11зобрете} ие относится к области обработки металлов давлением.
Известен способ ковки заготовки, включаюн;ий обжим затотовки по участкам с нериодической подаче заготовки вдоль ее нродольной осн.
Повышенно качества ноковкн обеспечивается тем, что но предлагаемому способу обжим каждого участка заготовки осуществляют но зонам путем относительного перемещения заготовки и инструмента в направлении, иернеидикулярном оси нодачи заготовки.
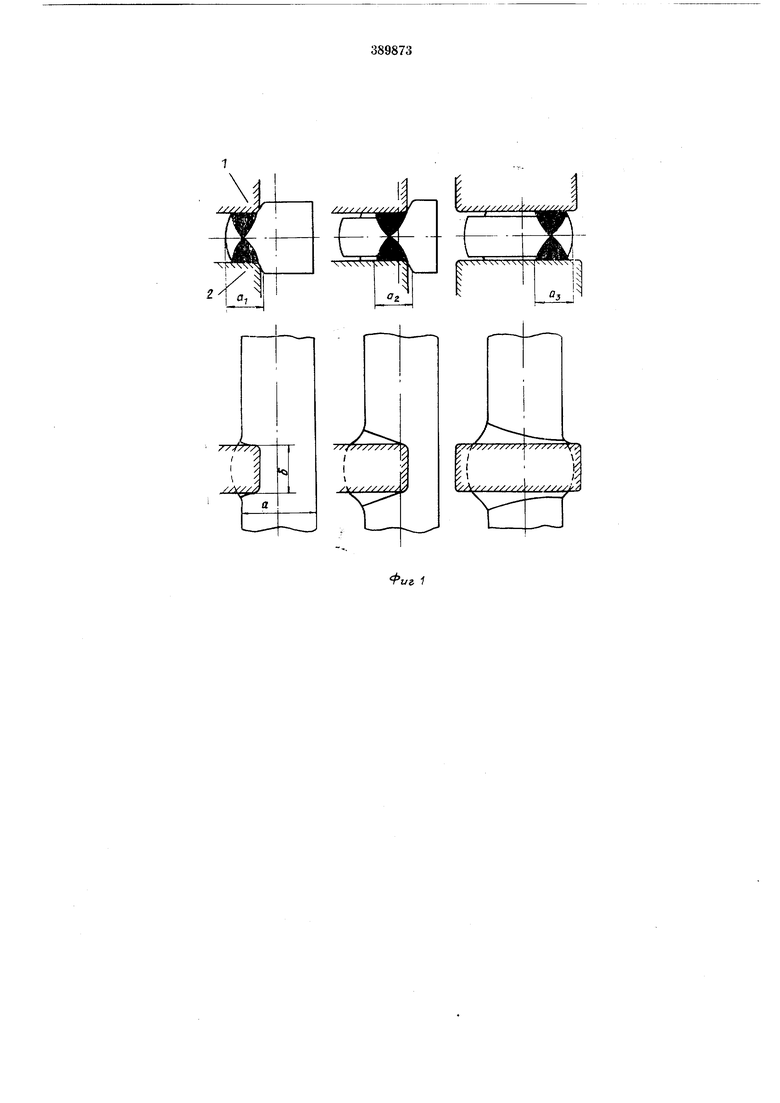
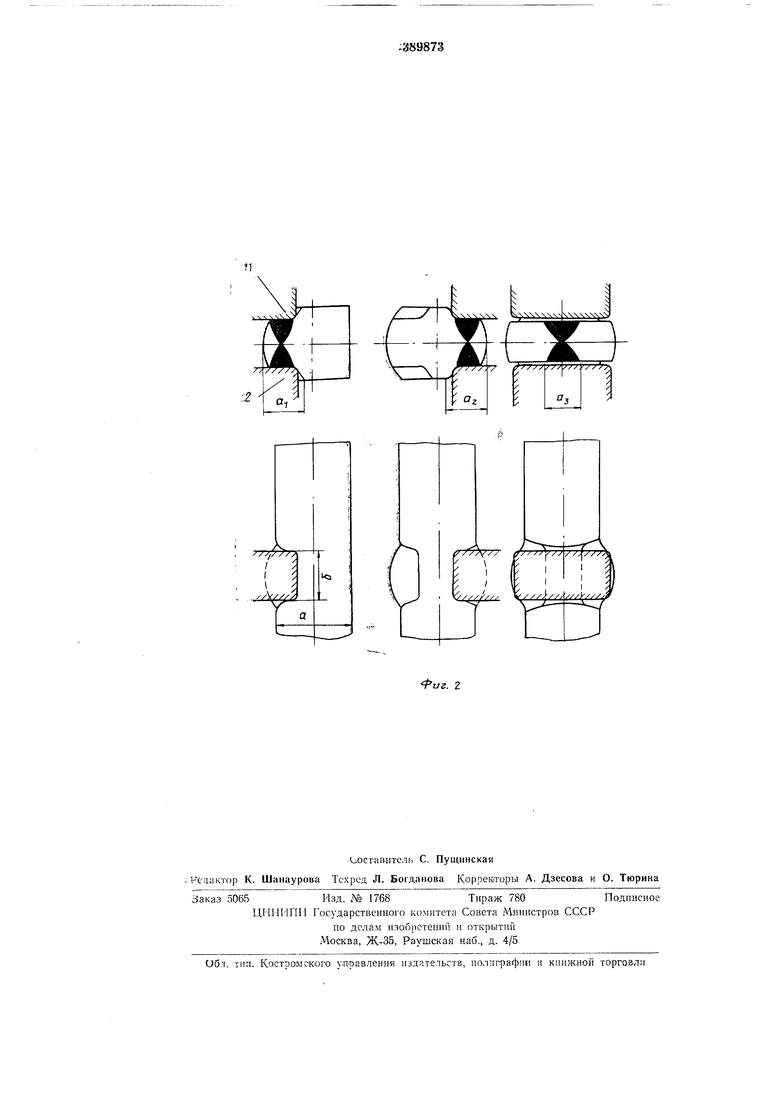
Фиг. 1 и 2 и,1люстрируют нредлагаемый снособ.
Нагретую до ковочной температуры заготовку шириной а подают под пресс или молот н обжимают плоскими верхним У и нилсним 2 бойками. Обжим заготовки осуществляют по участкам с нериодической подачей заготовки вдоль ее продольной оси. Обжим каждого учаетка, в свою очередь, осуществляют по зонам «1, 02, оз путем относительного перемещения заготовки и инструмента в ианравлении, перпендикуляриом оси нодачн заготовкн.
При таком осуществлении способа очаг деформации занимает часть поперечного сечения заготовки - зону ai, после перемещения заРочоБки в направлении, пернендикулярном
оси подачи заготовки - а, а затем %, при этом в последней случае бойки перекрывают все поперечное сечение заготовки, но обжатию подвергается только часть заготовки.
Деформация, неизбежная но границам очага деформации, распределяется последовательно в тре.х зонах поперечного сечения заготовки и с учетом абсолютного уменьщения объема очага деформацнп оказывается значительно С1н-1женной,, что приводит к равномерности проработки структуры по сечению.
После ковки каждого участка заготовку подают вдоль оси на щирину бойков б и цикл обжатий повторяют, причем обжатие начинают с противоположной по ширине стороны заготовкн, что исключает искрнвленне продольной оси поковки.
П р е д е т изобретения
Способ ковки заготовки, включающий обжнм заготовки по участкам с периодической подачей заготовкн вдоль ее продольной оси, отличающийся тем, что, с целью повышения качества поковки, обжим каждого участка заготовкн осуществляют по зонам путем относительного перемещения заготовкн и инструмента в направлении, перпендикулярном осн нодачи заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2008994C1 |
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Способ ковки заготовок | 1981 |
|
SU1038037A1 |
| СПОСОБ ПРОТЯЖКИ ЗАГОТОВКИ | 1995 |
|
RU2083309C1 |
| Инструмент для радиальной ковки | 1983 |
|
SU1144753A1 |
| Способ протяжки заготовок | 1989 |
|
SU1609544A1 |
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2009 |
|
RU2417856C1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655527C1 |