Изобретение относится к области машиностроения, в частности к изготовлению резинотехнических изделий путем вулканизации в пресс-форме, и может быть применимо для производства армированных амортизаторов, упругих шарнирных подвесок.
Известна литьевая пресс-форма для вулканизации армированных резинотехнических изделий, содержащая верхнюю и нижнюю полуформы, фиксаторы элементов арматуры (патент США N 4141950, В 29 С 5/00, 1979).
В техническом решении, выбранном за прототип (а.с. N 825332, В 29 С 35/02, 1981), предложена пресс-форма для вулканизации армированных резинотехнических изделий, которая содержит верхнюю и нижнюю полуформы, фиксаторы элементов арматуры. Между элементами арматуры, выполненными в виде пластин с отверстиями, размещают заготовки из сырой резины, устанавливают пластины на заданном расстоянии друг от друга, крепят их в нижней полуформе с помощью фиксаторов, имеющих резьбовую нарезку, закрывают верхней полуформой, в вулканизационной камере проводят формование и вулканизацию изделия.
К недостаткам указанного технического решения относится большая трудоемкость процессов укладки резиновых заготовок между элементами арматуры, установки пластин арматуры на заданное расстояние друг относительно друга, контроля этого расстояния. Кроме того, при укладке заготовок из сырой резины между ними и пластинами элементов арматуры могут образовываться воздушные пузыри, вызывающие неоднородность эластичных слоев изделия, деформацию элементов арматуры и образование разнотолщинности слоев эластомера.
Технической задачей настоящего изобретения является снижение трудоемкости изготовления пресс-формы, повышение качества изготовления изделия.
Технический результат достигается тем, что в пресс-форме для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, которая содержит верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, фиксаторы элементов арматуры, кольцевую загрузочную камеру, литниковые отверстия, кольцевая загрузочная камера расположена в нижней полуформе, а верхняя полуформа выполнена в виде подвижного плунжера, литниковые отверстия выполнены в нижнем формообразующем кольце, между внутренними поверхностями формообразующих колец и торцами элементов арматуры выполнен зазор, создающий сообщающиеся полости между элементами арматуры для заполнения их эластомером.
Снижение трудоемкости изготовления пресс-формы достигается за счет того, что кольцевая загрузочная камера выполнена в нижней полуформе, а верхняя совмещает функции плунжера для создания давления прессования и собственно полуформы. Повышение качества изготовления изделия достигается за счет того, что литниковые отверстия выполнены в нижнем формообразующем кольце, а также за счет образования зазора между внутренними поверхностями формообразующих колец и торцами элементов арматуры, что позволяет создать сообщающиеся полости между элементами арматуры, которые полностью заполняются эластомером, не образуя дефектов слоев эластомера изделия.
На фиг. 1 изображен общий вид пресс-формы.
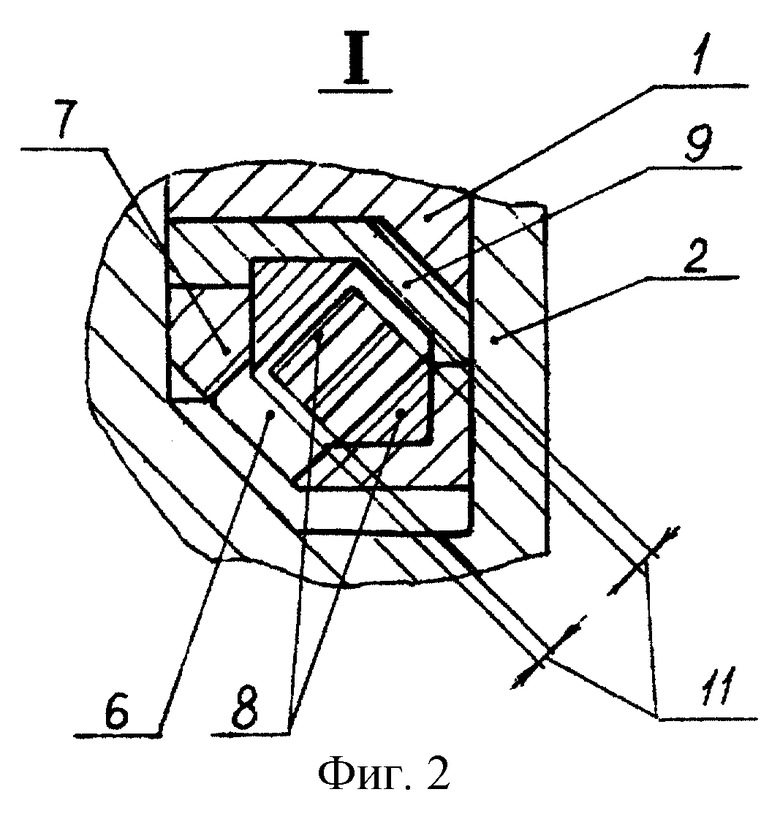
На фиг. 2 - литниковые отверстия и зазор между торцами элементов арматуры и внутренними поверхностями формообразующих колец.
Пресс-форма содержит верхнюю полуформу 1, выполненную в виде подвижного плунжера, нижнюю полуформу 2, в которой выполнена кольцевая загрузочная камера 3, фиксаторы элементов арматуры 4. Подача эластомера 5 осуществляется через литниковые отверстия 6, которые выполнены в нижнем формообразующем кольце 7. Установка элементов арматуры 8 в верхней полуформе 1 осуществляется при помощи верхнего 9 и нижнего 7 формообразующих колец и болтов 10. Перетекание эластомера 5 внутри изделия происходит за счет зазора 11.
Пресс-форма работает следующим образом.
Элементы арматуры 8 и фиксаторы 4 при помощи верхнего 9 и нижнего 7 формообразующих колец и болтов 10 устанавливаются в верхнюю полуформу 1. В загрузочную камеру 3 нижней полуформы 2 помещается эластомер 5. Верхняя полуформа 1 перемещается вдоль стенок загрузочной камеры 3 и через литниковые отверстия 6 эластомер 5 запрессовывается в изделие. Выравнивание давления прессования внутри изделия осуществляется за счет зазора 11.
Предложенная пресс-форма позволяет повысить качество изготовления изделий за счет однородного заполнения эластомером внутреннего объема изделия, исключения возникновения разнотолщинности слоев эластомера, значительно сократить трудоемкость процесса изготовления пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469847C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469846C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457943C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2438869C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2537606C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457942C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2467876C1 |
Изобретение может быть использовано для производства армированных амортизаторов, упругих шарнирных подвесок и других резинотехнических изделий. Пресс-форма для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера содержит верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, фиксаторы элементов арматуры, кольцевую загрузочную камеру, литниковые отверстия. Кольцевая загрузочная камера выполнена в нижней полуформе, верхняя полуформа выполнена в виде подвижного плунжера. Литниковые отверстия выполнены в нижнем формообразующем кольце. Между внутренними поверхностями формообразующих колец и торцами элементов арматуры выполнен зазор, создающий сообщающиеся полости между элементами арматуры для заполнения их эластомером. Пресс-форма позволяет повысить качество изготовления изделий за счет однородного заполнения эластомером внутреннего объема изделия, исключения возникновения разнотолщинности слоев эластомера. 2 ил.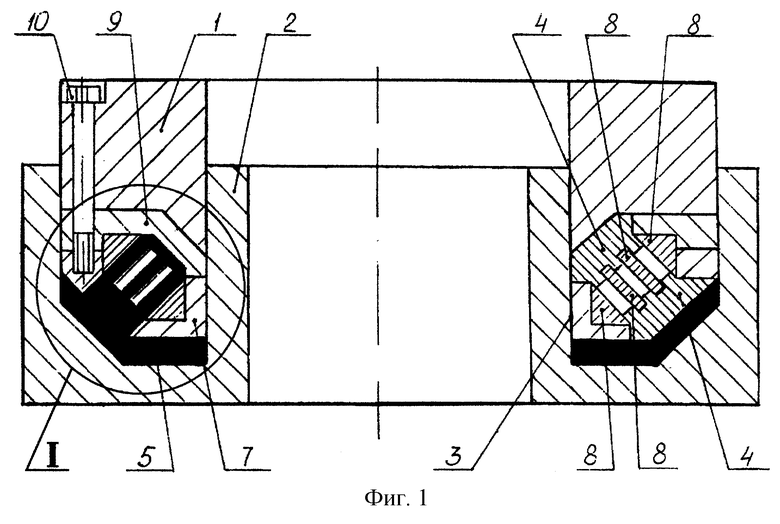
Пресс-форма для изготовления армированных резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, содержащая верхнюю и нижнюю полуформы, верхнее и нижнее формообразующие кольца, фиксаторы элементов арматуры, кольцевую загрузочную камеру, литниковые отверстия, отличающаяся тем, что кольцевая загрузочная камера выполнена в нижней полуформе, верхняя полуформа выполнена в виде подвижного плунжера, литниковые отверстия выполнены в нижнем формообразующем кольце, между внутренними поверхностями формообразующих колец и торцами элементов арматуры выполнен зазор, создающий сообщающиеся полости между элементами арматуры для заполнения их эластомером.
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ АР1ЖРОВАУ1Щ "''-''--•:• РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1978 |
|
SU825332A1 |
| US 4141950 A, 27.02.1979 | |||
| Плунжерно-литьевая пресс-форма для изготовления резинотехнических изделий | 1979 |
|
SU887242A1 |

