Изобретение относится к обработке металлов давлением, в частности к способам изготовления полых деталей незамкнутого контура с наклонным дном листовой штамповкой.
Известен способ изготовления коробчатых деталей, согласно которому вначале на участках фланца, прилегающих к зонам максимальной кривизны стенки детали в плане, производят формообразование гофров переменной высоты, увеличивающейся к внешней стороне фланца, оси которых располагают перпендикулярно касательной к контуру полой части, а затем осуществляют вытяжку полой части с одновременным выпрямлением гофров на фланце. Однако в известном способе при вытяжке невозможно перераспределение материала вдоль периметра заготовки (ребра на матрице и прижиме, осуществляющие формообразование гофров в зоне фланца заготовки, препятствуют вышеуказанному перемещению), что может привести к образованию разрывов и утонению в выпуклых частях деталей.
Цель изобретения улучшение качества изготавливаемых деталей за счет предотвращения разрывов и уменьшения утонения в выпуклых частях деталей.
Цель достигается путем уменьшения сопротивления втягиванию материала заготовки в полость матрицы за счет уменьшения усилия, необходимого для перераспределения материала вдоль наружного контура фланца в направлении к зоне, прилегающей к месту наибольшей глубины детали, для чего вначале на участках фланца, прилегающих к зонам максимальной кривизны стенки деталей в плане, производят формообразование гофров переменной высоты, увеличивающееся к внешней стороне фланца, оси которых располагают перпендикулярно касательной к контуру полой части, а затем производят вытяжку полой части с одновременным выпрямлением гофров на фланце. В отличие от известного способа используют прямоугольную в плане заготовку, деталь получают в два перехода, гофры образуют в угловых зонах фланца в первом переходе, а вытяжку полой части с одновременным выпрямлением гофров во втором переходе, причем выпрямление гофров производят на плоской рабочей части матрицы за счет одновременного воздействия тянущего усилия, действующего перпендикулярно оси гофров от части заготовки, находящейся в наиболее глубокой части матрицы, и усилия прижима, воздействующего на вершину гофра.
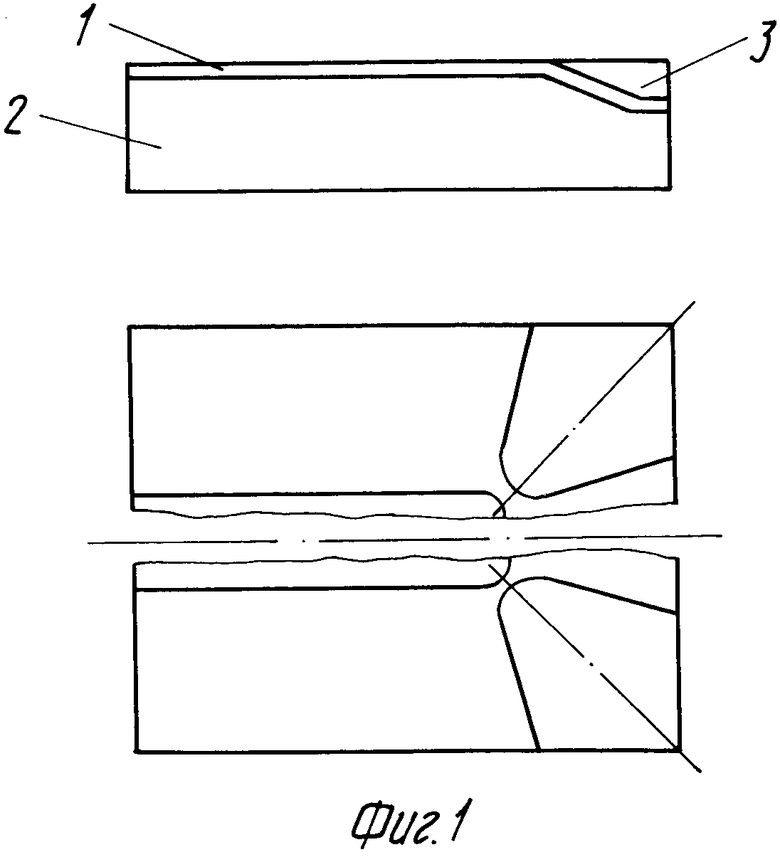
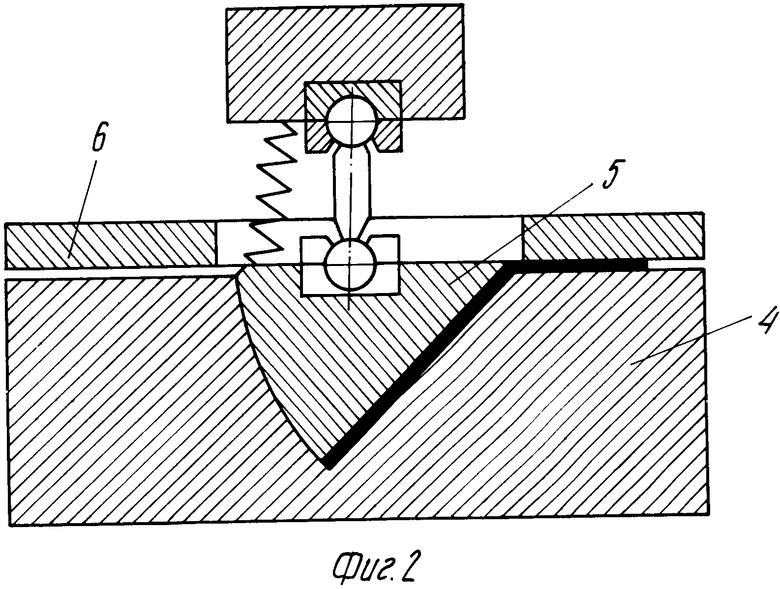
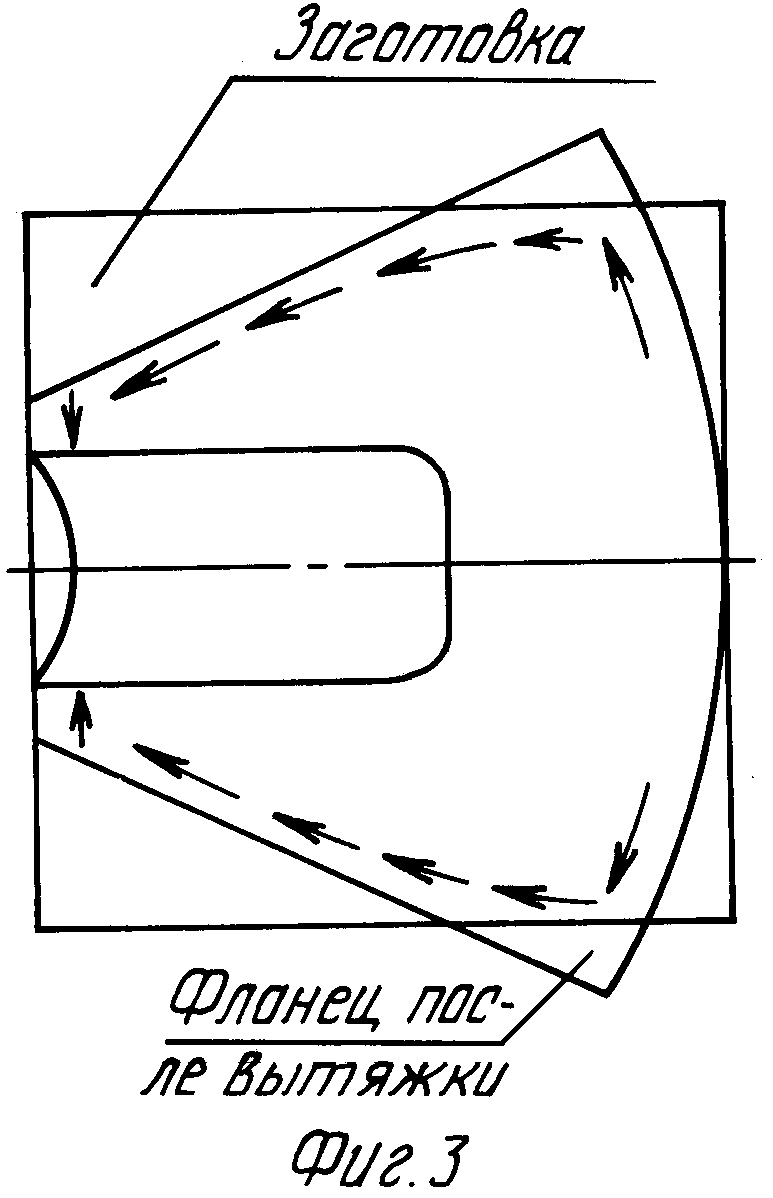
На фиг.1 показан первый переход формообразования; на фиг.2 второй переход; на фиг.3 схема перемещения (течения) материала на втором переходе.
Способ осуществляется следующим образом.
Заготовку 1 (фиг.1) укладывают на матрицу 2 первого перехода и эластичным или жестким пуансоном формообразуют выступы в виде гофр 3, высота и ширина которых увеличивается к внешней стороне фланца. Гофры формообразуют на заготовке в угловых зонах фланца, прилегающих к зонам максимальной кривизны стенки детали в плане, оси гофров располагают перпендикулярно касательной к контуру полой части.
Затем заготовку укладывают на матрицу 4 (фиг.2) второго перехода и поворотным пуансоном 5 с прижимом 6 производят вытяжку полой части детали до получения требуемой глубины и выпрямления гофров на фланце. Так как гофрированный лист значительно легче растянуть, чем плоский, то значительно облегчается перемещение материала фланца в направлении, показанном на фиг.3, и, как следствие, уменьшается вероятность разрывов, а также утонение в выпуклой части детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2008171C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ТРУБЧАТОЙ ФОРМЫ ЭЛАСТИЧНОЙ СРЕДОЙ | 1992 |
|
RU2021054C1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2162759C2 |
| ШТАМП ДЛЯ ВЫРЕЗКИ И ФОРМОВКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1992 |
|
RU2038888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОСЕСИММЕТРИЧНОГО ИЗДЕЛИЯ | 1990 |
|
SU1800729A1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| Способ вытяжки полых изделий | 1982 |
|
SU1018754A1 |
| СПОСОБ ЗАТОЧКИ | 1992 |
|
RU2021094C1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
Изобретение относится к обработке металлов давлением. Сущность изобретения: вначале на участках фланца, прилегающих к зонам максимальной кривизны стенки детали в плане, производят формообразование гофров переменной высоты, увеличивающейся к внешней стороне фланца, оси которых располагают перпендикулярно касательной к контуру полой части, а затем осуществляют вытяжку полой части с одновременным выпрямлением гофров на фланце, при этом используют прямоугольную в плане заготовку, деталь получают в два перехода, гофры образуют в угловых зонах фланца в первом переходе, а вытяжку полой части с одновременным выпрямлением гофров во втором переходе. Технический результат изобретения - улучшение качества изделий за счет обеспечения возможности перераспределения материала заготовки по периметру фланца в направлении к зоне, прилегающей к месту наибольшей глубины детали. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С НАКЛОННЫМ ДНОМ ГЛУБОКОЙ ВЫТЯЖКОЙ, согласно которому вначале на участках фланца, прилегающих к зонам максимальной кривизны стенки детали в плане, производят формообразование гофров переменной высоты, увеличивающейся к внешней стороне фланца, оси которых располагают перпендикулярно касательной к контуру полой части, а затем осуществляют вытяжку полой части с одновременным выпрямлением гофров на фланце, отличающийся тем, что используют прямоугольную в плане заготовку, деталь получают в два перехода, гофры образуют в угловых зонах фланца в первом переходе, а вытяжку полой части с одновременным выпрямлением гофров во втором переходе.
| Штамп для вытяжки коробчатых деталей | 1973 |
|
SU479530A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
