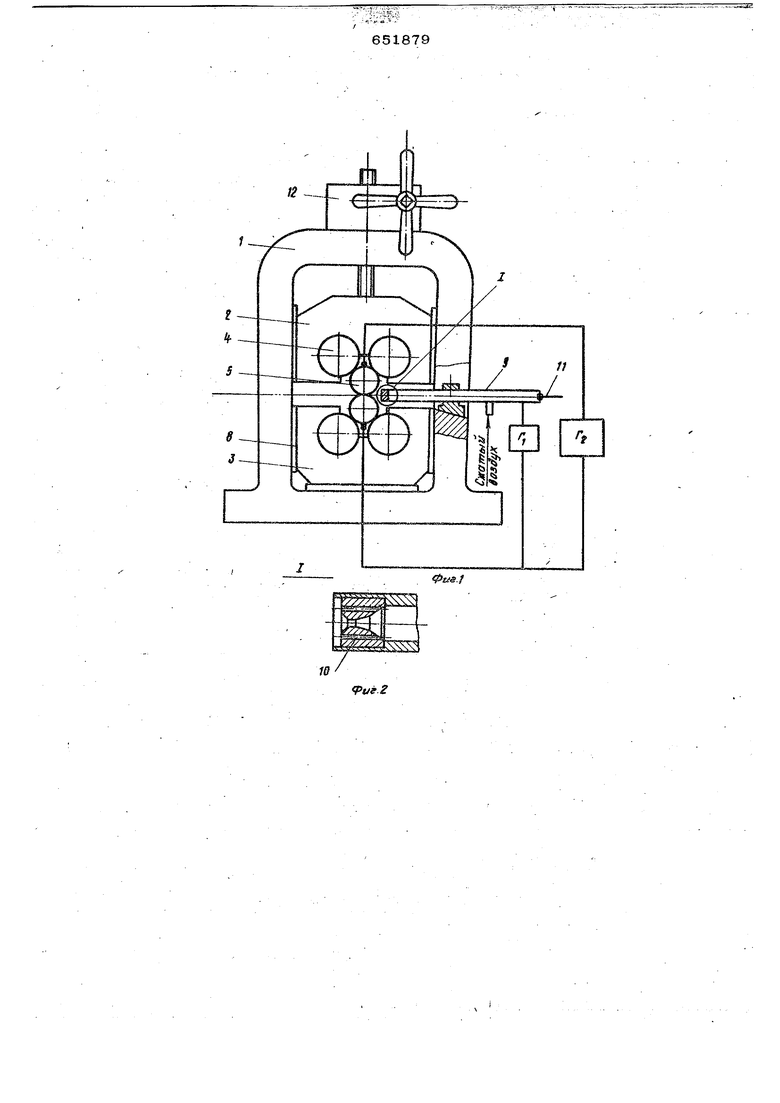
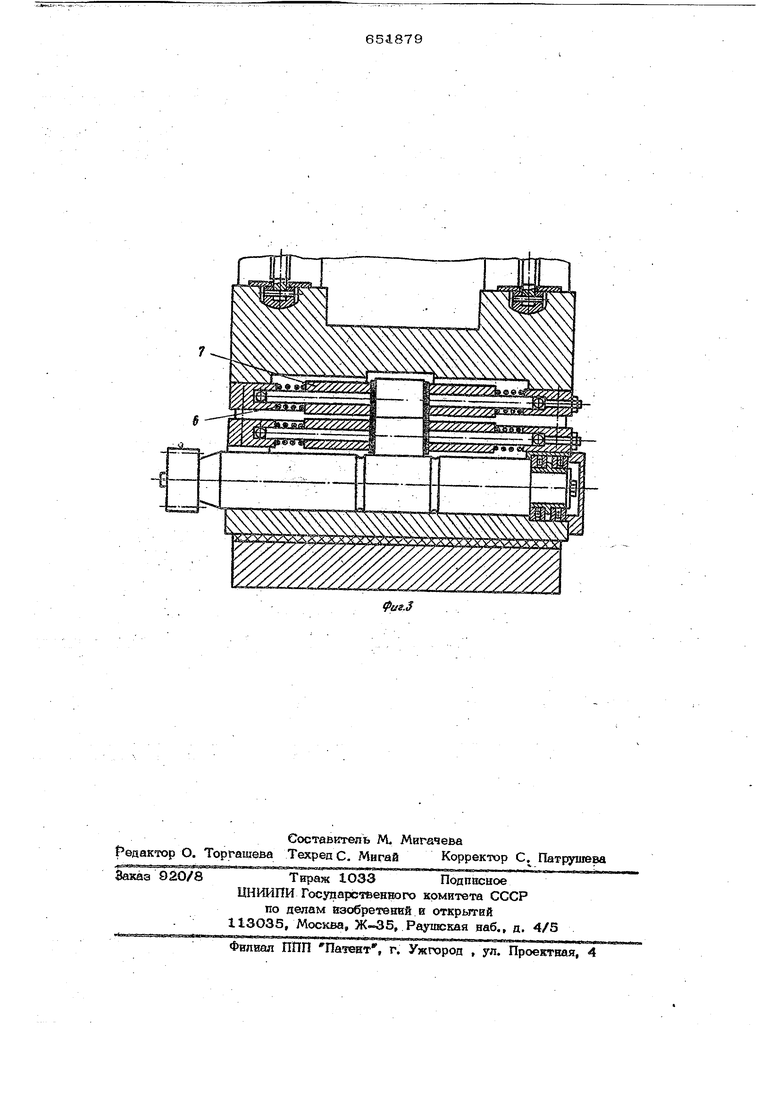
подводящие шины пЬппружикены в направпенни торцов валков. На фиг. 1 показан стан вид сбоку; на фнг. 2 - узеп 1 на фиг. I; на фаг, 3сечение стана по- рабочим и опорным ваЛ кам. Стан содержит рабочую клеть, имеющую станвну 1, и которой раэмеиюнь подушки верхняя 2 и нижняя 3. В подуш ках установлены опорные валки 4, на которые опираются рабочие валки 5. Опо вые валкп - приводные. К торцам рабо- чвгх валков пружинами б поджимаются токоподводяшие шины 7, через которые постоянный электраческнй ток подводятся к рабочим валкам. Подушка азолиро- ваны электрически от станйны прокладками 8. На станнне установлено Hanpajj- ляюшее устройство 9 для заправки обра батываемого материала в рабочие валки. Цаправляюшее устройство может перемещаться адоль и поперек Оси прокатки. В клеть встроена фильера 10 для предварительной калибровки обрабатываемого материала 11,к которой подведен постоянный электрический ток для предвари телыаого нагрева материала перед прокаткой, влектрнчески связаниая с одним йа рабочих валков. Найфавляюшее устpojteTBo coBMemeiio с механизмом подача охлаждения, через который подается охлаждение, например сжатый воздух, для охлаждения обрабатываемого материала в очаге деформаций. При обработке материала на арейла гаемом стане постоянный электрический ток подается или только на рабочие валки йля на рабочие валкн и фильеру направпязбШетч) устройства. Стан работает следующим образом. В первом варианте заготовка 11 tioдается в направляющее устройство 9, предварительво конец проволоки ааостряе1«я. Затем эагчзтовка пропускается между рабочими валками 5. Нажикд ым мвхаввзмом 12 устанавлнвается необходимое обжатие aat4)TOBKB. На рабочие,валки подаеах;я ностоянный элек-грическнй гЬк. Вклкяается двигатель привода оюрных валков.. 794 Во втором варнаЕте стан работает аналогично, но допопйитепьно фштьера Ю направляюшего устройства 9 соединяется с оцним из полюсов генератора Постоян Roro тока. ИспЬльзование предпагаемого стана для получения плющеной ленты из тугоплавких я трупнодеформируемьгзс металлов а сплавов позволяет получить высокоточнужз плющеную ленту с механаческтгли н текнологнческими свойствами, тгозволяювдимй йзготавлавать из нее спиральные ЛИНИЙ замедления СВЧ-приборов с высокими параметрами. Формула изобретения 1.Стан для изготовления плющеной енты, содержащий устройство для предварительного деформирования н клеть для окончательной калибровки, имеюшую рабочие изолированные валки, соединенные с генераторами тока через токоподводяшие шины, а также направляющее устройство, отличающийся тем, что, с целью обеспечения возможности изготовления ленты из тугоплавких и труднодеформируемых Металлов, увелачення относительного обжатия за проход, повышения пластичности прокатываемого металла и точкойти ленты, устрбйство для предварительного деформирования вьгаолнено в виде фильеры, смонтированной в клети окончательной калибровки но оси прокатки и электрически связанной с одним из рабочих валков, направляюшее устройство Бьгаолиейо с каналом для подвода сжатого воздуха, соединенным с фильерой, а токоподводящие шины связаны с торцами рабочих валков. 2.Устро11ство по п. 1, о т л и ч а- ю ш е е с я тем, что токоподводяшие шаны подпружинейы в направлении тбрцов валков. Источники информации, принятые во внимание при экспертизе 1.Иосйлевич В. Л., Камышов А. В., Соболев К. Е. Станок прокатки ппюшенкй. Электронная техника, серия 1, 9лек тронйка сеч, вьшуск 12, 1976. 2,Авторское-свидетельство СССР № 283161, кл. В 21 В 1/О6, 1968.
12 .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НА СТАНЕ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2042443C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122910C1 |
| Устройство для измерения жесткости рабочей клети прокатного стана | 1990 |
|
SU1722629A1 |
| Стан для горячей прокатки полосы | 1974 |
|
SU476043A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2392073C2 |
| Способ плющения проволоки | 1980 |
|
SU956107A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |