Изобретение относится к инструментальному производству, а именно к производству режущего инструмента, и может быть использовано для получения самозатачивающихся инструментальных лезвий.
К лезвиям режущих инструментов предъявляется ряд жестких технических требований. Во-первых, для сохранения остроты лезвия они должны обладать достаточной твердостью. Во-вторых, лезвие не должно выкрашиваться при локальных динамических ударах. В-третьих, лезвие должно быть долговечным или иметь возможность быть восстановленным.
Известен способ изготовления режущего инструмента путем воздействия на него токами высокой частоты (т.в.ч.) с последующей закалкой.
Известным способом обычно изготавливают лезвия из специальных высоколегированных сталей. Воздействие т.в.ч. позволяет "прогреть" лезвие строго на заданную глубину, а следовательно, и подвергнуть закалке только наружный слой, сохраняя при этом "мягкую" сердцевину лезвия. Такие лезвия обладают достаточной твердостью и не выкрашиваются при динамических ударах, а также допускают многократную перезаточку лезвия (без изменения его режущего профиля).
Основным недостатком известного способа является невозможность его применения для изготовления дешевого режущего инструмента из-за применения в качестве материала заготовок специальных высоколегированных, а значит и дорогостоящих сталей.
Известен способ получения более дешевого режущего инструмента, заключающийся в том, что на поверхность дешевой инструментальной стали наносится гальваническим способом кластерное покрытие из хрома толщиной около 15 мкм, имеющее высокую твердость и способность к истиранию и обладающее хорошей адгезией к основному материалу. Благодаря этому удается в значительной мере сохранить преимущества лезвий из высоколегированных сталей, но значительно уменьшить их стоимость.
Основным недостатком известного способа является невозможность перезаточки режущего инструмента, так как при этом снимается тонкий слой высокопрочного покрытия.
Известен способ изготовления режущего инструмента из соединенных между собой материалов различной твердости, например сваркой, и позволяющий создавать самозатачивающие лезвия за счет истирания более мягких слоев. При этом за счет выбора толщин и подбора твердости материала отдельных слоев удается создавать оптимальный для каждого конкретного случая профиль лезвия. Способ позволяет достаточно рационально использовать высоколегирование стали наряду с использованием малоценных конструкционных сталей.
Основным недостатком известного способа являются его ограниченные технические возможности. Это связано с тем, что для получения устойчивого самозатачивающего эффекта толщина острия лезвия (самого твердого слоя) материала может составлять около 0,01-0,1 мм. Но чем тоньше слой одного из свариваемых материалов и чем сильнее отличаются эти материалы друг от друга по своим свойствам, тем сложнее получить их качественное соединение. Во многом это связано с необходимостью последующей термообработки инструмента и приводит к различным локальным дефектам: вздутиям, расслаиваниям материалов, выкрашиваниям и т.п.
Целью изобретения является расширение технологических возможностей известного способа.
Указанная цель в способе изготовления режущего инструмента, включающем сварку между собой слоев стали различной твердости, достигается тем, что сварку слоев стали производят через дополнительные пластины из металлов или их сплавов с высокой теплопроводностью, такие как медь, латунь, бронза, никель, серебро и т.п.
Для получения высокого качества сварной поверхности по всей плоскости лезвия инструмента, сварку производят взрывным методом.
Использование материалов с высокой теплопроводностью позволяет эффективно выравнивать температурные градиенты различных слоев металлов при последующей термообработке.
Для получения требуемой толщины острия лезвия инструмента после сварки его подвергают отжигу с последующей раскаткой до заданной толщины острия лезвия. При этом промежуточный слой из материала с высокой теплопроводностью при раскатке позволяет сохранить высокое качество сварного соединения за счет своих достаточно высоких пластических свойств.
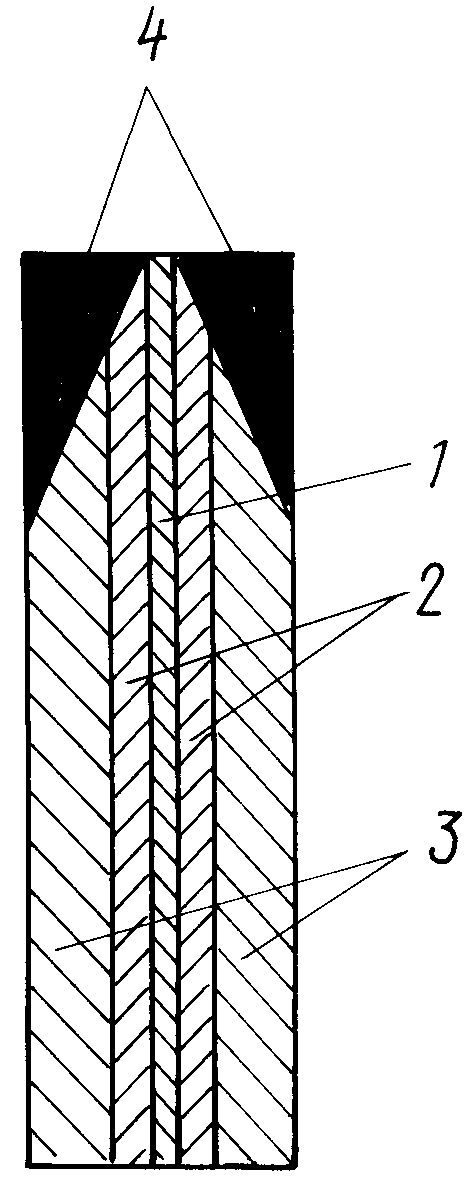
На чертеже представлен поперечный разрез лезвия ножа, изготовленного заявляемым способом, где 1 слой твердой стали, 2 прослойка из высокотеплопроводного материала, 3 слой из мягкой стали, 4 слой материала, убираемый в процессе заточки инструмента.
Заявляемым способом с помощью сварки взрывом были изготовлены партии разделочных и столовых ножей с применением в качестве слоя твердой стали материалы марок У8 и 40Х13 толщиной 0,02 мм и 0,05 мм. В качестве материала прослоек использовалась латунь, медь, бронза и никель различной толщины от 0,01 до 0,1 мм. В качестве мягкой стали использовалась сталь марки 30. Указанные ножи в течение нескольких месяцев использовались на разделке мяса, после чего был проведен анализ их состояния. Проведенные исследования подтвердили их высокую эффективность к сохранению остроты лезвия и эффект его самозаточки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНАЯ МОТЫГА | 1992 |
|
RU2038711C1 |
| РУЧНОЙ ПОЛОЛЬНИК | 2003 |
|
RU2257037C2 |
| УНИВЕРСАЛЬНЫЙ РУЧНОЙ ПОЛОЛЬНИК (ВАРИАНТЫ) | 2003 |
|
RU2263428C2 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| САМОЗАТАЧИВАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ С ТВЕРДЫМ ПОКРЫТИЕМ | 2003 |
|
RU2305623C2 |
| БАЗИСНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛЬНЫХ ПОЛОТЕН ДЛЯ ДИСКОВЫХ ПИЛ, ОТРЕЗНЫХ ДИСКОВ, ЛЕСОПИЛЬНОГО ИНСТРУМЕНТА, А ТАКЖЕ РЕЖУЩИХ И ШАБРОВОЧНЫХ УСТРОЙСТВ | 1996 |
|
RU2127174C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ | 1997 |
|
RU2131468C1 |
| Способ восстановления плиты кристаллизатора машины непрерывного литья заготовок | 2023 |
|
RU2826836C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2094484C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2333971C2 |
Использование: область инструментального производства. Производство самозатачивающегося инструмента. Сущность изобретения: способ включает сварку между собой слоев стали различной твердости, причем слои стали свариваются через дополнительные пластины из металла или сплава с высокой теплопроводностью. 8 з.п.ф-лы, 1 ил.
| СПОСОБ ПРИГОТОВЛЕНИЯ РЕЖУЩИХ И КОЛЮЩИХ ИНСТРУМЕНТОВ ИЗ СЛОЕВ МЕТАЛЛОВ И СПЛАВОВ РАЗНОЙ ТВЕРДОСТИ | 1926 |
|
SU14451A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
