Изобретение относится к металлургии, конкретнее к непрерывной разливке слитков с обжатием в твердожидком состоянии.
Известно устройство для непрерывной разливки плоских слитков, включающее барабан, который огибает бесконечная приводная лента, противоположную бесконечную приводную валками ленту, поддерживаемую в поперечном к ней направлении при помощи роликов, а также боковые конусные вставки, расположенные в зазоре между лентами.
Недостатком известного устройства является низкая стабильность и производительность процесса непрерывной разливки плоских слитков и их неудовлетворительное качество. Это объясняется тем, что один из приводных валков расположен в горизонтальной диаметральной плоскости барабана. В этих условиях при небольшом увеличении расхода металла через разливочный стакан происходит перелив металла через клиновидный зазор между ребордами и краями ленты, что приводит к прекращению процесса разливки и к уменьшению его производительности.
Кроме того, расположение одного из приводных валков в горизонтальной диаметральной плоскости барабана исключает возможность охлаждения ленты водой, распыливаемой форсунками. В этих условиях понижается стойкость ленты, а также увеличивается брак слитков по трещинам.
Целью изобретения является улучшение качества слитка, повышение стойкости ленты и увеличение производительности процесса непрерывной разливки.
Это достигается тем, что устройство для непрерывной разливки плоских слитков содержит барабан с приводом вращения, установленный между боковыми ребордами, снабженными приводами вращения, бесконечную ленту, огибающую торцы реборд и приводные валки, ролики, поддерживающие и прижимающие ленту в поперечном направлении к ребордам, и форсунки, размещенные между роликами.
Ось одного из приводных валков расположена выше горизонтальной диаметральной плоскости барабана и реборд, при этом прямая, соединяющая оси реборд и приводного валка, расположена к горизонтали под углом β (0,03.0,3)Н, где Н расстояние между поверхностью ленты и поверхностью барабана в его горизонтальной диаметральной плоскости, мм;
(0,03.0,3) эмпирический коэффициент, учитывающий величину расстояния между поверхностью ленты и поверхностью барабана в его горизонтальной диаметральной плоскости, град/мм.
Улучшение качества плоских непрерывнолитых слитков происходит вследствие возможности установки форсунок под лентой в месте расположения мениска металла в процессе непрерывной разливки. В этих условиях обеспечивается необходимый теплоотвод от поверхности широкой грани плоского слитка, расположенной со стороны ленты, что обеспечивает устранение внутренних и наружных трещин. Повышение стойкости ленты происходит вследствие устранения ее перегрева и пережога в районе расположения мениска металла.
Увеличение производительности процесса непрерывной разливки плоских слитков происходит вследствие устранения возможности перелива металла через реборды по краям ленты.
Диапазон значений эмпирического коэффициента в пределах 0,03.0,3 объясняется закономерностями изменения положения уровня мениска металла при изменении расхода металла через разливочный стакан, а также закономерностями теплоотвода от широких граней плоского слитка. При меньших значениях невозможно установить форсунки в районе расположения мениска металла, что приводит к браку слитков по трещинам и выходу из строя ленты вследствие пережога. Кроме того, в этом случае происходит перелив металла через клиновидный зазор между ребордами и лентой.
При больших значениях невозможна подача металла в рабочую полость формирующегося слитка через удлиненный разливочный стакан под уровень металла, что снижает производительность процесса разливки.
Указанный диапазон устанавливается в прямой пропорциональной зависимости от величины расстояния Н между поверхностью ленты и поверхностью барабана в его горизонтальной диаметральной плоскости.
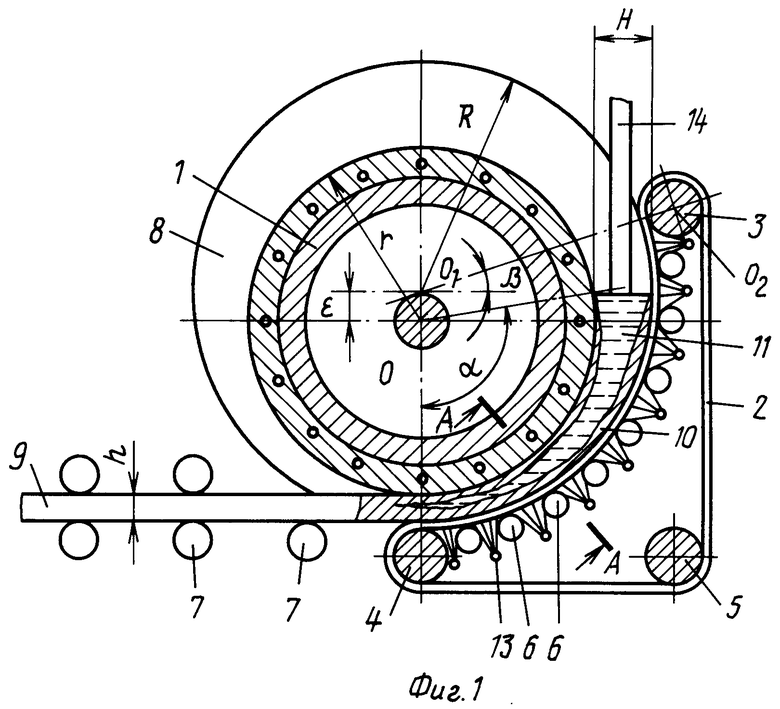
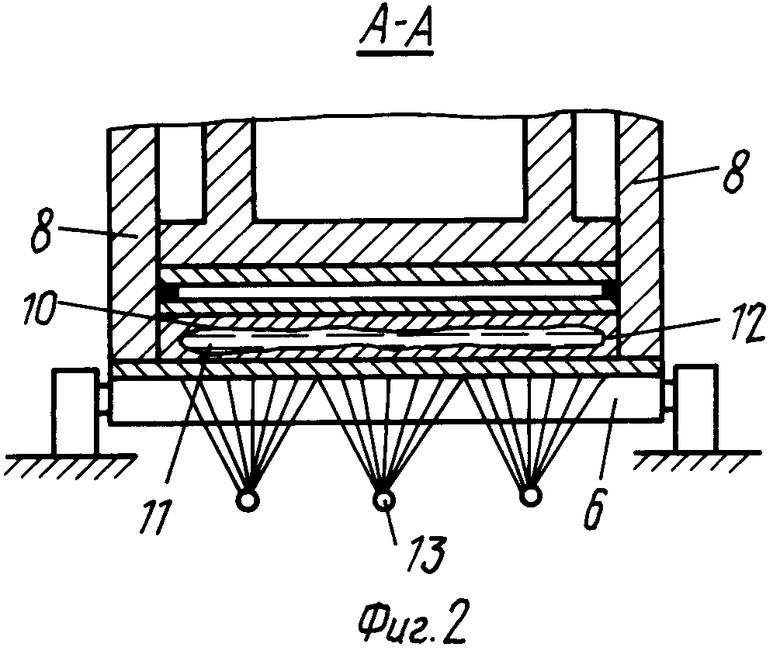
На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг.2 разрез А-А на фиг.1.
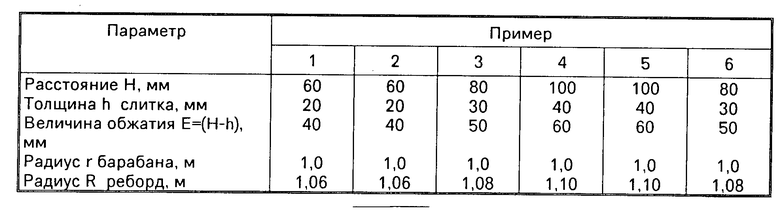
Устройство для непрерывной разливки плоских слитков состоит из барабана 1, ленты 2, приводных валков 3-5, роликов 6 и 7, боковых реборд 8. Позицией 9 обозначен слиток толщиной h, 10 широкая грань слитка, 11 жидкий металл, 12 узкая грань слитка, 13 форсунки, 14 разливочный стакан, α угол сектора барабана, r радиус барабана, R радиус реборд, О центр барабана, О1 центр реборд, О2 центр валка, Е эксцентриситет, h толщина слитка после обжатия, Н расстояние между поверхностью ленты и поверхностью барабана в его горизонтальной диаметральной плоскости, β угол наклона прямой, соединяющей центр барабана и валка.
Устройство для непрерывной разливки плоских слитков работает следующим образом.
П р и м е р. В процессе непрерывной разливки в зазор, образованный поверхностью приводного барабана 1, бесконечной приводной лентой 2 и боковыми поверхностями приводных реборд 8 подают через удлиненный стакан 14 жидкий металл 11 марки Ст3сп. Бесконечная лента 2 огибает поверхность торцов боковых реборд 8 на длине сектора барабана 1 с углом α и приводится в движение приводными валками 3-5. Барабан 1 и реборды 8 приводятся во вращение своими приводами. Оболочка 10 слитка 9 формируется на поверхности барабана 1 с радиусом r, а противоположная грань на поверхности ленты 2 с радиусом R (r+H).
В процессе непрерывной разливки производят деформацию обжатия узких граней 12 слитка 9 в твердожидком состоянии посредством смещения центра О барабана 1 относительно центра О1 реборд 8 от толщины Н в диаметральной горизонтальной плоскости до толщины h.
Из устройства вытягивается слиток 9 толщиной h и шириной В с переменной скоростью и направляется дальше по роликам 7. Ролики 6 поджимают ленту 2 к торцам боковых реборд 8. В процессе разливки корпус барабана 1, реборды 8 и лента 2 охлаждаются соответственно проточной и распыленной форсунками 13 водой. Центры О и О1 барабана 1 и реборд 8 расположены с эксцентриситетом E (H-h). После начала процесса разливки барабан 1 перемещается на величину E (H-h) в сторону ленты 2 для обеспечения условий получения слитка 9 толщиной h.
Центр О2 валка 3 расположен выше горизонтальной диаметральной плоскости барабана 1 и реборд 8. При этом прямая, соединяющая центры О1 и О2 валка 3, расположена к горизонтали под углом β(0,03.0,3)Н, где Н расстояние между поверхностью ленты 2 и поверхностью барабана 1 в его горизонтальной диаметральной плоскости, мм;
(0,03. 0,3) эмпирический коэффициент, учитывающий величину расстояния между поверхностью ленты и поверхностью барабана в его горизонтальной диаметральной плоскости, град/мм.
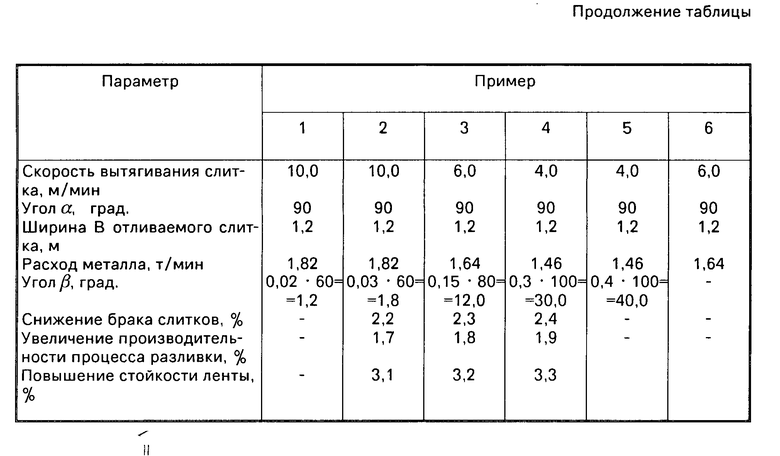
В таблице приведены примеры работы устройства с различными конструктивными параметрами.
В примере 1 невозможно установить форсунки в районе расположения мениска металла, лента перегревается и пережигается, при малейшем увеличении расхода металла происходят переливы металла между ребордами и краями ленты, в слитках возникают внутренние и наружные трещины.
В примере 5 невозможно осуществить подачу металла через удлиненный разливочный стакан и вести процесс непрерывной разливки.
В примере 6 (прототип) происходят переливы металла через реборды и края ленты, невозможно установить форсунки под лентой в районе расположения уровня мениска металла, не обеспечен необходимый теплоотвод от слитка, что вызывает брак слитков по внутренним и наружным трещинам.
В примерах 2.4 обеспечивается необходимый теплоотвод от слитка в районе мениска металла, что устраняет образование внутренних и наружных трещин. Лента не перегревается и не происходит ее пережог, устраняются переливы металла через реборды и края ленты. Сказанное приводит к повышению производительности процесса непрерывной разливки плоских слитков небольшой толщины.
Применение изобретения позволяет уменьшить брак слитков на 2,3% увеличить производительность процесса разливки на 1,8% повысить стойкость ленты на 3,2%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041013C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837458A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041017C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022696C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2015825C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837457A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038908C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке слитков с обжатием в твердожидком состоянии. Целью изобретения является улучшение качества слитка, повышение стойкости ленты и увеличение производительности процесса разливки. Сущность изобретения: устройство содержит барабан с приводом вращения, установленный между боковыми ребордами, снабженными приводами вращения, бесконечную ленту, огибающую торцы реборд и приводные валки, ролики, поддерживающие и прижимающие лентув поперечном направлении к ребордам, и форсунки, размещенные между роликами. Ось одного из приводных валков расположена выше горизонтальной диаметральной плоскости барабана и реборд,при этом прямая, соединяющая оси реборд и приводного валка, расположена к горизонтали под углом β = (0,03...0,3)H где H расстояние между поверхностью ленты и поверхностью барабана в его горизонтальной диаметральной плоскости, мм; (0,03.0,3) эмпирический коэффициент, учитывающий величину расстояния между поверхностью ленты и поверхностью барабана в его горизонтальной диаметральной плоскости, град./мм. 2 ил. 1 табл.
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ, содержащее барабан с приводом вращения, установленный между боковыми ребордами, имеющими свои приводы вращения, бесконечную ленту, огибающую торцы реборд и приводные валки, поддерживающие и прижимающие ленту в поперечном направлении к ребордам ролики и форсунки, размещенные между роликами, отличающееся тем, что, с целью улучшения качества слитка, повышения стойкости ленты и увеличения производительности процесса, ось одного из приводных валков расположена над горизонтальной диаметральной плоскостью барабана и реборд, при этом прямая, соединяющая оси реборд и приводного валка, расположена к горизонтали под углом β = (0,03-0,3)H, где H расстояние между поверхностью ленты и поверхностью барабана в его горизонтальной диаметральной плоскости, мм, (0,03 0,3) эмпирический коэффициент, учитывающий величину расстояния между поверхностью ленты и поверхностью барабана в его горизонтальной диаметральной плоскости, град/мм.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
