Изобретение относится к области заготовительного производства машиностроительных заводов и может быть использовано при резке проката на заготовки.
Известен штамп для резки проката, содержащий верхнюю и нижнюю плиты, установленный на нижней плите корпус, подвижны и неподвижный ножи с режущими элементами и механизмами зажима разрезаемого проката, один Из которых, установленный с возможностью взаимодействия с прижимом : подвижного ножа, снабжен основным и дополнительным поворотными рычагами 1 .
Недостатком известного штампа является то, что для обеспечения потребного усилия зажима отрезаемой части проката смонтировано дополнительное силовое устройство, требующее повышения технологического усилия пресса, что приводит к дополнительным затратам энергии.
Целью изобретения является упрощение конструкции штампа и снижение энергетических затрат за счет исключения дополнительного усилия для зажима отрезаемой части проката.
С этой целью в штампе для резки проката, содержащем верхнюю и ниж.нюю плиты, установленный на нижней плите корпус, подвижный и неподвижный ножи с режущими элементами и механизмами зажима разрезаемого проката, один из которых, установленный с возможностью взаимодействия с прижимом подвижного ножа, снабжен
10 основньМ и дополнительным поворотными рычагами, основной сычаг механизма подвижного ножа смонтирован на корпусе, дополнительный рычаг установлен на основном рычаге
15 и связан с верхней плитой, при этом режущий элемент подвижного ножа смонтирован на основном рычаге, а прижим - на дополнительном рычаге механизма зажима..
20
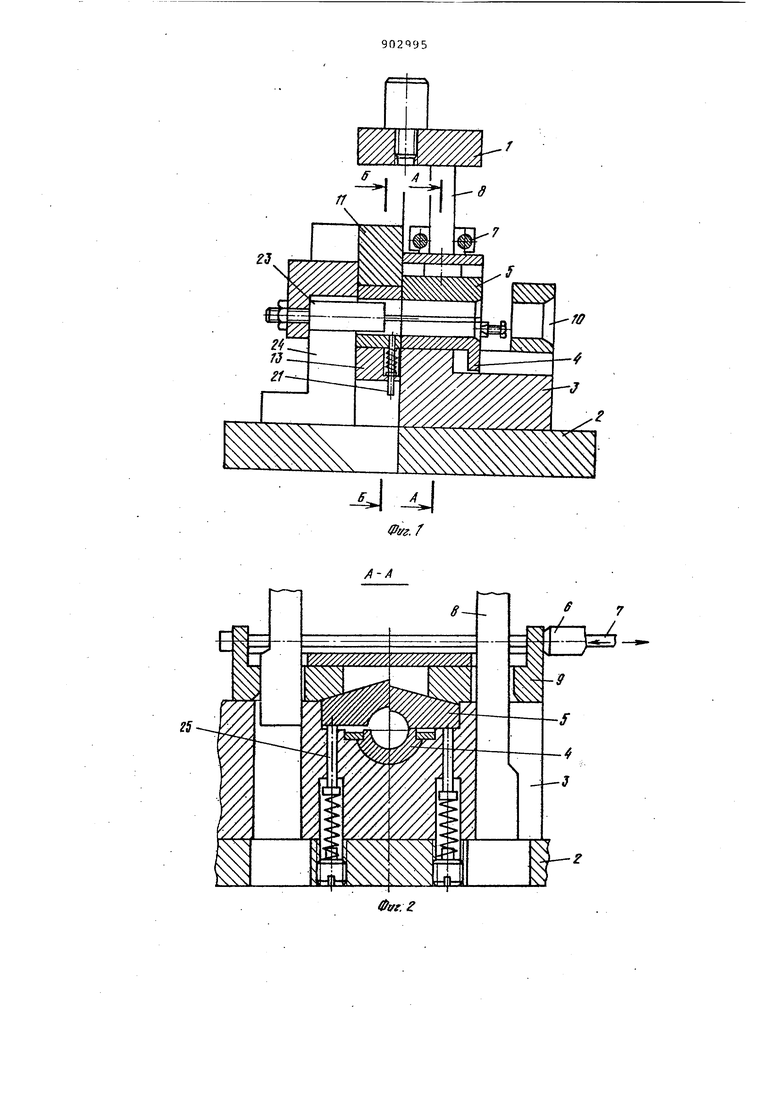
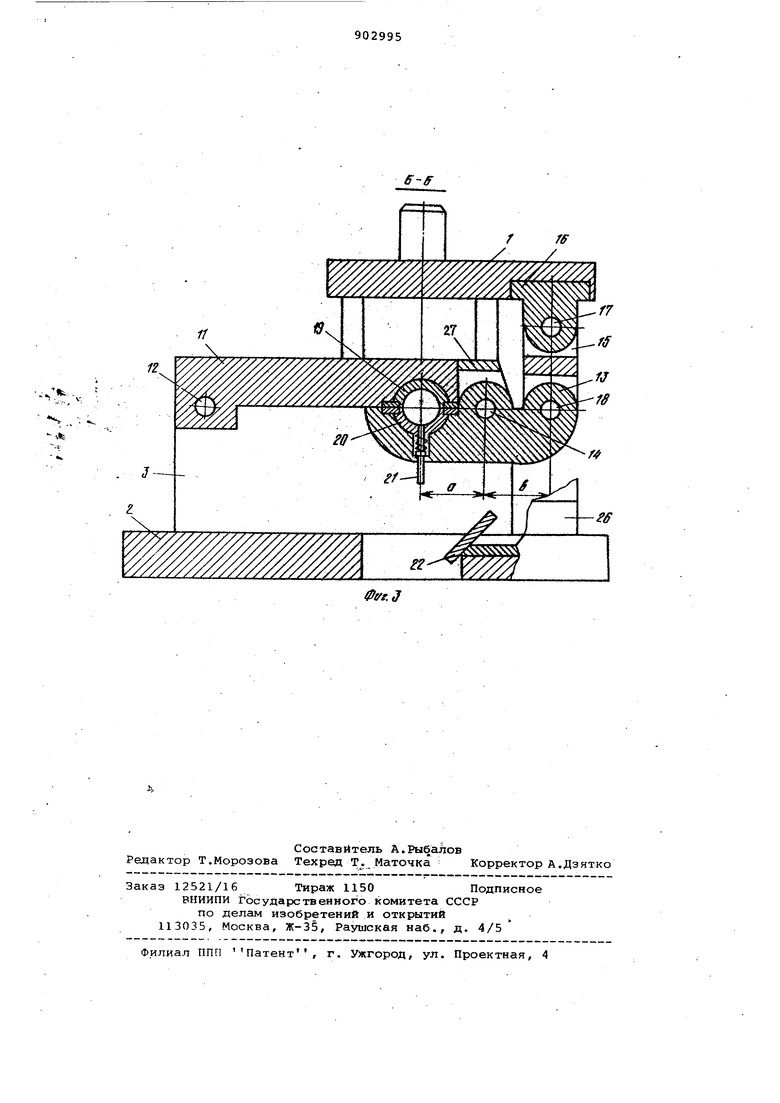
На фиг. 1 изображен общий вид штампа для резки проката,- разрез; на фиг; 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1
Штамп для резки проката. Содержит
25 соединенную с ползуном пресса верхнюю плиту 1 и закрепленную на станине пресса нижнюю плиту 2, на которой установлен корпус 3. Неподвижный нож 4 оснащен механизмом зажима
30 основной части проката, выполненньвч в виде прижимов 5, которые передают усилие зажима от привода б с помощью тяг 7. На верхней плите закреплены клинья 8, удерживагогдие ползушки 9 в отведенном состоянии. На корпусе 3 смонтирована направляющая 10 для подаваемого проката. Механизм зажима отрезаемой части проката состоит из рычага 11,смонтированного на корпусе на оси 12,и рычага 13,связанного с рычагом 11 общей осью 14,а через вилку 15, опору 16с верхней плитой посредством осей 17и 18, На рычаге 11 смонтирован подвижный нож 19,на рычаге 13 - прижим 20, образующий с подвижным ножом по лость для размещения проката. Для удаления заготовки из прижима 20 в нем установлен подпружиненный выталкиватель 21, взаимодействующий с закрепленным на нижней плите 2 упором 2 2, На рычаге 11 смонтирован упор 23 ограничивающий подачу проката. Для устойчивой работы рычагов на плите 2 закреплена направляющая стойка 24 Кроме того, в нижней плите 2 расположены подпружиненные толкатели 25, обеспечивающие освобождение проката от зажима, а в направляющей стойке 26 выполнен упор 27, огр ничивающий поворот рычага 11, Устройство работает следующим образом. Прокат подается через направляющ 10 в пространство между неподвижным ножом 4 и прижимами 5, и далее меж дубножом 19 и в этот момент отведен ным прижимом 20 до упора 23. При ходе ползуна пресса вниз вер няя плита 1 с клиньями 8 и опорой 16 начинает двигаться также вниз. . При дальнейшем движении вниз клинья 8 перестают удерживать в отведенном состоянии ползушки 9 и они устремляются к центру, передавая усилие о привода 6 на прижимы 5, тем самым производят выбор зазора между рабочим профилем неподвижного ножа 4, прижимами 5 и разрезаемым прокатом, а также его радиальный зажим. При движении верхней плиты вниз, она через опору 6 и вилку 15 сообщает перемещение рьгчг1гу 13. Рычаг 1 начинает вр&щаться вокруг оси 14 до --полного смыкания прижима 20 и подвижного ножа 19 на прокате, В момент, когда величина зажима сортамента достигнет § , произой дет отделение заготовки от сортамента. где РСР усилие среза; а и b - плечи рычага 13. Изменяя плечи рычага можно изменять величину зажима отрезаемой заготовки. При обратном ходе верхней плиты 1 вверх клинья 8, действуя своими скосами на ползушки 9, отводят их в исходное положение, а прижимы 5 под действ1 ем трл ателей, 25 приподнимаются и освобождают . от зажима прокат для его подачи вновь. При дальнейшем ходе вверх рычаг 11 встречается с упором 27 и останавлйвается, а рычаг 13 начинает вращаться вокруг оси 14. В момент когда верхняя плита приближается к своему верхнему положению, выталкиватель 21 упирается в упор 22 и удаляет заготовку из прижима 20. С этого момента устройство готово к новому рабочему циклу. Применение описанного изобретения позволит упростить конструкцию штампа и снизить энергетические затраты за счет исключения дополннтельного усилия для зажима отрезаемой части проката. Формула изобретения Штамп для резки проката, содержащий верхнюю и нижнюю плиты, установленный на нижней плите корпус, подвижный и неподвижный ножи с режущими элементами и механизмами зажима разрезаемого проката, один из которых, установленный с возможностью взаимодействия с прижимом подвижного ножа, снабжен основным и дополнительным поворотными рычагами, о тличающийся тем, что, с целью упрощения конструкции и сни- . жения энергетических затра-т за-счет исключения дополнительного усилия для зажима отрезаемой части проката, основной рычаг механизма зажима подвижного ножа смонтирован на корпусе, дополнительный рычаг установлен на основном рычаге и связан с верхней плитой, при этом режущий элемент подвижного ножа смонтирован на основном рычаге а прижим - на дополнительном рьггаге механизма зажима. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 562391, кл. В 23 D 23/00, 04.01.76.
fj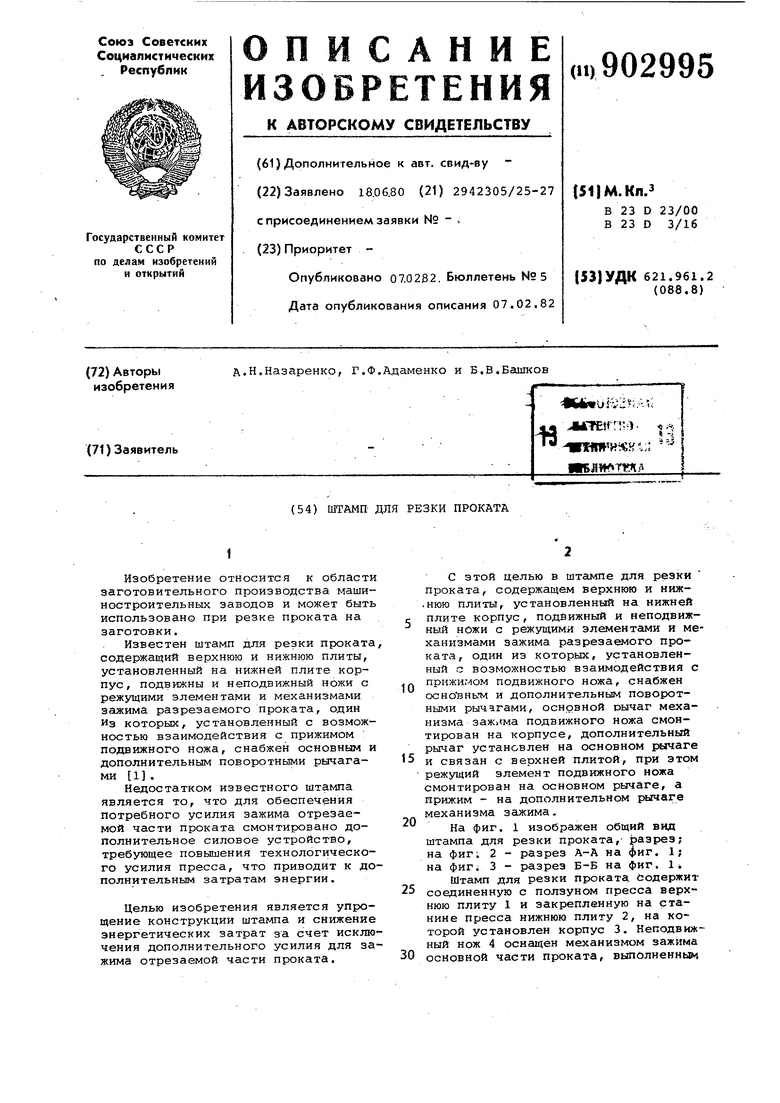
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1981 |
|
SU1159730A2 |
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
| Устройство для резки трубчатых заготовок | 1976 |
|
SU562391A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОКАТА | 1989 |
|
RU2025227C1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для резки проката | 1989 |
|
SU1696180A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |