Изобретение относится к машиностроению, точнее, к прокатному производству и может быть использовано для получения широких лент из различных металлов и сплавов, как легкоплавких, так и тугоплавких.
Широко известны способы изготовления металлической ленты путем прокатки. Например, известен способ изготовления металлической ленты путем прокатки с пропусканием электрического тока через валки поперек прокатываемой заготовки (см.авт.св. СССР N 547274, кл. В 21 Н 7/00, 30.09.75).
Известен стенд для изготовления плющенной ленты, включающий в себя клеть для окончательной калибровки, имеющую рабочие валки, соединенные с генератором тока через токоподводящие шины, при этом токоподводящие шины связаны с торцами рабочих валков (см.авт.св. СССР N 651879, кл. В 21 Н 7/00, B 21 B 1/26, 30.09.77 г.).
К причинам, препятствующим достижению требуемого технического результата при использовании известных способов и устройства является то, что они предназначены для получения узкой, шириной не более 5 мм, ленты, в основном, при плющении проволоки.
Наиболее близким способом того же назначения к заявленному объекту по совокупности признаков является способ изготовления металлической ленты на стане путем прокатки с пропусканием электрического тока через валки поперек прокатываемой заготовки с предварительным перед прокаткой нагревом заготовки при прямом ее движении продольным электрическим током (см. патент США N 3988914, кл. В 21 В 27/10; В 21 Н 1/06, опубл. 2.11.76 г.).
Наиболее близким устройством того же назначения к заявленному объекту по совокупности признаков является стан для изготовления металлической ленты, содержащий переднюю и заднюю моталки, устройство предварительного нагрева, трансформатор, соединенный с токопроводящими шинами и клеть для проката с рабочими валками (см. патент США N 3988914, кл. В 21 В 27/10, В 21 Н 1/06, опубл. 2.11.76 г.).
Вышеизложенные способ и устройство для изготовления металлической ленты приняты за прототипы предлагаемых способа и устройства.
К причинам, препятствующим достижению требуемого технического результата при использовании известных способа и устройства, принятых за прототипы, является то, что в известном способе, осуществляемом на известном устройстве, получают ленту ограниченной ширины, не более 30 мм, кроме того, производительность указанных способа и устройства не высокая за счет низких 2-5 м/мин скоростей прокатки. Недостатком вышеупомянутых способа и устройства являются также большие потери электроэнергии.
Технической задачей предлагаемого изобретения является экономия электроэнергии, расширение технологических возможностей и увеличение производительности способа и устройства, повышение качества ленты.
Техническим результатом, полученным при осуществлении изобретения, является уменьшение электропотерь при подаче тока, расширение диапазона выбора ширины ленты (от 100 мм и более) и выбора материала заготовки (от легкоплавких до тугоплавких). Кроме того, увеличивается способность материала к пластической деформации без разрушения его и повышается степень обжатия ленты.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления металлической ленты на стане путем прокатки с пропусканием электрического тока через валки поперек прокатываемой заготовки с предварительным перед нагревом заготовки при прямом ее движении продольным электрическим током, предварительный перед прокаткой нагрев заготовки при прямом ее движении продольным электрическим током осуществляют до температуры 200-500оС, а нагрев заготовки пропусканием электрического тока через валки поперек заготовки осуществляют на 200- 400оС выше температуры предварительного нагрева, при этом заготовку подвергают разнонаправленному вибрационному воздействию по всей длине заготовки, состоящему из вибрационного воздействия с частотой вибрации 200-1000 Гц и перпендикулярного к плоскости заготовки при поступлении ее к рабочим валкам, вибрационного воздействия с частотой вибрации 50-200 Гц в плоскости заготовки перпендикулярно ее движению при взаимодействии с рабочими валками и вибрационного воздействия с частотой вибрации 10-50 Гц, перпендикулярного плоскости заготовки на выходе ее из рабочих валков, причем прокатку осуществляют со скоростью 20-200 м/мин, удельном давлении на рабочие валки р 20-150 кг/мм2, степени обжатия η за 1 проход 0,3-0,8 величине поперечного тока I 100-250 кА, плотности поперечного тока γ 50-2000 А/мм2.
Указанный технический результат достигается также тем, что в стане для изготовления металлической ленты, содержащей переднюю и заднюю моталки, устройство предварительного нагрева, трансформатор, соединенный с токопроводящими шинами и клеть для проката с рабочими валками, трансформатор, выполненный в виде замкнутого магнитопровода установлен между устройством предварительного нагрева и клетью для проката, а клеть для проката имеет попарно расположенные верхние и нижние приводные опорные ролики, контактирующие с рабочими валками, а также верхний и нижний ряды внешних опорных роликов, число которых не менее трех в ряду, контактирующих с опорными приводными роликами, причем, каждый из внешних опорных роликов соединен посредством подвижных контактов скольжения или качения с одной из токоподводящих шин, при этом стан снабжен электромагнитными вибрационными устройствами, расположенными между устройством предварительного нагрева и клетью для прокатки и в клети, а также электромагнитным механическим вибрационным устройством, расположенным между клетью для прокатки и задней моталкой.
Указанный технический результат достигается также частными существенными признаками, изложенными в 3-ем и 4-ом пунктах формулы изобретения.
Именно заявленная конструкция стана с размещением в нем трансформатора, выполнением токоподающих элементов к рабочим валкам определенным образом, а также снабжение стана вибрационными устройствами и теплорассеивающими элементами позволяет осуществить заявленный способ с указанными технологическими параметрами, осуществляя вибрационное воздействие на заготовку.
Это позволяет сделать вывод о том, что заявляемые способ и устройство связаны между собой единым изобретательским замыслом.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенным в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "Новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата, в частности, в заявленном изобретении не предусматриваются следующие преобразования:
дополнение известного средства какой-либо известной частью, присоединяемой к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно таких дополнений;
замена какой-либо части известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
исключение какой-либо части известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
увеличение количества однотипных элементов для усиления технического результата, обусловленного наличием в средстве именно таких элементов;
выполнение известного средства или его части из известного материала для достижения технического результата, обусловленного известными свойствами материала;
создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого объекта и связей между ними.
Следовательно, заявленное изобретение соответствует требованию "Изобретательский уровень" по действующему законодательству.
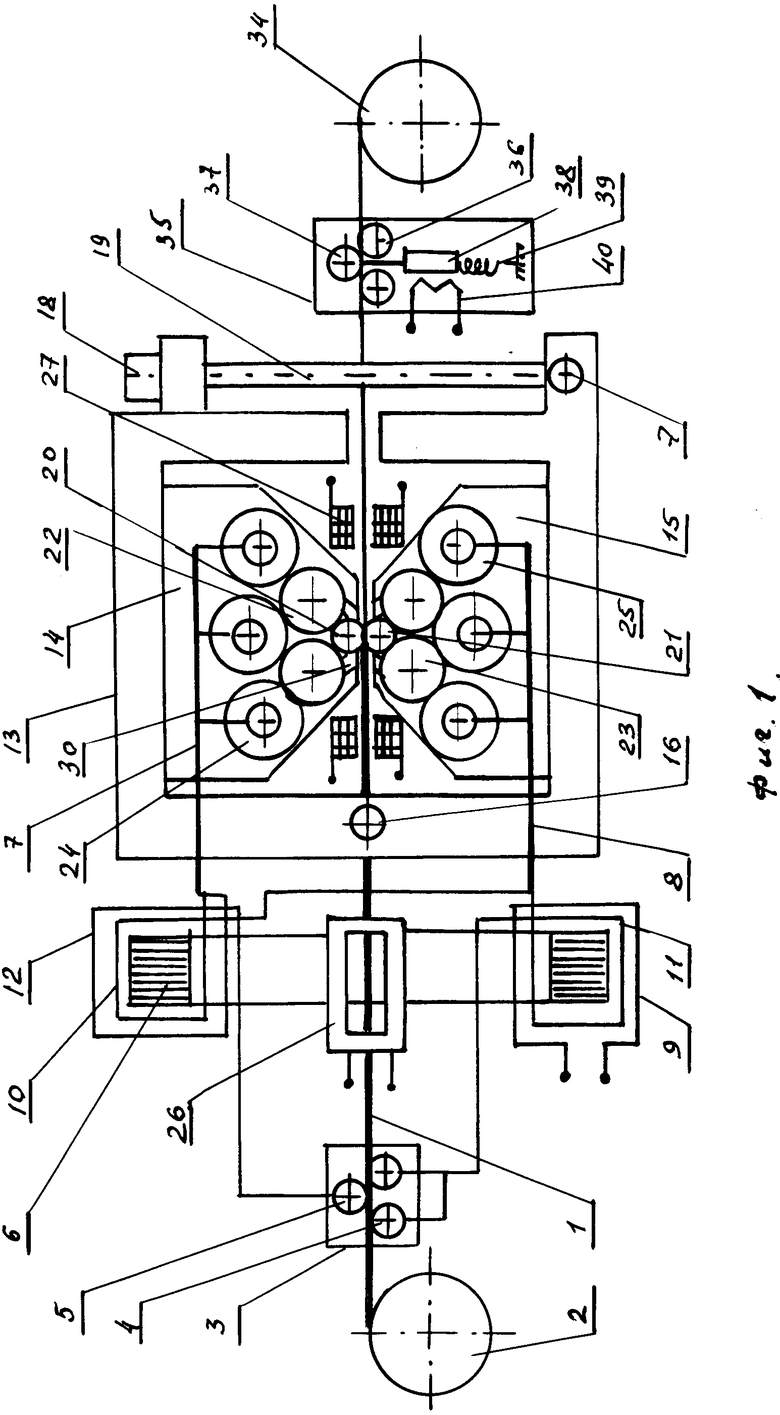
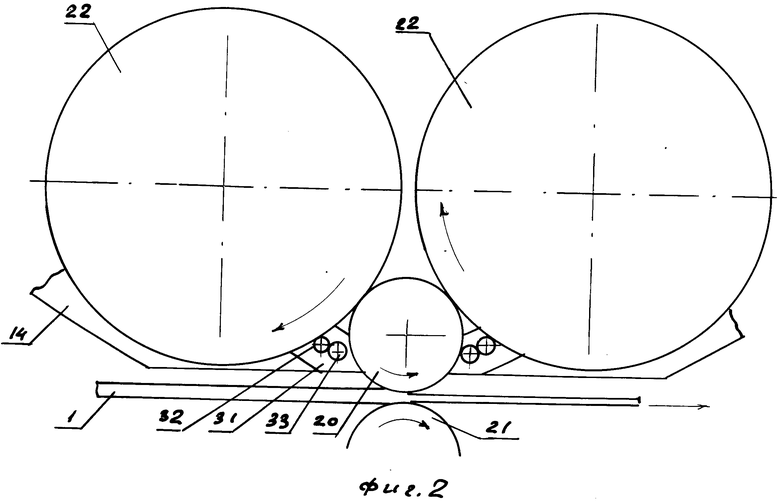
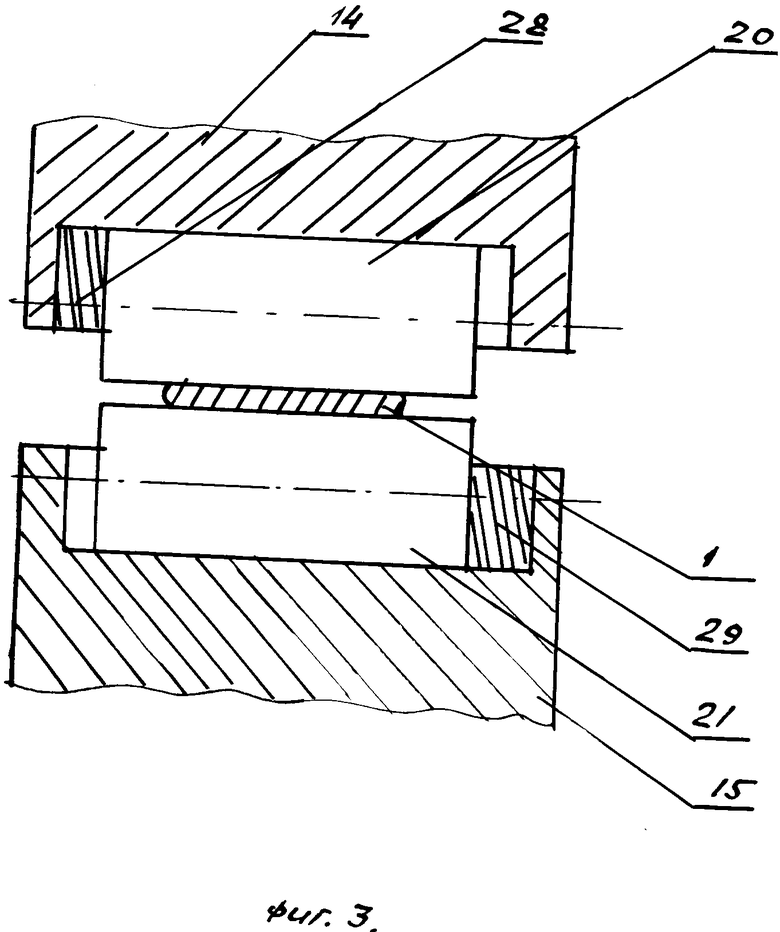
На фиг.1 изображен стан, вид сбоку; на фиг.2 теплорассеивающие элементы; на фиг.3 рабочие валки, поперечный разрез.
Способ осуществляют следующим образом:
заготовку, находящуюся в натянутом состоянии между передней и задней моталками, сматывают с передней моталки и подают в клеть для проката к рабочим валкам, на которых устанавливают давление 20 150 кг/мм2. Включают трансформатор, обеспечивающий подачу продольного и поперечного относительно заготовки тока. Перед поступлением в клеть для проката заготовку предварительно нагревают в устройстве предварительного нагрева продольным током величиной 7-10 кА и плотностью 35-100 А/мм2 до температуры 200-500оС. При этом заготовку подвергают вибрационному воздействию с частотой вибрации 200-1000 Гц при помощи электромагнитного вибрационного устройства, с направлением вибрации перпендикулярным плоскости заготовки. Далее при поступлении заготовки в клеть для проката и при взаимодействии ее с рабочими валками осуществляют нагрев заготовки пропусканием электрического тока поперек заготовки величиной 100-200 кА и плотностью 50-2000 А/мм2. Нагрев заготовки переменным током осуществляют на 200-400оС выше температуры нагрева продольным током. Прокатку осуществляют со скоростью 20-200 м/мин и со степенью обжатия за 1 проход 0,3-0,8.
При взаимодействии с рабочими валками заготовку также подвергают вибрационному воздействию при помощи электромагнитного вибрационного устройства, вызывающего вибрацию рабочих валков за счет установки их определенным образом и передающих эту вибрацию заготовке. При этом, величина вибрации 50-200 Гц и осуществляется она в плоскости заготовки перпендикулярно ее движению.
Таким образом, при взаимодействии с рабочими валками заготовку подвергают пластической деформации без разрушения ее.
На выходе заготовки из клети для проката перед намоткой за заднюю моталку осуществляют вибрационное воздействие на заготовку с частотой 10-50 Гц при помощи электромагнитного механического вибрационные устройства, при этом направление вибрации перпендикулярно плоскости заготовки.
Таким образом, заготовку подвергают комплексному разнонаправленному вибрационному воздействию по всей ее длине, что способствует уменьшению трения при прокатке, повышению чистоты поверхности заготовки и повышению степени обжатия, т.е. обеспечивается высокое качество получаемой ленты. За один проход при указанных режимах толщина заготовки уменьшается до 1 мм. При необходимости реверсивного движения заготовки, т.е. от задней моталки к передней, в случае числа проходов больше одного, осуществляют нагрев заготовки только поперечным током при взаимодействии с рабочими валками.
П р и м е р. Заготовку из нержавеющей стали толщиной 2 мм и шириной 100 мм, намотанную на переднюю моталку прокатного стана, подают в клеть к рабочим валкам, на которые устанавливают давление 100 кг/мм2. Включают трансформатор, обеспечивающий подачу к заготовке электрического продольного и поперечного тока.
Перед поступлением в клеть для проката заготовку предварительно нагревают до температуры 370оС продольным током величиной 7 кА при плотности тока 35 А/мм2 и подвергают вибрационному воздействию с частотой вибрации 300 Гц, при этом направление вибрации перпендикулярно плоскости заготовки. Далее заготовку подают в клеть в зону рабочих валков. При взаимодействии с рабочими валками заготовку нагревают поперечным током величиной 200 кА и плотностью 650 А/мм2 до температуры 670оС. Прокатку осуществляют со скоростью 100 м/мин и степенью обжатия 0,5 за один проход. В зоне рабочих валков заготовку подвергают вибрационному воздействию с частотой вибрации 80 Гц, причем, вибрацию осуществляют в плоскости заготовки перпендикулярно ее движению. На выходе заготовки из клети перед намоткой на заднюю моталку осуществляют вибрационное воздействие на заготовку с частотой вибрации 40 Гц перпендикулярно плоскости заготовки.
За один проход толщина заготовки уменьшается до 1 мм.
При заданной конечной толщине ленты 0,1 мм необходимо осуществить несколько проходов, каждый из которых осуществляется в заданном технологическом режиме.
Способ осуществляется на стане (фиг.1) для изготовления металлической ленты 1, который содержит переднюю моталку 2, устройство предварительного нагрева 3, состоящее из двух нижних валиков 4 и одного верхнего валика 5, трансформатора 6, соединенного с верхней токоподводящей шиной 7 и нижней токоподводящей шиной 8. Трансформатор 6 имеет передвижную обмотку 9, получающую питание от внешней сети с напряжением 220-380 В, а также вторичные обмотки 10 и 11 для подачи пpодольного тока на заготовку, при этом обмотка 10 соединена с верхним валиком 5, а обмотка 11 с нижними валиками 4. Обмотка 10 соединена также с верхней токоподводящей шиной 7, а обмотка 11 с нижней токоподводящей шиной 8. Трансформатор 6 имеет также обмотку 12, которая служит для подачи поперечного тока к рабочим валкам и связана с верхней токоподводящей шиной 8. Трансформатор 6 выполнен в виде замкнутого магнитопровода прямоугольной формы и расположен между устройством предварительного нагрева 3 и клетью для прокатки 13. Клеть для прокатки 13 состоит из двух частей: верхней, откидывающейся 14 и нижней 15. Верхнюю часть 14 электрически изолируют от нижней части 15 в осях вращения 16 и 17, на фиксаторе 18 и тяге 19.
В прокатной клети 13 установлены рабочие валки: верхний 20 и нижний 21, при этом, верхний валок 20 контактирует с парой верхних приводных опорных роликов 22, а нижний валок 21 контактирует с парой нижних приводных опорных роликов 23. Верхние приводные опорные ролики 22 находятся в упруго-силовом контакте с тремя опорными роликами 24 верхнего внешнего ряда, а нижние приводные ролики 23 находятся в упруго-силовом контакте с тремя опорными роликами 25 нижнего внешнего ряда. Каждый из роликов 24 верхнего внешнего ряда соединен при помощи контактов скольжения или качения с верхней токоподводящей шиной 7, а каждый из роликов 25 нижнего внешнего ряда соединен при помощи контактов качения или скольжения с нижней токоподводящей шиной 8.
Между устройством предварительного нагрева 3 и клетью для проката 13 в зоне трансформатора 6 расположено электромагнитное вибрационное устройство 26, выполненное в виде катушки возбуждения. В клети для проката 13 также расположено электромагнитное вибрационное устройство 27, выполненное в виде пары катушек возбуждения, расположенных симметрично относительно рабочих валков 20 и 21. Верхний рабочий валок 20 установлен таким образом, что имеет с одной стороны упругий элемент 28, а нижний валок 21 упругий элемент 29 (см. фиг.3).
Между верхним рабочим валком 20 и каждым из верхних опорных приводных роликов 22, а также между нижним рабочим валком 21 и каждым из нижних опорных приводных роликов 23, установлены теплорассеивающие элементы 30. Каждый теплорассеивающий элемент 30 (см. фиг.2) выполнен в виде емкости 31 с расположенными в ней одним рядом шариков 32, контактирующих с опорными приводными роликами 22 или 23, и другим рядом шариков 33, контактирующих с рабочим валком 20 или 21.
Между клетью для проката 13 и задней моталкой 34 расположено электромагнитное механическое вибрационное устройство 35, включающее в себя нижние ролики 36 и верхний ролик 37, соединенный с вибратором в виде якоря 38 с пружиной 39 и возбуждающей обмоткой 40.
Работает устройство следующим образом.
Заготовка 1, намотанная на переднюю моталку 2, подается к устройству предварительного нагрева 3. При включении трансформатора 6 при помощи вторичных обмоток 10 и 11, контактирующих соответственно с верхним валиком 5 и нижними валиками 4 и образующих замкнутую цепь через рабочие валки 20 и 21, через заготовку 1 пропускается продольный ток для предварительного нагрева заготовки 1. Далее заготовка в зоне трансформатора 6 подвергается вибрационному воздействию при помощи электромагнитного вибрационного устройства 26, выполненного в виде катушки возбуждения, создающей магнитное поле, которое вызывает вибрацию заготовки в направлении, перпендикулярном плоскости заготовки. При поступлении заготовки 1 в клеть для проката 13 в зону рабочих валков 20 и 21 и при взаимодействии с ними заготовка 1 подвергается пластической деформации и одновременно с ней нагреву поперечным током, который подается через рабочие валки 20 и 21. К рабочим валкам 20 и 21 электрический ток подается через верхнюю и нижнюю токоподводящие шины 7 и 8, которые контактируют с внешними верхним и нижним рядами опорных роликов 24 и 25 при помощи контактов качения или скольжения. Опорные ролики 24 и 25 контактируют в свою очередь с приводными опорными роликами 22 и 23, через которые происходит подача электрического тока непосредственно к рабочим валкам 20 и 21, при этом при помощи теплорассеивающих элементов 30 происходит отвод тепла из зоны контакта. Одновременно с нагревом поперечным током и пластической деформацией при взаимодействии с рабочими валками 20 и 21, заготовка 1 подвергается вибрационному воздействию при помощи электромагнитного вибрационного устройства 27, выполненного в виде пары катушек возбуждения, которые, создавая магнитное поле вызывают вибрацию рабочих валков 20, и 21, благодаря тому, что верхний рабочий валок имеет упругий элемент 28, а нижний валок 21 упругий элемент 29. Вибрирующие рабочие валки 20 и 21 передают вибрацию заготовке 1 в ее плоскости и перпендикулярно ее движению. Далее на выходе заготовки из клети перед ее намоткой на заднюю моталку 34 заготовка также подвергается вибрационному воздействию при помощи электромагнитного механического вибрационного устройства 35 следующим образом: верхний ролик 37, связанный при помощи тяги с якорем 38, имеющим пружину 39, совершает вертикальное возвратно-поступательное движение, так как обмоткой возбуждения 40 создается переменное магнитное поле, вызывающее возвратно-поступательное движение якоря 38. Таким образом, заготовка подвергается вибрационному воздействию перпендикулярно ее плоскости.
При необходимости получения ленты заданной толщины посредством нескольких проходов, прокатку осуществляют в реверсивном режиме, т.е. заготовку сматывают с задней моталки на переднюю; при этом, как правило, отключают устройство продольного нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2173226C2 |
| ПРОКАТНЫЙ СТАН | 1992 |
|
RU2063274C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ЛЕНТЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ И ПОЛОС | 1993 |
|
RU2048215C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354465C1 |
| Стан для изготовления плющеной ленты | 1977 |
|
SU651879A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2351414C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
Изобретение относится к машиностроению, точнее к прокатному производству, и может быть использовано для получения широких лент из различных металлов и сплавов, как легкоплавких, так и тугоплавких. Сущность изобретения заключается в том, что в известном способе металлической ленты на стане путем прокатки с пропусканием электрического тока через валки поперек прокатываемой заготовки с предварительным перед прокаткой нагревом заготовки при прямом ее движении продольным электрическим током, предварительный перед прокаткой нагрев заготовки при прямом ее движении продольным электрическим током осуществляют до температуры 200 500°С, а нагрев заготовки пропусканием электрического тока через валки поперек заготовки осуществляют на 200 400°С выше. Кроме того, заготовку подвергают разнонаправленному вибрационному воздействию по всей длине заготовки. Способ осуществляют на стане для изготовления металлической ленты, содержащем переднюю и заднюю моталки, устройство предварительного нагрева, трансформатор, соединенный с токопроводящими шинами, и клеть для проката с рабочими валками. К основным отличительным признакам стана относится конструктивное выполнение механизма передачи электроэнергии от токоподводящих шин к рабочим валкам, а также снабжение стана вибрационными устройствами для разнонаправленного вибрационного воздействия на заготовку. 3 з.п. ф-лы, 3 ил.
| Патент США N 3988914, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
