Изобретение относится к электросварке, в частности к конструкции горелок для аргонно-дуговой сварки, и может быть использовано в отраслях промышленности, изготавливающих продукцию из черных и цветных металлов и их сплавов.
Известна горелка для дуговой сварки неплавящимся электродом в защитных газах, которая содержит поворотную головку с газоподводящей системой, две параллельные полые штанги, расположенные по обе стороны от головки, одни концы которых закреплены в головке, полости которых соединены с газопроводом через газоподводящий штуцер, а также рукоятку и узел фиксации поворотной головки.
Целью изобретения является повышение качества сварного шва, расширение функциональных возможностей, повышение производительности труда.
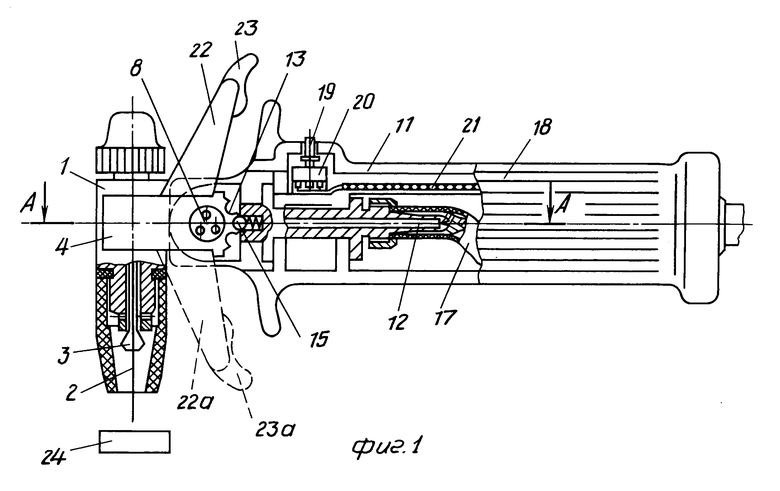
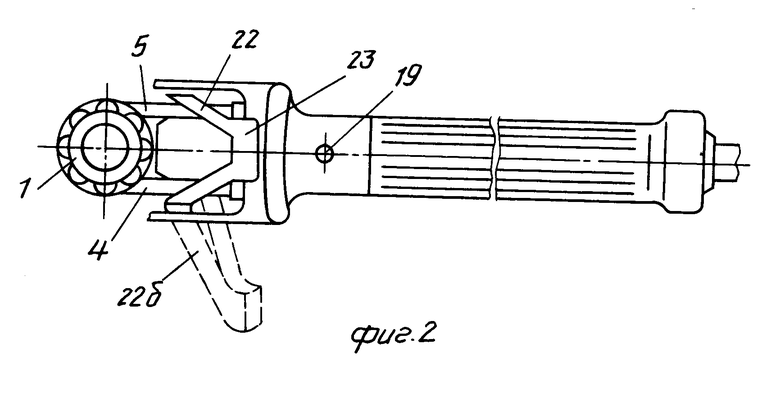
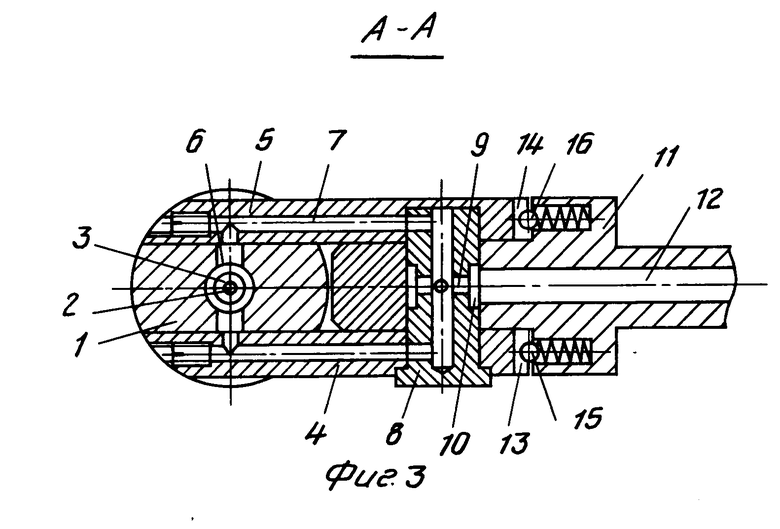
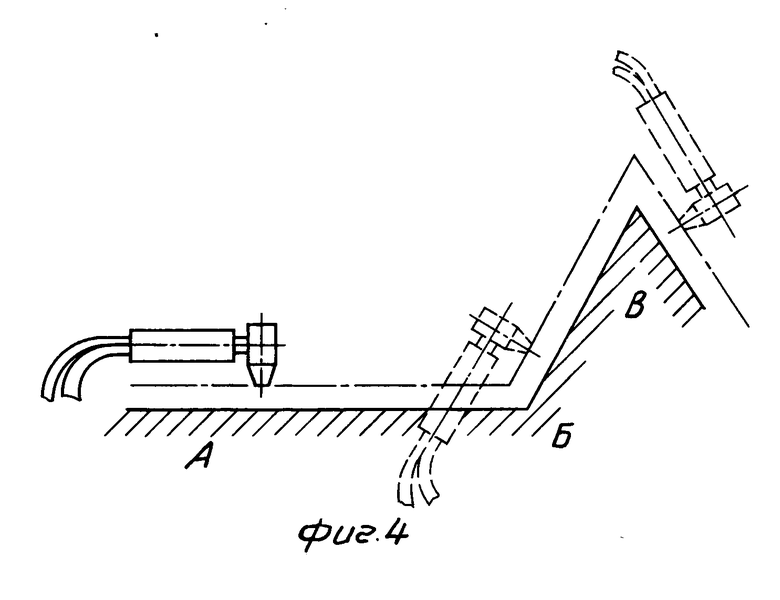
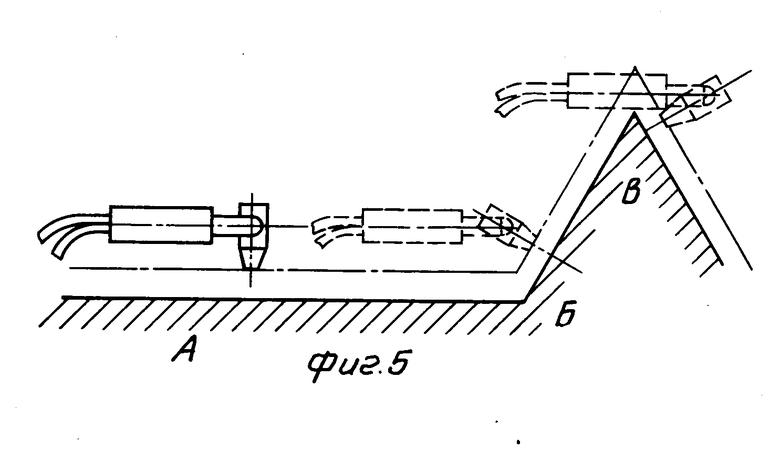
На фиг. 1 приведена горелка, общий вид; на фиг. 2 то же, план; на фиг. 3 сечение А-А на фиг. 1; на фиг.4 и 5 траектория движения сопла горелки при изменении профиля обрабатываемого изделия.
Горелка содержит корпус 1 головки с неплавящимся электродом 2, закрепленным в цанге 3. На корпусе закреплены две параллельные полые штанги 4 и 5, имеющие с корпусом общую газоподводящую систему 6 и 7. Обе штанги на свободных концах имеют отверстия для полой оси 8, имеющей поперечное отвеpстие 9 с проточкой 10. Ось 8 соединяет штанги со штуцером 11 по скользящей посадке. Канал 12 штуцера совпадает с проточкой 10 оси 8. При этом поперечные сечения полостей штанг, проточки оси и полости штуцера равны. (Под поперечным сечением понимается изображение фигуры, полученной при мысленном рассечении предмета плоскостью, перпендикулярной ее оси).
Кроме того, концы обеих штанг выполнены по дуге с радиусом от центра оси 8. По этой дуге выполнены углубления 13 и 14, являющиеся элементами фиксации стопоров 15 и 16, выполненных в виде подпружиненных шариков, установленных на штуцере. Штуцер соединен с газоподводящим шлангом 17.
Штуцер является несущей конструкцией всех элементов горелки, на нем закреплен держатель 18 в форме, удобной для руки сварщика. В отформованные углубления держателя вложены кнопка 19 и микровыключатель 20, к которому подсоединен провод 21. К штангам над осью 8 прикреплены рычаги поворота 22 с перемычкой 23. Под электродом 2 показана условная деталь 24 для обработки.
При необходимости встраивания горелки в робототехническую систему на держатель 18 крепятся элементы управления рычагами 22 и кнопкой 19 включения дуги.
Горелка работает следующим образом. После включения подачи газа и напряжений вспомогательной и основной дуг устанавливают такое расстояние между неплавящимся электродом 2 и изделием 24, которое удовлетворяет требованиям режима сварки. По мере провара шва горелку ведут по заданной траектории. При этом обеспечивают параллельность плоскостей торца сопла керамического наконечника головки (перпендикулярность неплавящегося электрода к поверхности изделия) и неизменность расстояния электрода до изделия. Именно это обеспечивает качество шва, поэтому, когда профиль поверхности изделия 24 меняется (фиг. 4), необходимо менять и пространственное расположение горелки. Для этого сварщик, не прерывая процесса сварки, большим пальцем руки нажимает на перемычку-рукоятку 23, расположенную над осью 8 и поворачивает головку горелки в ту или иную сторону на заданное число зубьев фиксатора, обеспечивая заданное расположение плоскости сопла горелки. При расположении рычагов ниже оси (поз. 22а, фиг. 1) управление осуществляется указательным пальцем.
Таким образом, возможность поворота горелки, не прерывая процесса сварки, расширяет ее функциональные возможности и повышает производительность труда, причем качество сварного шва при переходе с одного на другой профиль изделия остается неизменным, так как режим дуги постоянен. Кроме того, выполнение узла фиксации в виде сочетания шариков и впадин создает более надежное сохранение установленного угла поворота горелки. При этом движение держателя происходит по принципу параллельного переноса. Времени на осуществление поворота корпуса головки требуется на 40-70% меньше, чем это требуется для поворота всей горелки со шлангами.
Скрытое расположение газоэлектрошлангов в держателе и расположение кнопки под большим пальцем руки оптимизирует условия труда сварщика и также повышает производительность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU574289A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 1993 |
|
RU2069612C1 |
| МАНИПУЛЯТОР ТРЕНАЖЕРА СВАРЩИКА РУЧНОЙ ДУГОВОЙ СВАРКИ | 2018 |
|
RU2705476C1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Горелка для сварки неплавящимся электродом в защитных газах | 1985 |
|
SU1565622A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
Использование: сварка неплавящимся электродом в защитных газах. Сущность изобретения: горелка для дуговой сварки неплавящимся электродом в защитных газах поворотной головкой с газоподводящей системой, двумя параллельными полыми штангами, расположенными по обе стороны от головки, одни концы которых закреплены в головке, полости которых соединены с газопроводом через газоподводящий штуцер, а также с рукояткой и узлом фиксации поворотной головки. В горелку введена полая ось с проточкой на наружной поверхности, узел фиксации выполнен в виде фиксаторов, расположенных по дуге окружности и закрепленных на штуцере. Газоподводящий штуцер выполнен в виде кольца, установленного на полой оси по скользящей посадке, канал штуцера через кольцевую полость, образованную внутренней поверхностью кольца и проточкой на наружной поверхности полой оси, соединен с полостью самой оси. Геометрическая ось полой оси совмещена с геометрической осью упомянутой дуги окружности, при этом полость полой оси соединена с полостями штанг. Модификации горелки имеют рычаг поворота головки, рукоятка которого может располагаться над осью, под ней или с боковым смещением, а полости штанг, штуцера, оси и проточки на ней выполнены равными по их площадям поперечного сечения. Элементы фиксации узла фиксации могут быть выполнены в виде подпружиненных шариков и ответных углублений. 5 з.п. ф-лы, 5 ил.
| Горелка для сварки неплавящимся электродом в защитных газах | 1985 |
|
SU1565622A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
