Изобретение относится к области прокатного производства. Известна непрерывная группа стана, состоящая из трех последовательно установленных клетей, где показана прокатка двух полос одновременно, накладываемых одна на другую, с последующим раздваиванием этих полос [1]
Недостатки такого способа прокатки:
сваривание в процессе прокатки двух полос вместе, т.е. за очередным пропуском должно следовать раздваивание полос, что в свою очередь ведет к снижению производительности стана;
отсутствует удобная раздельная намотка двух полос на моталки (на готово);
нет должного выбора числа пропусков в процессе прокатки;
занимает такой стан значительную производственную площадь прокатного цеха.
Наиболее близким по технической сущности и цели является прокатный стан [2] имеющий следующие недостатки:
сложный процесс перевалок валков;
отсутствует промежуточная моталка в данном прокатном стане;
сложная заправка конца на пропуск полосы с пластическим изгибом, т.е. с огибанием валков лентой.
Технический результат от использования изобретения может быть следующий. В прокатных цехах (действующих) есть реальная возможность к действующему стану кварто (одноклетьевому) установить вторую клеть пятивалковую, в итоге мы получим современный прокатный стан высокой производительности. Стан кварто (клеть) без труда можно переоборудовать в пятивалковую клеть, т.е. реверсивный тандэм в данном случае будет состоять; первая клеть кварто и вторая (рядом) пятивалковая; для лентопрокатного цеха. Это и будет упрощенный вариант (для быстрого внедрения изобретения в производство).
Реверсивный тандэм с успехом заменит непрерывную группу стана с количеством клетей; от трех до четырех и выше с обязательным использованием промежуточной моталки, которая позволяет делить прокатываемый рулон БПЛ на части, в процессе прокатки.
Площади в прокатном цехе позволяют установить непрерывную группу, состоящую из трех клетей с двумя промежуточными моталками, что позволит увеличить производительность непрерывной группы стана, так как на эти моталки можно наматывать полосу при прокатке с промежуточной выдержкой, или использовать (верхний горизонт прокатки), т. е. вести комбинированную прокатку (в непрерывных линиях), в отличие от существующей. А это и повышение производительности стана, и качества проката.
Рулон ленты БПЛ в настоящее время делится на части после прокатки, так и должно быть. Предлагается этот рулон делить в процессе прокатки на две равные части, но это может быть не выгодно делать?
Чтобы вести устойчивый процесс прокатки всего рулона на (готово) нужно три, четыре моталки. Четвертая моталка нужна для того, чтобы делить такой рулон (10-12 т на 5-6 т) на две равные части с намоткой первой части на среднюю моталку. Вторая часть прокатывается по вышеуказанной схеме, т.е. происходит прокатка двух полос одного рулона, накладываемых одна на другую, с раздельной намоткой наготово при выпуске ленты из валков прокатного стана.
В процессе прокатки с средней моталки рулон не снимается, но заправка может происходить в любую сторону, как в первую клеть, так и во вторую, т.е. в наличии свободный маневр выбора направления заправки (пропуска) и нужного обжатия для данной полосы. Особенно это касается медной и стальной заготовки, т.е. прокатка материалов, подверженных слипанию.
Полоса, пройдя две клети, затем накладывается на верхний опорный валок клети два и задается затем в промежуточную моталку. На нее и наматывается весь прокатываемый рулон после двух контактов в валках стана. Но на эту моталку может быть намотана эта же полоса, но после трех контактов в валках стана по новой схеме, где лента, выходя из валков второй клети, заходит в верхний раствор этого же валка (в обратном направлении) с заправкой полосы в промежуточную моталку на нижнюю намотку.
Предлагаемый новый вид проката лента БПЛ (бесслитковая прокатка ленты из алюминия и их сплавов). Здесь мы имеем рулон в диаметре больше двух метров, весом в 10 и более тонн, так что римитично обрабатывать такие рулоны слишком невыгодно. Рулон прокатывается на одноклетьевом стане с намоткой полосы только на две моталки (использовать большее число моталок не позволяет объем такого рулона), следовательно, нужно новое решение задачи и заявитель эту задачу успешно решил.
Одноклетьевой стан может иметь лишь две моталки, а занимать ту же производственную площадь, что и тандэм предлагаемого стана. Существенным отличием здесь является пятивалковый реверсивный тандэм с тремя или четырьмя моталками и за счет этого производительность стана возрастает в три-четыре раза и выше, если стан с четырьмя моталками, с тремя ниже.
Высокую производительность предлагаемого стана будет отличать от существующего не количество клетей стана, а наличие промежуточной моталки и прокатки двух, трех полос одновременно при высоком качестве проката.
В процесс прокатки входит начальный пропуск с высокой нагрузкой и конечный (завершающий) пропуск, с низким коэффициентом нагрузки лента идет вхолостую (у шоферов это называется пустой прогон). В нашем примере коэффициент нагрузки будет выше известной при прокате двух-трех полос одновременно.
Для прокатки БПЛ нужно как минимум три моталки, т.е. пятивалковый тандэм (полуреверсивный), где одна из двух клетей реверсивная. Может быть установлен с тремя или четырьмя моталками, в зависимости от сортамента проката и оснащенности производства, где одна из моталок располагается между двух клетей (на верхний горизонт прокатки) имеет реверсивный привод с нижней и верхней намоткой на моталку в процессе прокатки.
Такая схема более привлекательна и удобна в работе прокатного стана, позволяет прокатывать одновременно не одну, а две полосы, накладываемых одна на другую, где первая полоса, пройдя две клети стана, затем заправляется в промежуточную моталку и наматывается на нее в процессе прокатки, а по выходу из валков на ней и остается до очередного пропуска. Затем следует заправка на прокатку второго рулона, которая пропускается через первую и вторую клеть с намоткой ленты на левую моталку, но второй конец этой полосы остается в валках второй клети, т.е. из валков этой клети не выпускается. Затем следует реверс стана (меняем направление прокатки), а вторую полосу с промежуточной моталки заправляем во вторую клеть для правой прокатки, с последующей задачей двух полос в первую по ходу прокатки клеть, с намоткой на правую моталку двух полос одновременно, т.е. происходит обычный процесс прокатки, но не одной полосы, а двух.
Работа происходит следующим образом:
На фиг. 1 показана начальная прокатка. Клети первая, вторая, с пятивалковым комплектом валков.
Стан имеет четыре моталки: две их них с обычным расположением и одна правая концевая моталка 5 (эту моталку можно обозначить цифрой 7) для четкого чтения, и промежуточная моталка 6.
С разматывателя (не показан) полоса поступает в клеть один на нижний горизонт прокатки с задачей полосы в валки, между нижним приводным валком и средним холостым. Затем полоса на заправочной скорости скользит по столу 3 и ролику 4, подгоняется к клети 2 и также задается в клеть на нижний горизонт прокатки, по выходу из клети лента А заправляется в моталку 5, с установкой рабочего натяжения на моталке, после чего с пульта управления станом следует пуск двух клетей на прокатку, с разгоном до рабочей скорости, по окончании первого пропуска полоса выгоняется из валков клети 1 и на заправочной скорости подгоняется к клети 2, но из валков клети 2 лента не выпускается (следует отметить, что здесь возможен раскат конца, но только при выключенной моталке), Затем меняем направление прокатки с левой на правую на второй пропуск и полоса после реверса стана может быть заправлена только в верхний горизонт прокатки (если клеть выполнена не реверсивной) или на нижний горизонт прокатки. В данном случае первый пропуск идет в верхнем горизонте прокатки, не реверсивной клети.
С заправкой полосы в первую клеть лента может быть намотана, на одну из двух моталок: если на два, четыре контакта, то полоса наматывается на моталку 5, а если пропуск идет с тремя контактами, то полоса наматывается на моталку 6, огибает средний холостой валок клети 2, на пять контактов разматыватель будет со стороны второй клети (не показан).
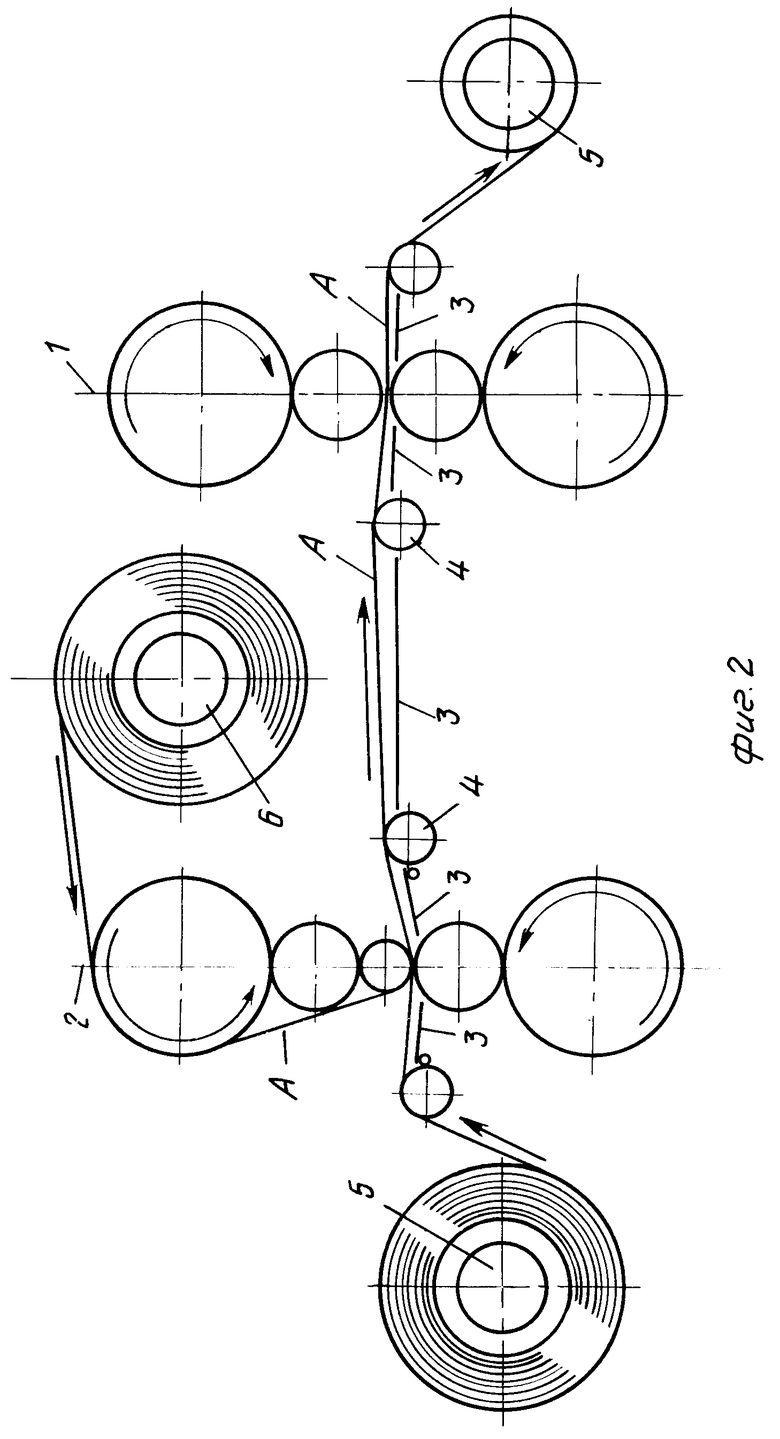
На фиг. 2 показан комбинированный прокатный стан с тремя моталками, который позволяет прокатывать рулон полностью и можно делить полный рулон на две равные части в процессе прокатки с намоткой двух полос одного рулона на моталку 5.
Прокатка двух полос на два контакта за один пропуск в валках реверсивного прокатного стана фигура 2. Клеть кварто может быть и не реверсивной (в отдельных случаях). В этом случае верхний опорный валок выполняется рабочим с внутренним охлаждением валка.
Схема на фиг.2 отличается от первой тем, что содержит три моталки, клеть кварто и нет раздельной намотки полос в процессе прокатки (чистовой пропуск). Полоса, пройдя две клети, затем накладывается на верхний опорный валок клети 2 и заправляется затем в промежуточную моталку 6, на нее и наматывается весь рулон, или часть рулона, после двух, трех контактов в валках стана. На эту моталку может быть намотана эта же полоса, но после трех контактов, где, выходя из валков второй клети, полоса заходит в верхний раствор этого же валка (в обратном направлении), с заправкой ленты в промежуточную моталку 6. Пунктирной линией можно отметить подачу полосы на очередной пропуск с моталки 6 в клеть кварто на один контакт). Итак, прокатка полосы с моталки 6 на два контакта, а намотка может быть после двух, трех контактов в валках стана, т. е. имеется выбор нужного числа обжатий для данной полосы (четная или нечетная).
В непрерывной линии трехклетьевого прокатного стана моталка 6 может быть установлена с двух сторон средней клети стана из расчета на верхний горизонт прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
| Непрерывная группа стана для производства тонких полос | 1986 |
|
SU1570808A1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2571987C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ холодной прокатки полос | 1976 |
|
SU655455A1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО ПРОКАТА, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2505364C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ИЛИ ПРЕРЫВИСТОЙ РАЗВАЛЬЦОВКИ ГОРЯЧЕКАТАНОЙ ЛЕНТЫ | 1996 |
|
RU2174054C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |

Использование: в непрерывных станах холодной прокатки. Сущность изобретения: непрерывная двухклетевая группа стана содержит три или четыре моталки, одна из которых расположена между рабочими клетями и выполнена с возможностью верхней и нижней намотки. По крайней мере две другие моталки являются концевыми. Валковые комплекты одной из клетей имеют реверсивный привод. Между каждой клетью и моталкой и между клетями установлены проводковые столы, выполненные с возможностью изменения угла наклона по отношению к рабочим валкам. Это позволяет осуществлять реверсивную прокатку, повысить производительность стана. 3 з. п. ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Непрерывная группа стана для производства тонких полос | 1986 |
|
SU1570808A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
