Изобретение относится к обработке металлов давлением и может быть использовано при производстве деталей с удлиненной осью типа клапан, полуось.
Известно устройство для штамповки осесимметричных деталей с удлиненной осью, содержащее смонтированные на станине пресса верхний и нижний инструменты, первый из которых выполнен в виде пуансона, а второй в виде матрицы, расположенной в люльке, имеющей поперечные пальцы и установленной на них с возможностью углового перемещения, а также привод углового перемещения люльки, упор для его ограничения и выталкиватель готовой детали.
Данное устройство может быть использовано для сферодвижной штамповки деталей с удлиненной осью, но непригодно для торцовой раскатки, при которой матрица должна иметь возможность вращения.
Технической задачей, на решение которой направлено изобретение, является обеспечение торцовой раскатки осесимметричных деталей с удлиненной осью, создание условий для установки и извлечения обрабатываемой детали из вращающейся матрицы.
Поставленная задача решается тем, что известное устройство для штамповки осесимметричных деталей с удлиненной осью, содержащее смонтированные на станине пресса верхний и нижний инструменты, первый из которых выполнен в виде пуансона, а второй в виде матрицы, расположенной в люльке, имеющей поперечные пальцы и установленной на них с возможностью углового перемещения, а также привод углового перемещения люльки, упор для его ограничения и выталкиватель готовой детали, при торцовой раскатке деталей снабжено корпусом и кольцом-фиксатором, люлька расположена своими поперечными пальцами в корпусе с образованием кольцевого зазора между ними, кольцо-фиксатор установлено с возможностью вращения вокруг своей оси на выталкивателе и размещено в упомянутом зазоре для обеспечения фиксации матрицы от углового перемещения в процессе раскатки, при этом матрица жестко связана с люлькой, установленной с возможностью совместного с корпусом вращения вокруг своей оси.
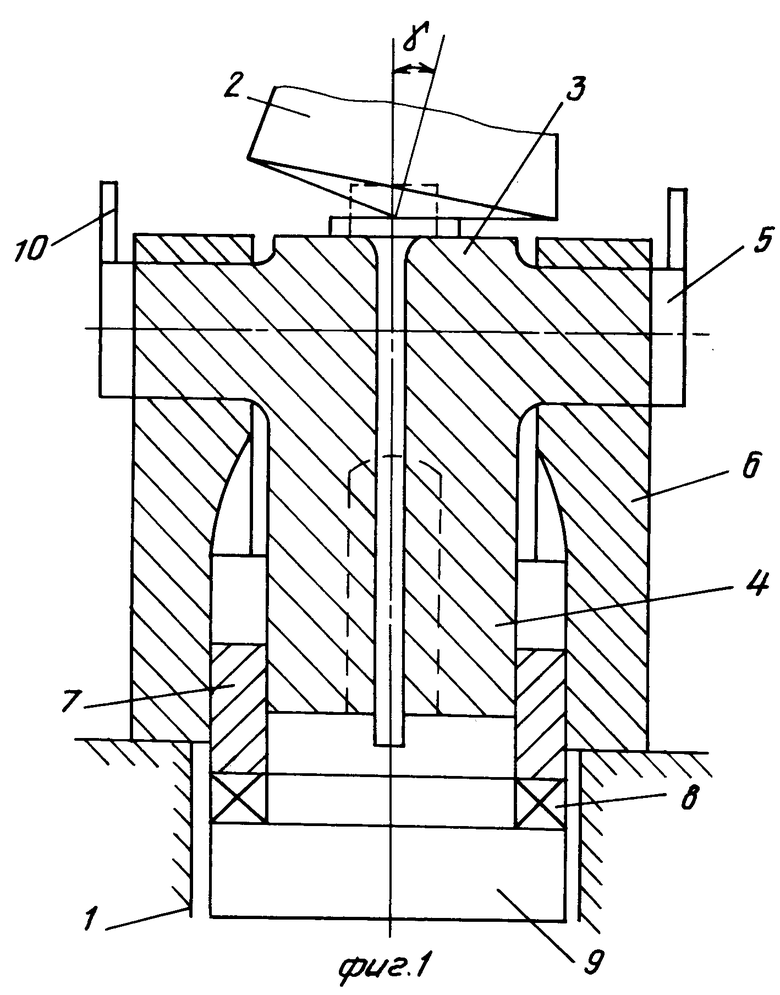
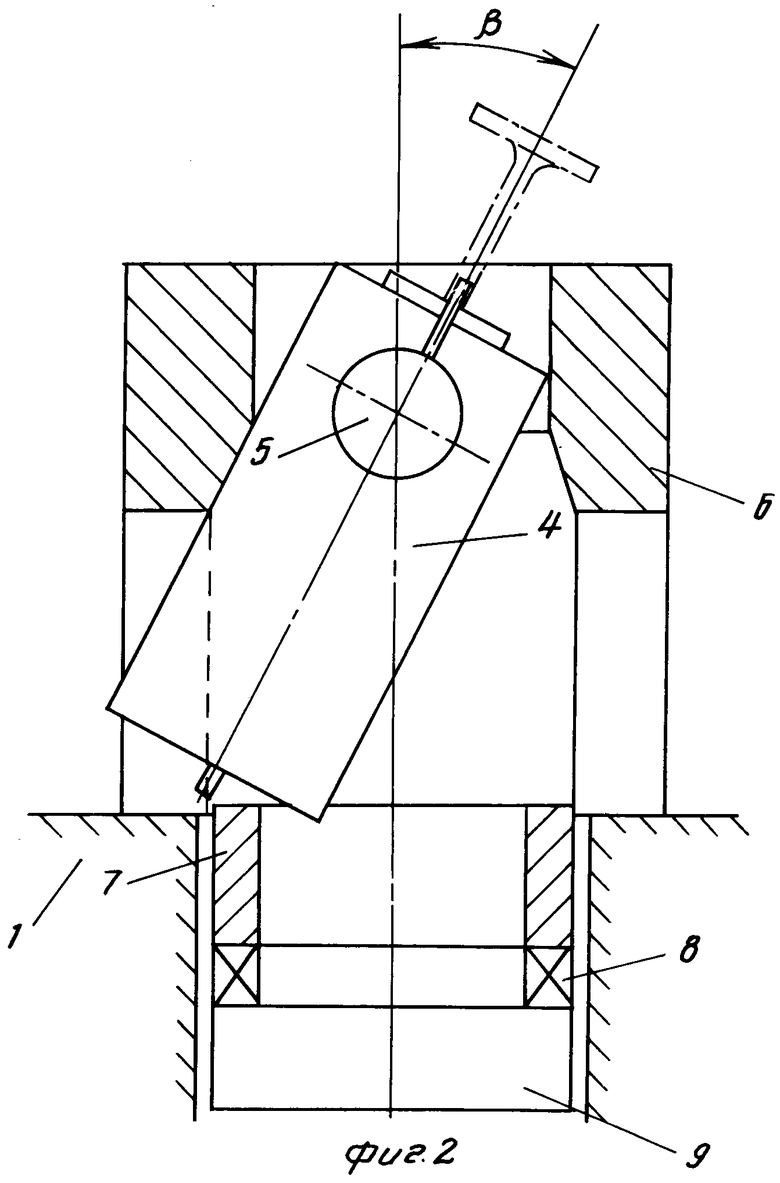
На фиг. 1 изображено устройство для штамповки в момент раскатки детали; на фиг. 2 устройство при наклоне матрицы.
Устройство для штамповки осесимметричных деталей с удлиненной осью состоит из смонтированных на станине 1 пресса раскатного пуансона 2 и матрицы 3, закрепленной в люльке 4. Последняя оснащена поперечными пальцами 5, посредством которых она установлена в корпусе 6 с возможностью углового перемещения от привода до упора, ограничивающего это перемещение.
Между люлькой 4 и корпусом 6 имеется кольцевой зазор, в котором расположено кольцо-фиксатор 7, установленное с возможностью вращения на упорном подшипнике 8, смонтированном на выталкивателе 9 готовой детали.
Люлька 4 оснащена рычагами 10 для облегчения ее поворота.
Устройство работает следующим образом.
Люлька 4, поворачиваясь вокруг осей поперечных пальцев 5, наклоняется на угол β с помощью труб (на фиг. 1 не показаны), надеваемых на рычаги 10. В матрицу вводят недеформируемую часть заготовки (см. фиг. 1). Затем трубы с рычагов 10 снимают, матрица под собственным весом становится соосной прессу, выталкиватель 9 вводят в кольцевой зазор между люлькой 4 и корпусом 6. Включается вращение матрицы, подводится наклоненный на угол γ раскатный пуансон 2 и осуществляется раскатка выступающей части заготовки с оформлением фланца в локальном очаге деформации. При этом кольцо-фиксатор 7 вращается вместе с матрицей 3 и корпусом 6, не позволяя наклоняться матрице и опираясь на выталкиватель 9 через упорный подшипник 8, расположенный ниже вращающегося стола на станине 1 пресса (фиг. 2). После окончания раскатки пуансон 2 отводится, выталкиватель 9 выталкивает изделие на небольшую величину, достаточную для ввода клещей под раскатный фланец. Затем выталкиватель 9 опускается в крайнее нижнее положение, полностью выводя кольцо-фиксатор 7 из зазора между люлькой 4 и корпусом 6, на рычаги 10 надевают трубы и люлька 4 наклоняется на угол β для извлечения изделия. Дале смазывают матрицу и пуансон и цикл повторяется.
Устройство опробовано на приставке торцовой раскатки к гидравлическому прессу усилием 100 тс. Раскатке подвергались заготовки диаметром 100 мм с предварительно выдавленным стержнем диаметром 30 мм. Длина стержня 300 мм, общая длина заготовки 305 мм. Температура раскатки: начало 1150оС, окончание 850оС. Раскатка производилась по описанной последовательности. Диаметр фланца после раскатки 200 мм при высоте 12 мм.
Использование изобретения позволит распространить рациональную для изготовления тонких полотен технологию торцовой раскатки на детали с удлиненной осью, которые ранее нельзя было раскатывать из-за большой величины межштампового пространства, необходимого для размещения заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная линия | 1990 |
|
SU1796323A1 |
| СПОСОБ ТОРЦЕВОЙ РАСКАТКИ ПЛОСКИХ КОЛЕЦ | 1992 |
|
RU2041000C1 |
| Способ изготовления осесимметричных деталей | 1990 |
|
SU1761349A1 |
| Устройство для штамповки осесимметричных деталей с удлиненной осью | 2016 |
|
RU2628596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КОЛЕЦ | 1992 |
|
RU2041003C1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1989 |
|
SU1646647A1 |
| СТАН ДЛЯ ПРОДОЛЬНОГО РАСКАТЫВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200071C2 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| Раскатная шариковая головка | 1990 |
|
SU1754253A1 |
Использование: в области обработки металлов давлением при изготовлении деталей типа клапан и полуось. Сущность изобретения: на станине пресса смонтированы раскатной пуансон и матрица, закрепленная в люльке. Последняя установлена на поперечных пальцах в корпусе с возможностью углового перемещения. Между люлькой и корпусом имеется кольцевой зазор, в котором установлено кольцо-фиксатор, размещенное с возможностью вращения на выталкивателе готовой детали. Устройство позволяет производить торцовую раскатку деталей с удлиненной осью за счет обеспечения возможности наклона вращающейся матрицы для установки заготовки и извлечения готового изделия. 2 ил.
УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С УДЛИНЕННОЙ ОСЬЮ, содержащее смонтированные на станине пресса верхний и нижний инструменты, первый из которых выполнен в виде пуансона, а второй в виде матрицы, расположенной в люльке, имеющей поперечные пальцы и установленной на них с возможностью углового перемещения, а также привод углового перемещения люльки, упор для его ограничения и выталкиватель готовой детали, отличающееся тем, что при торцовой раскатке деталей устройство снабжено корпусом и кольцом-фиксатором, люлька расположена своими поперечными пальцами в корпусе с образованием кольцевого зазора между ними, кольцо-фиксатор установлено с возможностью вращения вокруг своей оси на выталкивателе и размещено в упомянутом зазоре для обеспечения фиксации матрицы от углового перемещения в процессе раскатки, при этом матрица жестко связана с люлькой, установленной с возможностью совместного с корпусом вращения вокруг своей оси.
| Устройство для штамповки деталей | 1977 |
|
SU651875A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
