Изобретение относится к области обработки металлов давлением, в частности к холодной штамповке, конкретнее к способам вытяжки эластичными средами, и может быть использовано для изготовления деталей из листовых заготовок.
Известны способы изготовления деталей вытяжкой, в которых заготовку вытягивают эластичным пуансоном в жесткую матрицу [1].
Наиболее близким к предлагаемому техническому решению является способ многопереходной вытяжки эластичной средой полых деталей из листового металла [2].
В данном способе плоскую заготовку устанавливают на жесткую матрицу и воздействуют на нее эластичным пуансоном.
Известное техническое решение имеет следующие недостатки:
- большое утонение центральной зоны заготовки и резко выраженная неравномерность толщины стенок готового изделия, обусловленные тем, что в начале процесса вытяжки эта зона испытывает значительное растяжение. Высокая локализация деформации приводит к недопустимому утонению стенок изделия и к возможному образованию трещин в его донной части и тем самым снижает его прочность, жесткость, надежность и ресурс использования;
- неравномерное перемещение фланца заготовки в процессе формообразования, приводящее к его односторонней утяжке и как следствие к браку изделия.
Заявляемое техническое решение направлено на повышение качества изготовления деталей из листовых заготовок, а именно на получение деталей с высокой равномерностью толщины стенок.
Это достигается тем, что в способе вытяжки эластичной средой плоской заготовки эластичным пуансоном в жесткую матрицу согласно изобретению вытяжку осуществляют за два перехода и на первом из них для предотвращения чрезмерного утонения формуемой детали в центральной зоне между эластичным пуансоном и заготовкой устанавливают жесткую накладку. Накладка имеет в плане форму, подобную форме дна детали, а площадь вдвое меньшую. Для предотвращения повреждения заготовки и эластичного пуансона в процессе формообразования накладку выполняют со скруглениями по всему контуру радиусом не менее пяти толщин материала заготовки.
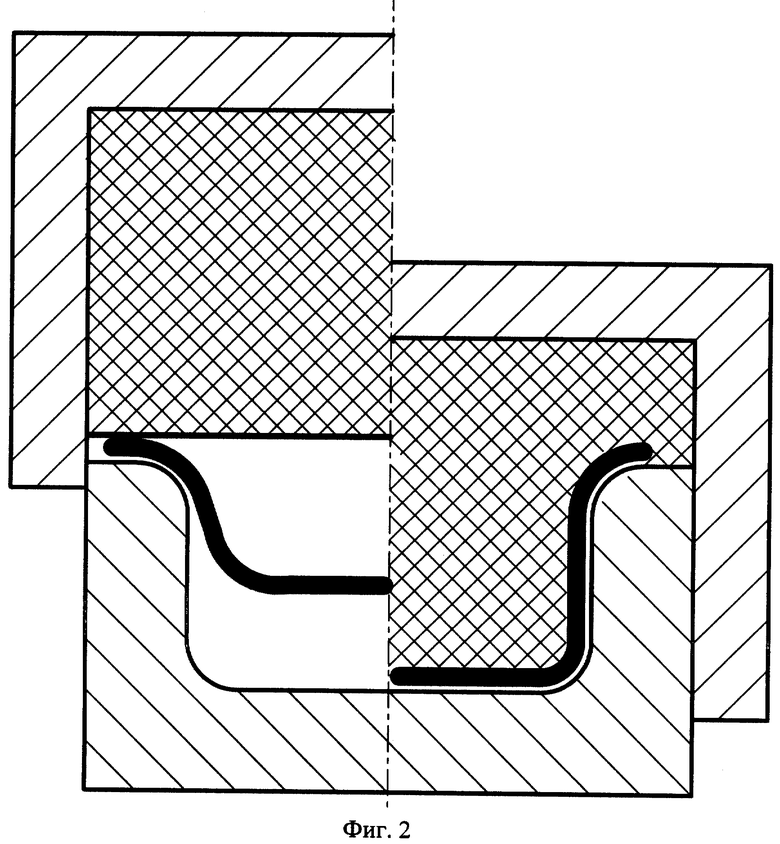
На фиг. 1 представлена схема получения промежуточной заготовки: слева от оси симметрии - исходное положение заготовки перед вытяжкой, справа - получение промежуточной заготовки: на фиг. 2 - аналогичная схема получения готовой детали.
Способ осуществляется следующим образом. На первом переходе (фиг. 1) на зеркало жесткой матрицы 1 устанавливают плоскую заготовку 2. Между эластичным пуансоном 3, помещенным в контейнер 4, и заготовкой 2, в ее центральной зоне, размещают жесткую накладку 5. К контейнеру 4 прикладывают усилие пресса и производят вытяжку на глубину, равную приблизительно половине глубины полости детали. Перед вторым переходом (фиг. 2) жесткую накладку 5 удаляют, к контейнеру 4 прикладывают усилие пресса и производят окончательную вытяжку.
Использование дополнительного перехода в предлагаемом способе вытяжки эластичной средой приводит к перераспределению деформаций и напряжений в донной части заготовки.
В ходе деформирования накладка блокирует центральную зону заготовки от чрезмерного утонения. Блокирование обеспечивается силами трения по поверхностям контакта заготовки и накладки, возникающими в результате ее прижатия к заготовке деформирующим давлением со стороны эластичного пуансона. В результате интенсивного блокирования, сечение, опасное с точки зрения чрезмерного утонения и возможного разрушения, смещается от полюса заготовки к фланцу, т.е. в более упрочненную и имеющую большую толщину стенки зону. Тем самым, обеспечивается высокая равномерность толщины стенки формуемой детали, что приводит к повышению качества готового изделия, и создается возможность достижения большей глубины вытяжки, что расширяет технологические возможности операции. Кроме того, накладка центрирует заготовку при вытяжке, удерживая ее от возможного смещения относительно эластичного пуансона, что особенно важно при вытяжке сложных и несимметричных в плане деталей.
Способ дает возможность получать детали с высокой равномерностью толщины стенки, что повышает их прочность и жесткость, ведет к увеличению надежности и ресурса использования. Для изготовления деталей представляется возможность использовать листовой металл меньшей толщины, что приводит в итоге к снижению веса детали и всей конструкции в целом.
Пример конкретной реализации способа
Производилась экспериментальная вытяжка цилиндрических деталей из листовой заготовки толщиной 1,5 мм из материала Д16АМ, диаметр матрицы 70 мм. Эластичный пуансон выполнен из резины марки 3826. На первом переходе использовалась жесткая накладка диаметром 50 мм, имеющая скругления по всему контуру радиусом 8 мм. Вытяжка на первом переходе производилась давлением 10 МПа, на втором - 30 МПа. По сравнению с известным способом вытяжки неравномерность толщины стенки детали уменьшилась примерно в два раза.
Источники информации
1. Исаченков Е.И. Штамповка резиной и жидкостью. - М.: Машиностроение. 1967, с. 36-37,164-166.
2. АС СССР 1202664, кл. B 21 D 22/10, 15.01.80. БИ N2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2002 |
|
RU2223835C1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2006 |
|
RU2313415C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2069593C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2086331C1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1994 |
|
RU2086329C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ НА РАСТЯЖЕНИЕ | 2002 |
|
RU2226682C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2170634C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089313C1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
Изобретение относится к области обработки металлов давлением, в частности к холодной штамповке, конкретнее к способам вытяжки эластичными средами, и может быть использовано для изготовления деталей из листовых заготовок. Сущность: вытяжку эластичной средой плоской заготовки осуществляют эластичным пуансоном в жесткую матрицу за два перехода. На первом из них в центральной зоне между эластичным пуансоном и заготовкой устанавливают жесткую накладку. Накладка имеет в плане форму, подобную форме дна детали, площадь, вдвое меньшую, и скругления по всему контуру радиусом не менее пяти толщин материала заготовки. Техническим результатом изобретения является повышение качества изготовления деталей. 2 ил.
Способ вытяжки эластичной средой плоской заготовки эластичным пуансоном в жесткую матрицу, отличающийся тем, что вытяжку осуществляют за два перехода, на первом из них в центральной зоне между эластичным пуансоном и заготовкой устанавливают жесткую накладку, имеющую в плане форму, подобную форме дна детали, площадь, вдвое меньшую, и скругления по всему контуру радиусом не менее пяти толщин материала заготовки.
| Способ многопереходной вытяжки эластичной средой полых деталей из листового металла | 1982 |
|
SU1202664A1 |
| Штамп для обработки листового материала | 1977 |
|
SU651874A1 |
| US 5119658 A, 09.06.1992. | |||
