Изобретение относится к области формования детали из ПКМ и может быть использовано в авиационной, судостроительной, автомобильной области промышленности.
Известно устройство для формообразования изделий из ПКМ (СССР, а.с. 1494404, МКИ В 29 С 43/12, 1987 г.), содержащее перфорированную оправку, с одного конца соединенную с системой подачи рабочей среды под давлением, охватывающий ее эластичный чехол, ограничительную форму и второй эластичный чехол, установленный соосно первому чехлу и соединенный с системой подачи рабочей среды под давлением. Использование данного устройства при формовании деталей сложной формы, имеющих перегибы, приводит к касательным деформациям слоев детали и остаточным напряжениям в детали.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является устройство для формовки деталей из ПКМ (В. Н. Крысин, М. В. Крысин, "Технологические процессы формования, намотки и склеивания конструкции", М. , Машиностроение, 1989 г., с.50, рис. 1.24, с. 177, рис.3.8), содержащее установленный на плите и насаженный на штуцер жесткий вкладыш; эластичные цулаги, изготовленные с соблюдением эквидистантного контура на толщину формуемых деталей, на угловых переходах которых устанавливается препрег усиливающий, дополнительно усиленный вспенивающейся композицией; подушку воздушную, обеспечивающую давление при формообразовании детали. Это устройство имеет следующие недостатки: устройство невозможно использовать для формования деталей особо сложной формы; при формовании детали происходит частичное движение цулаги по касательной к детали, особенно в местах перегибов, радиусов, искривлений контура детали, что приводит к касательным деформациям слоев детали и, как следствие, к остаточным напряжениям в детали.
Изобретение направлено на повышение качества формуемых деталей.
Сущность изобретения заключается в том, что устройство для формования деталей из ПКМ содержит автоклав для создания формующего давления и выполненный с возможностью размещения в нем пресс-форму, включающую оправку и расположенные на ней цулагу, изготовленную с соблюдением эквидистантного контура на толщину формуемой детали, антиадгезионный и дренажный слои, гибкий чехол со средствами уплотнения и крепления его к оправке по контуру формующей поверхности. Гибкий чехол соединен с системой вакуумирования. В отличие от прототипа цулага выполнена из отдельных жестких формующих элементов плоской или приближенно-плоской формы, которые соединены на стыках эластичным материалом. Каждый жесткий формующий элемент формует соответственно свой участок заготовки и не зависит от перемещения (на величину усадки материала заготовки) соседних формующих жестких элементов в местах их стыковки, что обеспечивается наличием гарантированного зазора между элементами. В местах стыков жестких элементов формование происходит за счет проникновения эластичного материала под действием формующего давления. Качество поверхности детали определяется качеством поверхности составной цулаги. Независимость жестких формующих элементов друг от друга обеспечивает направление формования всех участков деталей строго перпендикулярно к каждой точке поверхности детали, что исключает остаточные деформации и напряжения в детали, улучшается качество материала детали.
Сущность изобретения поясняется графическими материалами. На фиг.1 показан общий вид устройства, на фиг.2 - схема пресс-формы, на фиг.3 - схема составной цулаги.
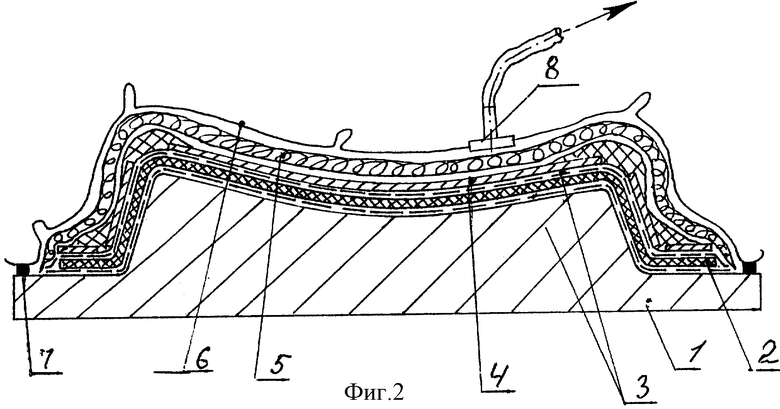
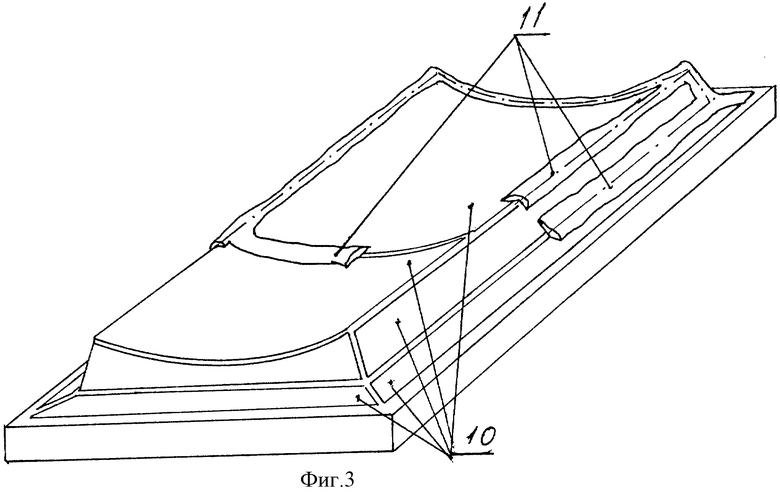
Предлагаемое устройство содержит пресс-форму, включающую оправку 1. На оправке 1 расположена заготовка 2, покрытая антиадгезионным слоем 3. Снаружи заготовки установлена цулага 4, которая покрывается дренажным слоем 5 и чехлом 6, соединенным с помощью герметика 7 с оправкой 1 по контуру формующей поверхности. Чехол 6 через штуцер 8 соединен с вакуум-насосом (не показан). Собранная пресс-форма установлена в автоклаве 9. Возможно применение вместо автоклава термопечи для деталей из ПКМ холодного отвердения. Цулага 4 состоит из жестких элементов 10 и эластичного компенсатора 11.
Устройство для формования деталей из ПКМ работает следующим образом. Сначала осуществляют сборку пресс-формы: устанавливают на формующую поверхность оправки 1 заготовку детали 2, выкладывают антиадгезионный слой 3, устанавливают составную цулагу 4, дренажный слой 5 и упаковывают чехлом 6 с помощью герметика 7. Собранную пресс-форму помещают в автоклав 9 и подключают через штуцер 8 к вакуумной системе. В результате работы вакуум-насоса внутри чехла создается разряжение. Под действием разности между давлением в автоклаве и давлением разряженного воздуха в вакуумной полости чехла на формуемую заготовку действует одинаковое равномерно распределенное давление прессования и происходит формование рисуемой заготовки в соответствии с формой рабочей поверхности оправки с одной стороны и формой цулаги с другой стороны.
Использование изобретения по сравнению с известными техническими решениями позволяет снизить поводку готовых деталей и дает возможность изготовления деталей любой сложности и размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2348526C1 |
| РАБОЧЕЕ ТЕЛО ДЛЯ ПЕРЕДАЧИ УСИЛИЯ ПРИ РАЗДАЧЕ ТРУБЫ | 2000 |
|
RU2205086C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1999 |
|
RU2176169C2 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 1998 |
|
RU2152284C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1996 |
|
RU2094155C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ФЛАНЦЕВ В СТЕНКЕ ТРУБЫ | 1998 |
|
RU2139766C1 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1998 |
|
RU2146981C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2155113C2 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
Устройство относится к области формования деталей из полимерных композиционных материалов и может быть использовано в авиационной, судостроительной, автомобильной промышленности. Устройство для формования деталей из полимерных композиционных материалов содержит автоклав, выполненный с возможностью размещения в автоклаве пресс-формы, включающей оправку, на которой расположены цулага, антиадгезионный слой, гибкий чехол, снабженный средствами уплотнения и крепления его по контуру поверхности оправки и соединенный с системой вакуумирования. При этом цулага выполнена из отдельных жестких формующих элементов плоской или приближенно плоской формы, которые соединены на стыках эластичным материалом, и покрыта дренажным слоем. Использование данной конструкции устройства для формования деталей из полимерных композиционных материалов позволяет достигнуть технический результат, заключающийся в исключении остаточных деформаций и напряжения в детали, улучшении качества формуемых деталей. 3 ил.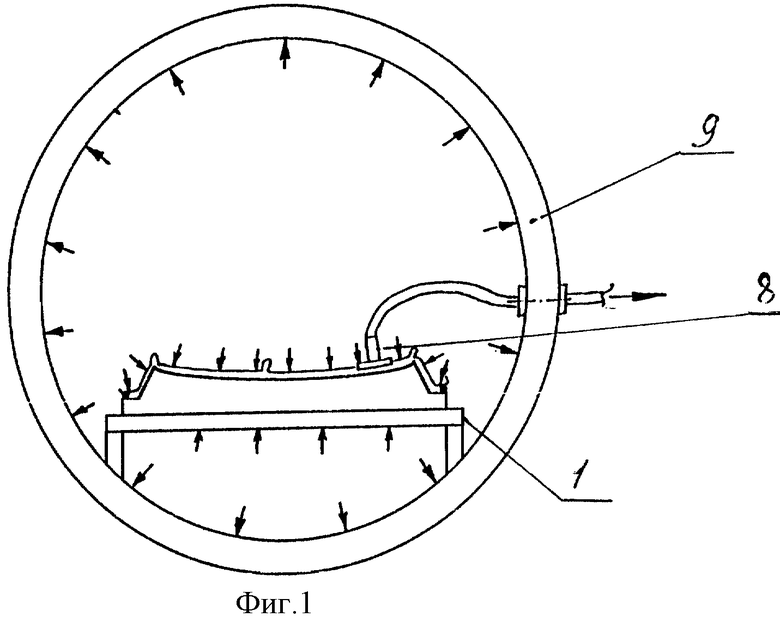
Устройство для формования деталей из полимерных композиционных материалов, содержащее автоклав, выполненную с возможностью размещения в автоклаве пресс-форму, включающую оправку, на которой расположены цулага, антиадгезионный слой, гибкий чехол, снабженный средствами уплотнения и крепления его по контуру поверхности оправки и соединенный с системой вакуумирования, отличающийся тем, что цулага выполнена из отдельных жестких формующих элементов плоской или приближенно плоской формы, которые соединены на стыках эластичным материалом, и покрыта дренажным слоем.
| КРЫСИН В.Н | |||
| и др | |||
| Технологические процессы формования, намотки и склеивания конструкций | |||
| - М.: Машиностроение, 1989, с.50, 177, рис | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ СТЕКЛОПЛАСТИКОВ | 0 |
|
SU244596A1 |
| ДРЕНАЖНОЕ УСТРОЙСТВО ДЛЯ ВАКУУМ-АВТОКЛАВНОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1990 |
|
RU2021130C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИИ, СОДЕРЖАЩЕЙ ГИАЛУРОНОВУЮ КИСЛОТУ | 2014 |
|
RU2685249C2 |
| US 4915896 А, 10.04.1990. | |||

