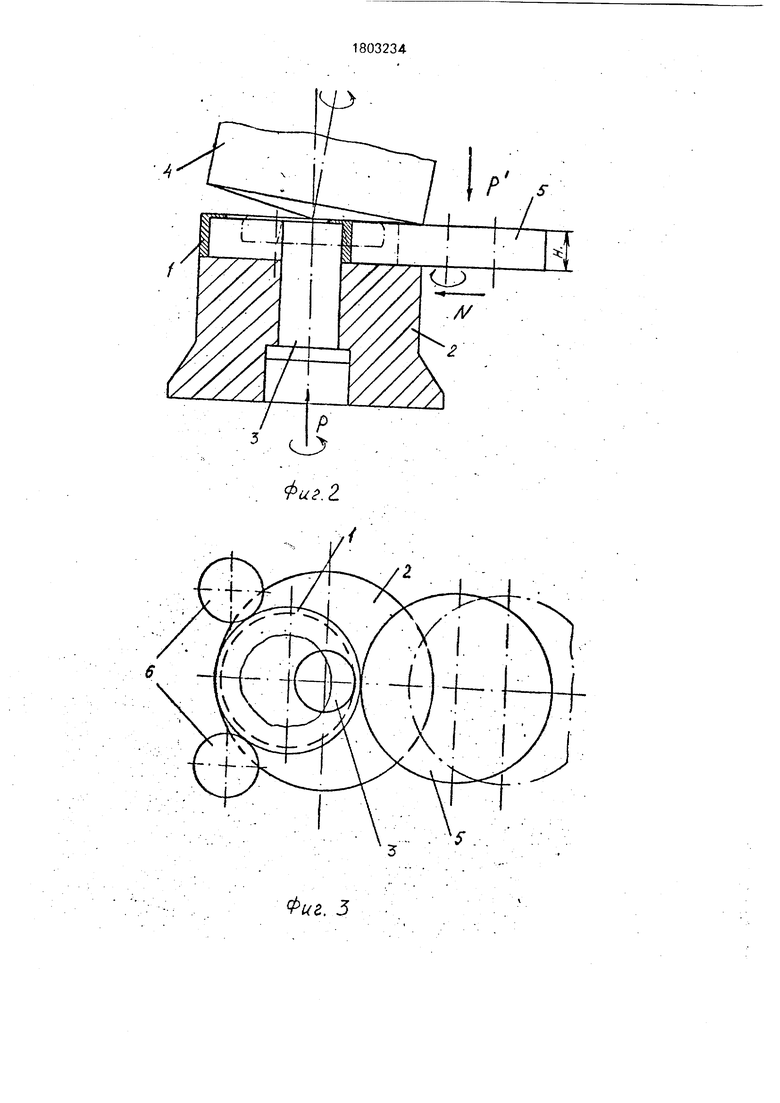
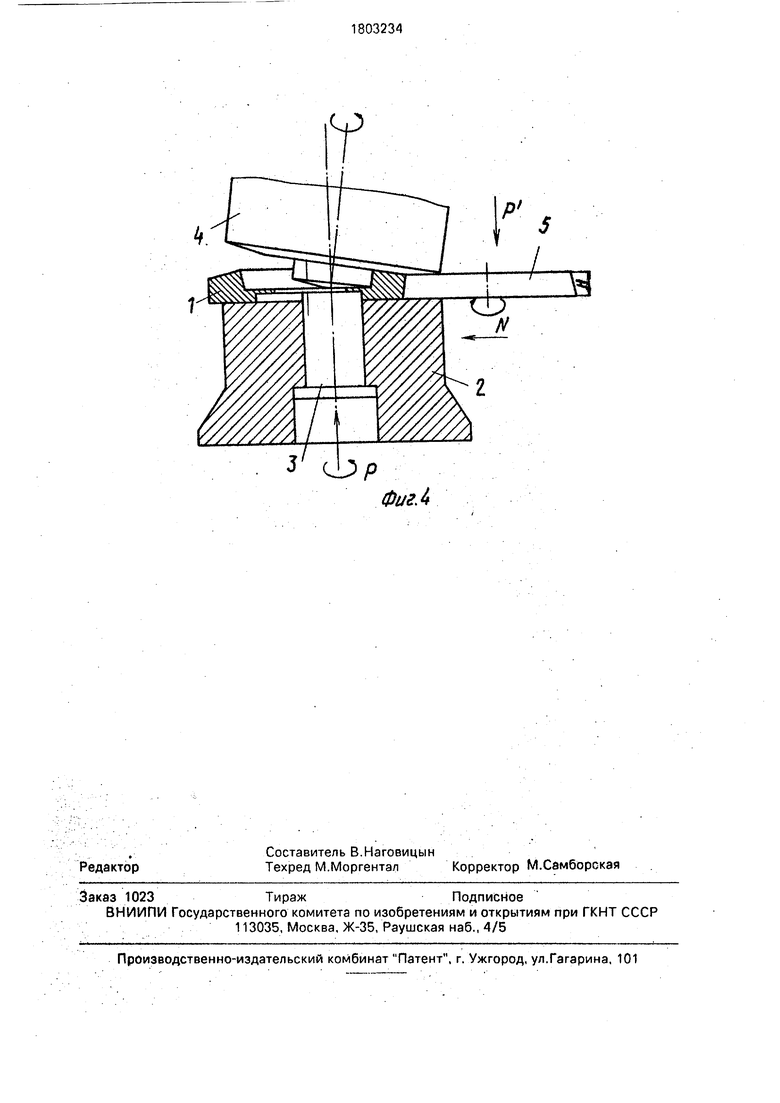
роликом 5, за счет чего раскатанное кольцо имеет точные размеры профиля сечения (фиг.2). Диаметр кольца контролируется концевыми роликами-упорами 6 (фиг.З), при контакте с которыми прекращается дальнейшая раскатка, противник 3, пуансон 4 и ролик 5 возвращаются в исходное положение. Возможно также изготовление кольцевых заготовок со сложным профилем сечения (фиг.4).
Способ опробован на установке торцовой раскатки усилием 100 тс, оснащенной боковым роликом с принудительной чей. Угол наклона пуансона 5°, усилие выталкивателя 50 тс. Стальные нагретые до 1200°С заготовки диаметром 60 мм и высотой 60 мм устанавливались в матрицу и раскатывались до высоты 50-55 мм, после чего включался выталкиватель и осуществлялась прошивка конического отверстия с диаметром у торца противника 60 мм, а на противоположном торце - 80 мм. Одновременно происходила торцовая раскатка заготовки до высоты 20 мм (наружный диаметр образованного кольца равнялся 125 мм). После этого усилие с пуансона снималось, под действием прошивника пуансон приподнялся с образованием зазора мм, куда был введен боковой ролик и после этого на пуансон вновь былд подано усилие 40 тс, ролик перемещаясь в зазоре 50 мм произвел
0
радиальную раскатку кольца высотой 50 мм с наружным диаметром 200 мм и толщиной стенки 5,5 мм, На верхнем торце кольца остался радиальный заусенец высотой 20- 30мм.
Использование изобретения позволит за одну операцию и с одного нагрева с достаточной производительностью получать радиальные кольца шириной номенклатуры на одном и том же инструменте при высокой точности профиля сечения кольца.
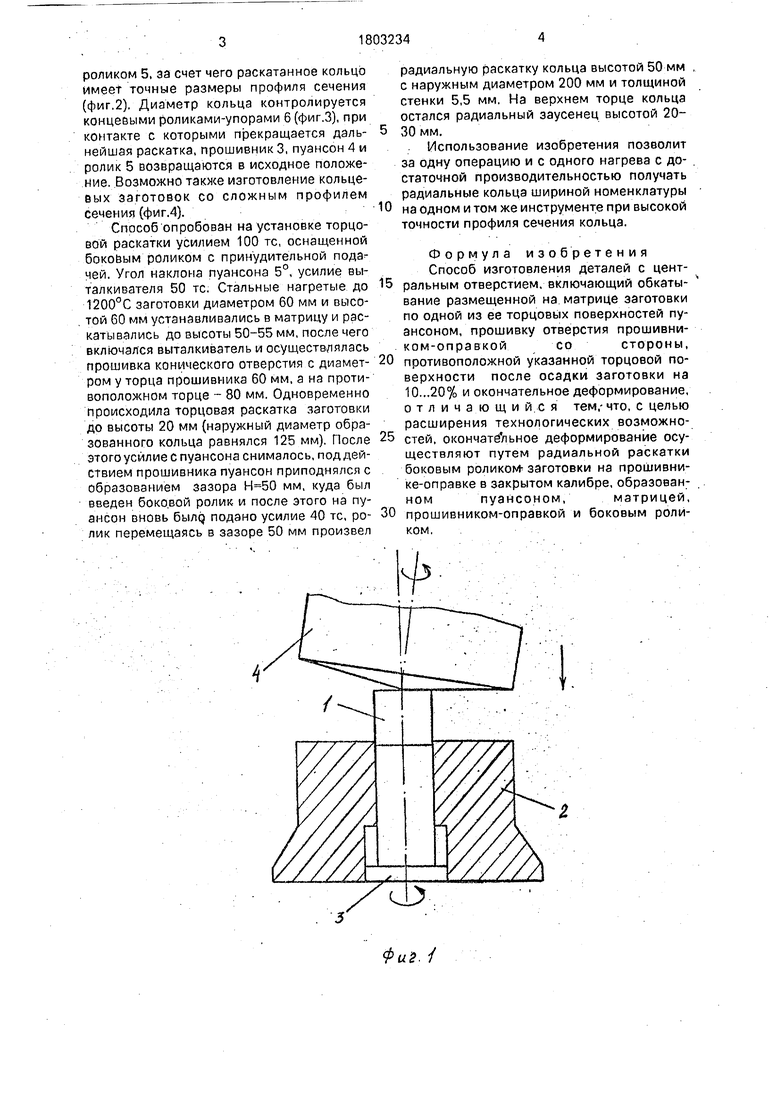
Формула изобретения Способ изготовления деталей с центральным отверстием, включающий обкатывание размещенной на матрице заготовки по одной из ее торцовых поверхностей пуансоном, прошивку отверстия прошивни- ком-оправкой.со стороны,
противоположной указанной торцовой поверхности после осадки заготовки на 10.„20% и окончательное деформирование, отличающий, с я тем,- что, с целью расширения технологических возможностей, окончательное деформирование осуществляют путем радиальной раскатки боковым роликом заготовки на прошивни- ке-оправке в закрытом калибре, образован; номпуансоном, матрицей,
прошивником-оправкой и боковым роликом, ...
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОРЦЕВОЙ РАСКАТКИ ПЛОСКИХ КОЛЕЦ | 1992 |
|
RU2041000C1 |
| Способ получения бесшовных плакированных профилей и инструмент для его осуществления | 1988 |
|
SU1697919A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления деталей с центральным отверстием | 1985 |
|
SU1266632A2 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2025185C1 |
| Способ получения кольцевых изделий | 1986 |
|
SU1417983A1 |
| Способ получения заготовок колец с конической внутренней поверхностью | 1983 |
|
SU1183276A1 |
Использование: относится к способам изготовления деталей с центральным отверстием. Сущность: способ включает изготовление деталей с центральным отверстием.. После прошивки отверстия производят радиальную раскатку заготовки на прошивни- ке-оправке с помощью бокового ролика в закрытом калибре, образованном пуансоном, матрицей и боковым роликом. 4 ил.
. 3
/о
Фиг. i
Фиг. 3
J ОЯ
Фи г А
| Способ изготовления деталей с центральным отверстием | 1982 |
|
SU1146126A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
