Изобретение относится к заготовительному производству металлообрабатывающей и машиностроительной промышленности, в частности к конструкции штампов для резки заготовок полосового материала и направлено на дальнейшее совершенствование известных конструкций штампов для резки.
Известны различные конструктивные штампы для резки заготовок полосового материала.
Известен штамп для резки листового материала, состоящий из неподвижной нижней и подвижной верхней плит, с смонтированными на них режущими элементами, а также прижимами, причем нижний прижим снабжен поворотными разноплечими рычагами, короткие плечи которых соединены планкой, при этом на длинных плечах рычагов установлены регулировочные упоры [1]
К недостаткам известного штампа относятся малый ресурс использования режущего инструмента (одноразовое использование режущего инструмента), а также сложность замены режущего инструмента при его износе за счет сборки и разборки штампа.
Известен штамп для резки заготовок полосового материала, содержащий неподвижную нижнюю и подвижную верхнюю плиты со смонтированными на них режущими инструментами, а также подпружиненный прижим [2]
Недостатками указанного штампа для резки являются следующие:
ненадежность конструкции штампа при резке листовой полосы h > 20 мм;
сложная конфигурация ножей;
малый ресурс использования режущего инструмента (одноразовое использование).
Технический результат, достигаемый изобретением, состоит в обеспечении увеличения производительности, облегчении обслуживания за счет сокращения вспомогательного времени на замену режущего инструмента без сборки и разборки штампа.
Кроме того, в штампе предусмотрена возможность взаимозаменяемости режущего инструмента (верх, низ).
Сущность изобретения заключается в том, что штамп для резки заготовок полосового материала, содержащий неподвижную нижнюю и подвижную верхнюю плиты со смонтированными на них режущими инструментами, а также подпружиненный прижим, снабжен подвижными в поперечном направлении клиньями для регулировки положения режущих инструментов, установленных с возможностью взаимодействия с последними, а режущие инструменты установлены подвижно в продольном направлении. В режущих инструментах и клиньях по их толщине выполнены взаимно перпендикулярные регулировочные пазы.
Режущие инструменты, а также их режущие кромки, в рабочем положении взаимозаменяемы.
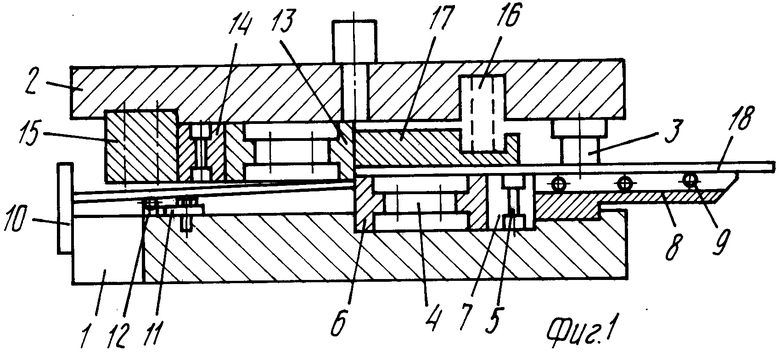
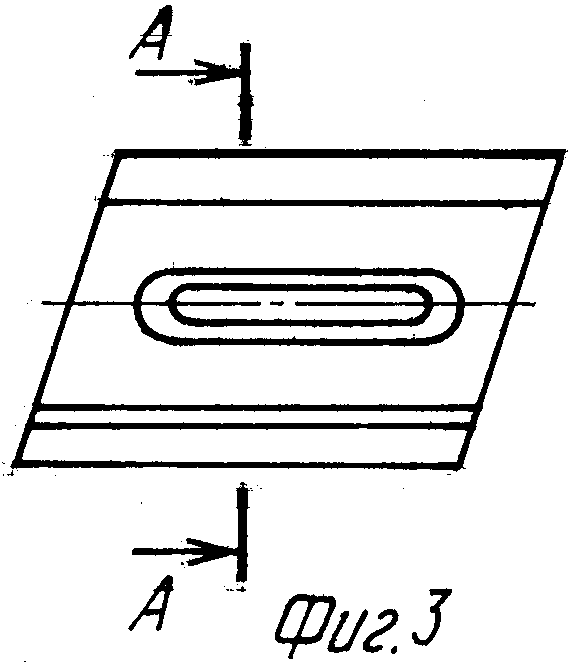
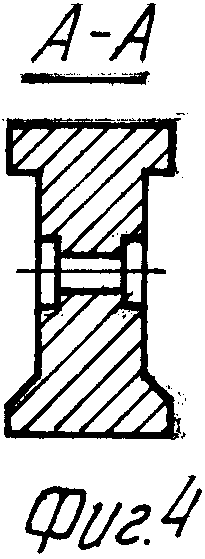
На фиг. 1 показан продольный разрез штампа; на фиг.2 вид в плане нижней половины штампа; на фиг.3 конфигурация режущего инструмента; на фиг.4 сечение А-А на фиг.3.
Штамп для резки заготовок полосового материала состоит из нижней плиты 1 и верхней плиты 2 с направляющими колонками 3. На нижней плите 1 штампа крепят на винты подвижные, с продольными сквозными пазами 4 и 5, режущий инструмент 6 и клин 7, который служит для регулировки зазора и жесткого подпора режущего инструмента 6 от распорного усилия во время реза заготовки, а также приемник 8 с роликами 9 для подачи заготовки, являющийся упором для клина 7, ограничитель 10 подачи полосы и опрокидыватель 11 с роликом 12.
Режущий инструмент 6 и клин 7 установлены подвижно в продольном и поперечном направлениях соответственно.
На верхней плите 1 крепят режущий инструмент 13 и клин 14, упор 15 для клина 14, а также подпружиненный пружиной 16 прижим 17 для отрезаемой полосы 18. Режущие инструменты верхней и нижней плит в комплекте с соответствующими клиньями выполнены идентично друг другу.
Конструкция штампа с углом торцевого реза α 10о режущего инструмента 6 и 13 (фиг.2 и 3) обеспечивает конфигурацию отрезаемых заготовок, например, ножей барабана, силосоуборочного комбайна левого направления, для изготовления ножей правого направления необходимо режущий инструмент перевернуть на 180о вокруг горизонтальной оси.
С другой стороны, если режущий инструмент перевернуть на 180о вокруг вертикальной оси, то затупившуюся режущую кромку заменяют на пригодную для резки, так как режущий инструмент 6 и 13 имеет с каждой стороны (фиг.3 и 4) по две режущие кромки.
Таким образом, используемые в штампе режущий инструмент 6 и 13 каждый с четырьмя режущими кромками взаимозаменяем, следовательно, его можно использовать как в верхней плите 2, так и в нижней 1, а также менять затупившиеся режущие кромки на годные, исключив изготовление нового режущего инструмента.
Работа штампа для резки заготовок из полосового материала осуществляется следующим образом.
Холодная или нагретая полоса 18 вручную подается на приемник 8 по роликам 9, проталкивается в рабочую зону до упора 10. При рабочем ходе пресса траверса пресса с закрепленной на ней верхней плитой 2 по направляющим колонкам 3 опускает вниз прижим 17, с помощью пружин 16 прижимает полосу 18. При дальнейшем перемещении траверсы вниз под воздействием на полосу 18 подпружиненного прижима 17 и режущего инструмента 13 и 6 осуществляется резка заготовки. При этом перед осуществлением процесса резки с помощью перемещения в поперечном направлении клиньев 7 и 14 регулируют зазор между нижним режущим инструментом 6 и верхним режущим инструментом 13. При обратном ходе траверсы пресса плита 2 поднимается вверх, прижим 17 разгружается и под действием пружин 16 устанавливается в исходное положение. Отрезанная заготовка под действием смещенного центра тяжести опрокидывается с ролика 12 и скатывается в контейнер, при этом образуется пространство, необходимое для свободного проталкивания полосы 18 до упора 10.
Последующая работа штампа протекает в описанной выше последовательности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| СПОСОБ РЕЗКИ ГОРЯЧЕГО ПРОКАТА | 1997 |
|
RU2121414C1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Установка для резки полосового материала | 1987 |
|
SU1447580A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА | 1996 |
|
RU2100150C1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
| Штамп для обработки полосового и ленточного материала | 1982 |
|
SU1034817A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| ШТАМП ДЛЯ ОТРЕЗКИ ЗАГОТОВКИ ОТ ПОЛОСЫ | 1970 |
|
SU258246A1 |

Использование: заготовительное производство металлообрабатывающей и машиностроительной промышленности, резка заготовок полосового материала. Сущность изобретения: штамп для резки заготовок полосового материала содержит неподвижную нижнюю и подвижную верхнюю плиты, на которых смонтированы режущие инструменты, взаимодействующие с клиньями их регулировочного положения. В режущих инструментах, установленных подвижно в продольном направлении и клиньях, установленных подвижно в поперечном направлении, выполнены взаимно перпендикулярные сквозные пазы. Для прижима разрезаемой полосы служит смонтированный на верхней плите подпружиненный прижим. 1 з.п.ф-лы, 4 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для резки листового материала | 1972 |
|
SU477792A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
