Изобретение относится к обработке металлов давлением и может быть использовано при холодной прокатке относительно узкой полосовой стали.
Современные станы холодной прокатки имеют самое разнообразное исполнение, а их конструкции достаточно подробно описаны, например, в книге А.И.Целикова и др. Машины и агрегаты металлургических заводов, т.3. М.: Металлургия, 1988, с.144…166. Количество клетей стана холодной прокатки определяется сортаментом изготавливаемого проката и может варьироваться от одной до шести. Нередко станы оснащаются натяжными устройствами различных типов. Холодная прокатка всегда осуществляется с подачей смазки.
Известен стан холодной прокатки, у которого рабочая клеть выполнена двухсекционной с разъемом в плоскости прокатки, а привод многовалковой клети осуществляется через промежуточные опорные валки (см. пат. США №3076630, кл. 80-38, опубл. 05.02.63 г.). Однако этот стан предназначен для прокатки тончайшей ленты и имеет достаточно сложное оборудование.
Наиболее близким аналогом к заявляемому объекту является одноклетевой стан холодной прокатки полос, приведенный в книге А.А.Королева. Механическое оборудование прокатных и трубных цехов. М.: Металлургия, 1987, с.317, рис.VIII, 5 «в».
Этот стан содержит рабочую клеть с приводными валками заданных диаметра D и твердости Т его бочки с системой подачи смазки в очаг деформации и характеризуется наличием разматывателя и двух моталок и наличием в клети четырех валков. Недостатком известного стана также является наличие достаточно сложного оборудования, что повышает производственные затраты.
Технической задачей настоящего изобретения является снижение производственных затрат при холодной прокатке полосовой стали повышенной прочности без ухудшения качества проката.
Для решения этой задачи стан холодной прокатки полос содержит разматыватель, рабочую клеть с приводным валком заданных диаметра D и твердости Т его бочки с системой подачи смазки в очаг деформации и моталку, в отличие от ближайшего аналога, при прокатке полос шириной 0,1…0,3 м из стали с пределом прочности σв≤600 МПа в вертикальной осевой плоскости валка установлены сверху и снизу в опорах два неподвижных деформирующих элемента с поперечным сечением в виде равностороннего треугольника с закругленными вершинами, выполненные с возможностью перестановки местами граней этих элементов и с регулируемой величиной зазора между элементом и валком, а также на стане установлено натяжное приводное валковое устройство. При этом валок натяжного устройства при работе стана охватывается деформируемой полосой с встречным направлением движения ее ветвей в рабочей клети; высота деформирующего элемента может быть равна (0,4…0,5)D, а радиус закругления его ребер - (0,07…0,09)D, твердость закругленных ребер этого элемента может составлять (1,2…1,4)Т.
Сущность заявляемого технического решения заключается в упрощении (и удешевлении) конструкции стана, имеющего только одну рабочую клеть с одним валком, а деформация полосы в ней осуществляется при прохождении металла в зазоре между этим валком и деформирующим элементом упрощенной конструкции. В результате этого снижаются производственные затраты, в том числе, - на изготовление всего стана.
Конструкция предлагаемого стана схематично показана на чертеже (стрелки - направление движения полосы).
В рабочей клети 1 стана установлен валок 2 с диаметром его бочки D и с приводом (не показан). В вертикальной осевой плоскости y-y валка 2 установлены два деформирующих элемента - верхний 3 и нижний 4, поперечное сечение которых выполнено в виде равностороннего треугольника с высотой H=(0,4…0,5)D, а углы закруглены радиусами R=(0,07…0,09)D, причем твердость закругленных ребер элементов в 1,5…1,8 раза больше твердости бочки валка. За клетью 1 расположено валковое натяжное устройство 5 с приводом. Стан имеет также разматыватель 6 горячекатаной рулонной полосы 7 и моталку 8 готового проката, а клеть 1 снабжена нажимными устройствами 9 для перемещения по вертикали элементов 3 и 4 с изменением зазора между ними и валком 2. Перед клетью 1 и за нею находятся отгибающие ролики 10 и 11.
Стан работает следующим образом.
Из разматывателя 6 полоса 7 поступает в клеть 1 в зазор заданной величины между валком 2 и верхним деформирующим элементом 3, где и осуществляется первичное обжатие металла на промежуточную его толщину. Затем полоса огибает валок натяжного устройства 5 на угол более 180° и движется в противоположном направлении (огибая ролики 10 и 11) к клети 1, где проходит в зазор между валком 2 и нижним элементом 4 - происходит обжатие металла на заданную конечную толщину. Готовая холоднодеформированная полоса сматывается в рулон в моталке 8. Для перемещения по вертикали элементов 3 и 4 с изменением зазора между ними и валком 2 клеть 1 снабжена нажимными устройствами 9.
Опытную проверку заявляемого стана осуществляли в лаборатории ОМД Магнитогорского государственного технического университета.
С этой целью при холодной деформации горячекатаной полосовой стали с σв=550…600 МПа шириной 0,1…0,3 м и толщиной ho=4…5 мм на конечную толщину h=1,5…2,0 мм варьировали размеры и форму поперечного сечения деформирующих элементов, оценивая результаты по выходу качественных полос, соответствующих требованиям ГОСТ 5582.
Наилучшие результаты (выход качественного проката в пределах 99,0…99,7%) получены при использовании предлагаемого стана.
Отклонения от рекомендуемых его параметров ухудшали достигнутые показатели. Так, например, использование деформирующих элементов с поперечным сечением в виде неравностороннего треугольника затрудняло настройку стана с увеличением его простоев, т.е. с соответствующим повышением производственных затрат. Уменьшение высоты Н деформирующих элементов (при R=const) и радиусов R их закруглений (при Н=const), а также величины твердости закругленных ребер элементов приводило к повышенному их износу и к простоям стана для замены этих элементов.
Увеличение Н повышало стоимость самих элементов и их изготовления (материал - ст.30ХГТ), что повышало производственные затраты. Увеличение же величины R элементов приводило к удлинению очага деформации, что значительно повышало давление металла на валки и не позволяло достигать заданной толщины h полос при ho=4…5 мм. Повышение твердости закругленных ребер деформирующих элементов (более 1,4 Т) ускоряло износ рабочего валка с известными отрицательными последствиями.
Установленное на стане натяжное устройство с одним приводным валком обеспечивало производительную работу стана при относительно небольших затратах на изготовление и эксплуатацию этого устройства. Проверка стана, выбранного в качестве ближайшего аналога, в опытах не осуществлялась, ввиду заведомо большей его стоимости (примерно в 2,5 раза) и непригодности для деформирования полос с заданной величиной σв (до 600 МПа).
Таким образом, опыты подтвердили приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом.
Технико-экономические исследования, проведенные в ОАО «Магнитогорский металлургический комбинат», показали, что использование предлагаемого стана для холодной прокатки полосовой стали (ленты) повышенной твердости позволит снизить производственные затраты на 30…40% без снижения уровня качества проката.
Пример конкретного выполнения
Стан для производства холоднокатаной полосовой стали с σв≤600 МПа шириной 0,1…0,3 ми толщиной 1,5…2,0 мм имеет вид, показанный на чертеже.
Валок рабочей клети с D=300 мм выполнен из ст. 9×2 и его поверхностная твердость Т=70 ед. по Шору.
Два деформирующих элемента, установленных в этой же клети, выполнены в виде равносторонних треугольников (в поперечном сечении) с высотой Н=0,45D=0,45·300=135 мм и с радиусом закруглений их ребер R=0,08D=0,08·300=24 мм.
Элементы выполнены из стали 30ХГТ с поверхностной твердостью их ребер Тэ=1,3·Т=1,3·70≈90 ед. по Шору.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354465C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| Прокатный листовой стан | 1988 |
|
SU1585028A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКА | 1998 |
|
RU2124956C1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ЛЕНТЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ И ПОЛОС | 1993 |
|
RU2048215C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1996 |
|
RU2093286C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
Изобретение предназначено для снижения производственных затрат при холодной прокатке полос шириной 0,1…0,3 м из стали с пределом прочности σв≤600 МПа без ухудшения качества проката. Стан холодной прокатки полос содержит разматыватель, рабочую клеть с приводным валком заданных диаметра D и твердости Т его бочки с системой подачи смазки в очаг деформации и моталку. Достаточная степень обжатия заготовки при прокатке обеспечивается за счет того, что в вертикальной осевой плоскости валка установлены сверху и снизу в опорах два неподвижных деформирующих элемента с поперечным сечением в виде равностороннего треугольника с закругленными вершинами, выполненные с возможностью перестановки местами граней этих элементов и с регулируемой величиной зазора между элементом и валком, при этом на стане установлено натяжное приводное валковое устройство, валок которого при работе стана охватывается деформируемой полосой с встречным направлением движения ее ветвей в рабочей клети; высота деформирующего элемента может быть равна (0,4…0,5)D, а радиус закругления его ребер - (0,07…0,09)D, твердость закругленных ребер деформирующего элемента может составлять (1,2…1,4)Т. 2 з.п. ф-лы, 1 ил.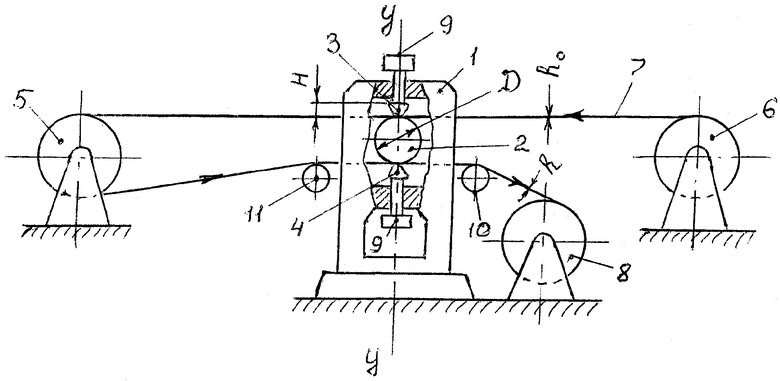
1. Стан холодной прокатки полос для прокатки полос шириной 0,1-0,3 м из стали с σв≤600 МПа, содержащий разматыватель, рабочую клеть с приводным валком заданных диаметра D и твердости Т его бочки, систему подачи смазки в очаг деформации и моталку, характеризующийся тем, что в вертикальной осевой плоскости валка установлены сверху и снизу в опорах два неподвижных деформирующих элемента с поперечным сечением в виде равностороннего треугольника с закругленными вершинами-ребрами, выполненные с возможностью перестановки местами граней этих элементов и регулирования величины зазора между элементом и валком, при этом на стане установлено натяжное приводное валковое устройство с возможностью схватывания его валка деформируемой полосой с встречным направлением движения ее ветвей в рабочей клети при работе стана.
2. Стан по п.1, отличающийся тем, что высота деформирующего элемента равна (0,4-0,5)D, а радиус закругления его ребер - (0,07-0,09)D.
3. Стан по п.1, отличающийся тем, что твердость закругленных ребер деформирующего элемента составляет (1,2-1,4)Т.
| КОРОЛЕВ А.А | |||
| Механическое оборудование прокатных и трубных цехов | |||
| - М.: Металлургия, 1987, с.317, рис VIII, 5 "в" | |||
| Способ неприрывной прокатки и стандля ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU687668A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОСЫ | 0 |
|
SU371987A1 |
| US 2002162375 A, 07.11.2002. | |||

