Изобретение относится к электромашиностроению, в частности к производству деталей обмотки статора асинхронного электродвигателя.
Для привода активатора стиральных машин типа СМ-1,5 разработан и применяется торцевой асинхронный двигатель с активным распределенным слоем статора типа ДАК 152-120-1,5. (В. М. Казанский, Н. И. Пашков. Особенности конструкции асинхронных двигателей для бытовых приборов. В сб. Электротехническое производство. Передовой опыт и научно-технические достижения для внедрения. М. Информэлектро, 1990 вып. 11(35).
Торцевой электродвигатель имеет в каждой из двух фаз по два обмоточных модуля, оси симметрии которых лежат на среднем диаметре активной окружности двигателя. Оси обмоточных модулей двух разных фаз сдвинуты в пространстве на 90о эл. катушечная группа (обмоточный модуль) имеет два активных пакета, соединенных лобовыми частями, размещенными в двух уровнях. Одним из основных элементов обмоточного модуля является изолированная пластина, выполненная из ленты заданного сечения из стали 10 ГОСТ 503-81, на которую нанесен изолирующий слой и намотан проводник диаметром 0,25.0,5 мм.
Обычно пластины обмотки статора изготавливают путем рубки ленты на пластины в размер с последующим нанесением изолирующего слоя, потому что рубка ленты с нанесенным изолирующим слоем может привести к растрескиванию данного слоя на боковых кромках ленты и последующему пробою изолирующего слоя высоким напряжением.
Известно нанесение на детали и проводники изолирующего слоя в электромашиностроении методом распыления эмальлаков.
Недостатками известного способа являются:
низкая производительность, вызванная необходимостью нанесения 6-8 слоев эмальлаков;
тяжелые условия труда, связанные с применением дорогих и токсичных растворителей (эмальлаки содержат только 15-25% пленкообразователя);
невозможность рубки ленты с изолирующим слоем на пластины, так как происходит растрескивание покрытия на боковых кромках;
значительные затраты электроэнергии, расходуемой на вентиляцию помещений.
Известно нанесение на проволоку диаметром 0,38 и 1,0 мм пентапластового покрытия толщиной 30 и 60 мкм методом электростатического напыления (А. А. Капанадзе. Применение порошкового пентапласта для покрытия изделий электротехнической промышленности. В сб. Свойства, переработка и применение пентапласта. Л. 1975, с. 36-41). Недостатком известного способа является сравнительно невысокая стойкость изолирующего слоя к высокому пробивному напряжению.
Известен способ изготовления изолированной пластины обмотки статора асинхронного электродвигателя, выбранный авторами за прототип, включающий изготовление ленты заданного сечения, рубку ленты на пластины в размер, нанесение двух слоев изолирующей ленты марки ЛТ-19(ТУ6-17-626-74) и намотку проводника на пластину (I. Л. С. Агаханов, А. Л. Вставский, В. С. Малышев, Н. Ф. Титюхин. Торцевой асинхронный двигатель. В сб. Электротехническое производство. Передовой опыт и научно-технические достижения для внедрения. М. Информэлектро, 1990, Вып. 12(36).
Пластина изолированная. Черт. ЖДКИ74.6441.004сБ, ДФ ВНИИЭП, 1990.
Обмотка статора. Черт. ЖДКИ68.5453. 001сБ, ДФ ВНИИЭП, 1990).
Недостатками данного способа являются: низкая производительность изготовления пластин, вызванная нанесением изолирующего слоя на отдельные пластины; невысокая стойкость изоляции к высокому пробивному напряжению.
Цель изобретения повышение производительности и стойкости изолирующего слоя к пробивному напряжению.
Поставленная цель достигается тем, что в отличие от известного способа, включающего изготовление ленты заданного сечения, рубку ленты на пластины и размер, нанесение изолирующего слоя и намотку проводника на пластину, по предлагаемому способу, методом электростатического напыления на ленту равномерно по всей длине наносят пентапластовое покрытие, располагая при этом факолы напыления со стороны ее боковых кромок, а после достижения толщины покрытия на кромках в пределах 80-250 мкм ленту рубят на пластины заданного размера.
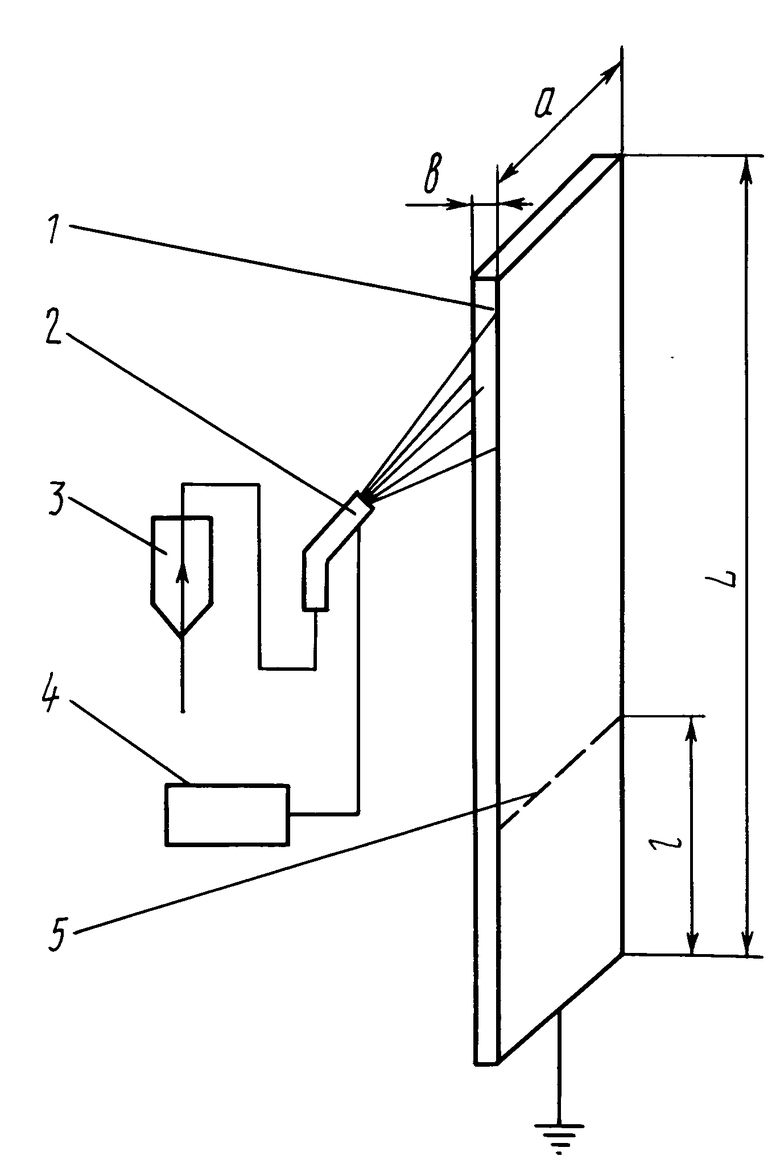
Способ изготовления изолированной пластины иллюстрируется схемой нанесения покрытия.
На ленту 1 заданных размеров с помощью пистолета 2, оснащенного дозатором 3 порошка пентапласта и генератором 4 высокого напряжения, со стороны боковой кромки ленты методом электростатического напыления наносят изолирующее покрытие. После этого ленту 1 с покрытием рубят на пластины заданных размеров. На фиг. 1 поз. 5 показана линия рубки ленты на пластины.
Заявляемое техническое решение имеет следующие общие с прототипом существенные признаки:
изготовление ленты заданного сечения;
рубка ленты на пластины в размер;
нанесение изолирующего слоя;
намотка проводника на пластину.
Отличительными признаками заявляемого способа от прототипа являются:
методом электростатического напыления на ленту равномерно по всей длине наносят пентапластовое покрытие, располагая при этом факелы напыления со стороны ее боковых кромок, а после достижения толщины покрытия на кромках в пределах 80-250 мкм на ленту рубят на пластины заданного размера.
Наличие у заявляемого технического решения существенных признаков, отличных от прототипа, обуславливает соответствие этого решения критерию "новизна".
Анализ известных технических решений показал, что нанесение пентапластового покрытия методом электростатического напыления известно. Однако способ напыления при котором факелы напыления располагают со стороны боковых кромок ленты, и то, что только после достижения толщины покрытия на кромках 80-250 мкм возможна рубка ленты на пластины заданных размеров без нарушения изоляции до настоящего времени известно не было. Сочетание известных и неизвестных существенных признаков в заявляемой последовательности позволяет получить новый неожиданный эффект, заключающийся в повышении стойкости изолирующего слоя к высокому пробивному напряжению в несколько раз, результатом чего явилось повышение производительности процесса изготовления изолированных пластин.
На основании этого был сделан вывод о том, что заявляемое решение обладает существенными отличиями.
Нанесение на ленту пентапластового пластичного покрытия методом электростатического напыления с заданной толщиной позволяет осуществлять рубку ленты с покрытием на пластины в размер. При этом не происходит растрескивания покрытия по боковым кромкам и не снижаются изолирующие свойства покрытия.
Осуществление процесса нанесения покрытия со стороны боковых кромок ленты позволяет значительно повысить стойкость покрытия к высокому пробивному напряжению за счет формирования более качественного покрытия на самом слабом месте пластины ее боковых кромках. Выполнение пентапластового покрытия толщиной 80-250 мкм обеспечивает значительное повышение стойкости изолирующего слоя пластины к высокому пробивному напряжению.
П р и м е р. Для подтверждения преимуществ заявляемого способа изготовления изолирующей пластины обмотки статора была проведена следующая работа.
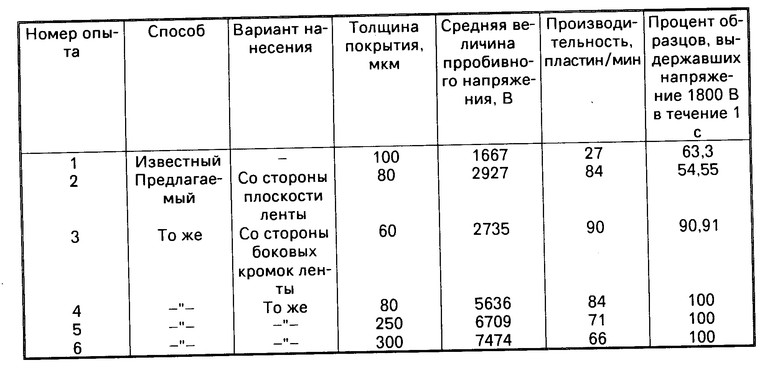
По штатной технологии (прототип) ленту из ст. 10 ГОСТ 503-81 шириной 20,5 мм и толщиной 1 мм (кратную 10 пластинам) рубили на пластины длиной 29 мм. Кромки пластины защищали от заусенцев и наносили на нее два изолирующих слоя шириной 19 мм путем намотки изоленты марки ЛТ-19(ТУ6-17-626-74). Затем на изолирующий слой пластины осуществляли намотку проводника.
По предлагаемому способу на вышеуказанную ленту методом электростатического напыления равномерно по всей длине наносили пентапластовое покрытие, располагая при этом факелы напыления со стороны боковых кромок. Пентапластовое покрытие наносили на установке марки УЭНП-1. Расстояние от пистолета до боковой кромки ленты составляло не менее 200 мм. Толщину покрытия на ленту напыляли равной 60, 80, 250, 300 мкм. Затем ленту с покрытием рубили на пластины длиной 29 мм. Торцовые кромки пластины после рубки зачищали от заусенцев.
После этого на изолирующий слой пластины осуществляли намотку проводника по штатной технологии. По каждому варианту изготавливали по 10-ть пластин. Пластины с обмоткой, изолированные по прототипу и заявляемому способу подвергали испытанию на пробивное напряжение и стойкость при напряжении 1800 В в течение 1 с. В процессе выполнения данной работы фиксировали производительность по каждому варианту.
Результаты исследований приведены в таблице.
Анализ данных, приведенных в таблице, показывает, что наилучшие результаты получены при нанесении пентапластового покрытия со стороны боковых кромок ленты (опыт 4) по сравнению с нанесением покрытия со стороны плоскости ленты (опыт 2) при равной толщине покрытия. В этом случае средняя величина пробивного напряжения (опыт 4) составляет 5636 и при 100% образцов, выдержавших напряжение 1800В в течение 1 с.
Оптимальная толщина пентапластового покрытия на пластине составляет 80-250 мкм (опыт 4, 5).
Уменьшение толщины пентапластового покрытия менее 80 мкм (опыт 3) приводит к резкому снижению величины пробивного напряжения и снижению процента образцов выдержавших напряжение 1800В в течение 1 секунды.
Увеличение толщины пентапластового покрытия более 250 мкм (опыт 6) приводит к снижению производительности и повышению расхода пентапласта.
Предлагаемый способ изготовления изолированной пластины отличается от прототипа более высокой производительностью (71-84 пластин в 1 мин вместо 27 пластин в 1 мин).
Предлагаемый способ прошел опробование при выпуске опытной партии изолированных пластин с положительным результатом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЕ КУЛЬТУРНО-БЫТОВОГО НАЗНАЧЕНИЯ | 1993 |
|
RU2077858C1 |
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНЫХ p-n-ПЕРЕХОДОВ НА АНТИМОНИДЕ ИНДИЯ | 1991 |
|
RU2026589C1 |
| Полимерная композиция для защитных покрытий | 1975 |
|
SU537098A1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| Композиционное покрытие | 1987 |
|
SU1528619A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДЕНСАТОРА ИНТЕГРАЛЬНОЙ СХЕМЫ | 1990 |
|
SU1817606A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1989 |
|
SU1702825A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕЙ | 1997 |
|
RU2133663C1 |
| Герметизирующее покрытие | 1979 |
|
SU872874A1 |
Использование: электромашиностроение, изготовление изолированных пластин обмоток статора асинхронных электродвигателей. Сущность изобретения: на металлическую ленту наносят по всей ее длине методом электростатического напыления пентопластовое покрытие. Напыление осуществляют со стороны боковых кромок ленты и ведут его до достижения толщины покрытия на кромках 80-250 мкм. После этого разрезают ленту на пластины заданного размера. 1 ил. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛИРОВАННОЙ ПЛАСТИНЫ ОБМОТКИ СТАТОРА АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ, при котором на металлическую ленту заданного сечения наносят по всей ее длине покрытие из изоляционного материала и разрезают ленту на пластины заданного размера, отличающийся тем, что в качестве указанного покрытия используют пентопластовое покрытие, покрытие наносят методом электростатического напыления, причем указанное напыление осуществляют со стороны боковых кромок ленты и ведут его до достижения толщины покрытия на кромках 80 250 мкм.
| Пластина изолированная | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
