Изобретение относится к способам обработки исходных материалов с изготовлением из них сверхпроводников, в частности к способам формования трудных для обработки исходных материалов для окисных или керамических сверхпроводников.
Известно, что некоторые материалы и соединения обладают сверхпроводимостью. Сверхпроводники используются в различных областях техники, в частности в обмотках двигателей, сверхпроводящих кабелях, испытательных катушках, приводах, катушках магнитострикторов и проводах с испарительным охлаждением. Однако многие из этих сверхпроводящих материалов, которые, очевидно, проводят ток через электронные дырки или в некоторых случаях через электроны, чрезвычайно плохо поддаются обработке, необходимой для придания им соответствующей формы. Сверхпроводники обычно изготавливают из относительно хрупких материалов, таких как керамика, керамико-металлические соединения (керметы) и окиси металлов, которым с большим трудом придается необходимая и полезная форма.
Краткий обзор химических рефератов недавно опубликованной технической литературы показал, что для использования в качестве сверхпроводников предлагаются следующие окисные материалы, включающие соединения, фазы, смеси, легированные материалы и т.д.
YBA2C2O7-x
MAb2Cu3O7 M Nd, Dy, Er, Tm или их смеси
MBA2Cu3O6 M Sc, Ho
La2-xSnxCO4
La2CuO4, легированная фтором
YBa2Cu3O6,8, легированная фтором
EuBa2Cu3O9-x
EuBa2(Cu1-yMy)3O9-x M Cr, Mn, Fe, Co, Ni или Zn
GdBaCu3O7-x
Ba2SmCu3O9-x
InSnO2
La2-xMxCuO4
La2-xSrxCO4
Ba2YCu2O9-y
GdBa2Cu3O7-x
YBa2(Cu1-xFex)3O7-y
Y1,2Ba0,8/4Cu4O16-x
YBa3Cu3OFx
Y3-xBaxCu2O7-y
Bi-Sr-Cu-O система
La3-xBa3-xCu6O14-y
YBa2Cu3O7-xy
EuBa2Cu3Ox
YBa2Cu3O9-y
La1,85Sr0,15CuO4
Ba2RCu3OxR Gd, Ho, Er или Dy
YBa2(G1-xAgx)3O7-y
YBa2(CuO0,94FeO0,06)3O9-y
YBa2Ag3Ox
La2CuO4-y
DyxBa1-xCuO3-x
Окиси молибдена и бронзы щелочномолибденовая бронза
Окиси Nb, Si, Al
Окиси Gd, Al, Nb
BaPb1-xBixO3
Nb/Al-Al2O3
NbGe-Al-O
Окиси Pb, Bi, In
Li1-xTi2-xO4
TlCaBaCu2O8+x, где х 1
TlCa2Ba2Cu3O10+x
Предлагаемые методы формирования сверхпроводников включают измельчение окиси с образованием сверхтонких частиц, экструдирование этих сверхтонких частиц и нанесение связующего вещества на сверхпроводящие материалы или исходные материалы для связывания данного материала в процессе формования.
Однако различные проблемы, связанные с получением сверхтонких частиц, включают затраты, необходимые для уменьшения размера частиц, низкую прочность и избыточное число границ зерен, которые ограничивают сверхпроводимость. Проблемы, связанные с использованием связующих веществ, включают загрязнение сверхпроводящих материалов этими связующими веществами, которые не удаляются полностью во время спекания, низкая прочность и сложные технологии обработки.
Альтернативный и успешный способ получения сверхпроводящих материалов включает интенсивное измельчение металлического порошка сплава исходного материала и окисление сплава исходного материала с образованием сверхпроводящего материала [1]
Образованные сплавы исходных материалов успешно подвергали термообработке для окисления с целью получения сверхпроводящей проволоки.
Однако возникли трудности на стадиях интенсивного измельчения металлического порошка с целью получения нужного сплава исходного материала для окисного сверхпроводника и формования сплава на месте хрупких интерметаллических фаз. Во время высокоинтенсивного измельчения серебра с компонентами окисного сверхпроводника могут образовываться различные интерметаллические соединения. Например, при высокоинтенсивном совместном измельчении порошков Ag, Ba, Cu и Y образуются следующие интерметаллические соединения Ag5Ba, Cu5Ba, AgY, Ag6Y, CuY, Cu4Y2, Cu4Y и Cu6Y. Эти интерметаллические соединения ухудшают пластичность и увеличивают трудности, связанные с обработкой или формованием сплава исходного материала с целью придания ему необходимой формы.
Целью изобретения является получение длинномерного изделия из высокотемпературного сверхпроводника путем механического формования непластичных исходных материалов.
Предлагаемым изобретением предусматривается способ получения серебросодержащих исходных материалов для сверхпроводников, включающих малые количества интерметаллических соединений. Порошки, содержащие металлические компоненты окисного сверхпроводника, подвергают высокоинтенсивному измельчению в течение заранее определенного периода времени с целью увеличения однородности металлических компонентов окисного сверхпроводника. Затем с помощью высокоинтенсивного измельчения с этим металлическими компонентами смешивается серебро. Смешанные серебряный и металлические компонентами окисного сверхпроводника прессуются с образованием серебросодержащего сплава исходного материала. Прессованный порошок сплава предпочтительно подвергают горячей обработке при температуре, которая равняется по крайней мере половине (50%) температуры плавления сплава исходного материала в градусах Кельвина.
Изобретение включает несколько стадий обработки для получения сверхпроводников с высокой критической температурой (Тс), имеющих необходимую форму, такую как сверхпроводящая катушка с электрической емкостью 100 А/виток. Предлагаемый способ включает высокоинтенсивное измельчение или предпочтительно механическое легирование с целью получения серебросодержащего сплава исходного материала для окисных сверхпроводников. Для достижения целей настоящего изобретения механическое легирование осуществляется путем измельчения порошка так, как это описывается в патентах США [2 и 3] Обрабатываемость исходного материала для окисного сверхпроводника имеет непосредственное отношение к распределению и количеству интерметаллических соединений, содержащихся в исходном материале для окисного сверхпроводника. Начальные испытания с использованием исходного материала для окисного сверхпроводника, представляющего окись 1-2-3 Y-Ba-Cu не позволили достичь желательных результатов. Серебро добавляют к исходному материалу для сверхпроводника, представляющую окись 1-2-3 Y-Ba-Cu, для увеличения пластичности. Кроме того, серебро уменьшает реакционную способность порошков исходного материала и увеличивает однородность смеси во время измельчения. В некоторых случаях серебро может быть частью исходного материала для сверхпроводника. Однако было установлено, что высокоинтенсивное измельчение исходного материала для сверхпроводника, представляющего окись 1-2-3 Y-Ba-Cu с содержанием серебра, приводит к образованию избытка интерметаллических соединений, которые оказывают плохое влияние на пластичность исходного материала. При обработке порошков 1-2-3 Y-Ba-Cu в сочетании с серебром образуется избыточное количество интерметаллических соединений, содержащих серебро и медь. Считается, что интерметаллические соединения, содержащие серебро и медь, представляют Ag5Ba, Cu5Ba, AgY, Ag6Y, CuY, Cu4Y2, Cu4Y и Cu6Ba.
Было установлено, что высокоинтенсивное измельчение и предпочтительно механическое легирование можно осуществлять в виде двухстадийного процесса, в результате чего значительно уменьшается количество образуемых интерметаллических соединений. На первой стадии производят высокоинтенсивное измельчение металлических компонентов исходного материала для сверхпроводника, таких как порошок иттрия, бария и меди, с целью получения более однородной смеси порошка. Наиболее благоприятным является механическое легирование металлических порошков для достижения более однородного распределения смеси порошка.
На второй стадии предлагаемого способа к порошку сплава исходного материала добавляют серебро с целью смешивания серебра с этим порошком. Вторая стадия смешивания предпочтительно осуществляется только в течение периода времени, достаточного для равномерного распределения серебра в порошке сплава исходного материала. Излишнее высокоинтенсивное измельчение или механическое легирование может привести к нежелательному образованию ненужных дополнительных хрупких интерметаллических соединений, содержащих серебро. Хотя образование интерметаллических соединений, содержащих серебро, полностью не устраняется, с помощью этого изобретения их количество значительно снижается. Было установлено, что уменьшение интерметаллических соединений, содержащих серебро, значительно повышает обрабатываемость исходного материала для сверхпроводника, содержащего серебро. Высокоинтенсивное измельчение по предлагаемому изобретению также уменьшает количество трещин в сплаве исходного материала, которые после окисления снижают Тс сверхпроводящего материала.
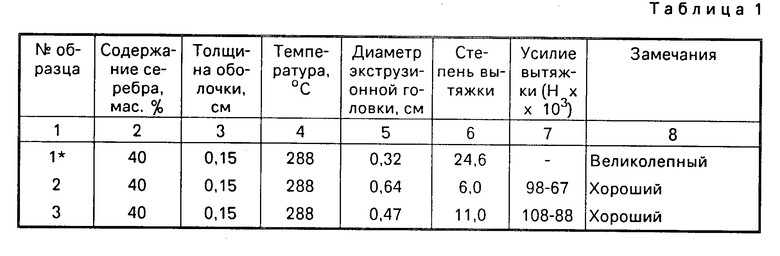
Сначала серебросодержащие исходные материалы для сверхпроводников помещают в атмосфере аргона в серебряную оболочку. Порошки 1-2-3 Y-Ba-Cu, смешанные с 40, 60 и 75 мас. серебра, запрессовывают в серебряную оболочку с образованием заготовок для испытания. Во время вытяжки и/или прокатки испытуемых заготовок через обычные вытяжные формы и/или валки возникают определенные проблемы. После вытяжки целевые продукты представляют проволоку с серебряной оболочкой диаметром 0,12 см. Однако целевые продукты характеризуются плохой плотностью и значительным растрескиванием. Растрескивание включает поперечные трещины и даже редкие продольные трещины. Кроме того, серебряная оболочка деформируется в большей степени, чем сердечник серебросодержащего сплава исходного материала.
В качестве альтернативного метода изготовления проволоки проводили гидростатическую экструзию. При получении порошка вначале вычисляли атомное отношение в сверхпроводнике 1-2-3 Y-Ba-Cu. К порошку иттрия, бария и меди добавляли 0,280 мас. серебряного порошка для образования граммовых навесок. Навески порошка взвешивали в атмосфере азота высокой частоты. Используемые материалы включали порошок Y с размером частиц -40 меш. (-420 мк), порошок Сu с размером частиц -100 меш. (-149 мк), порошок Ag с размером частиц -100 меш (-149 мк) и кусочки Ва размером -1,9 см, которые загружали в контейнер мельницы "Спекс". "Спекс" является торговой маркой фирмы "Спекс индастриз, инк", используемой для описания высокоскоростной вибрационной мельницы. Высокоинтенсивное измельчение в мельнице "Спекс" производили в течение 22 ч с использованием камеры объемом 65,2 см3, в которой находились три стальных шарика с диаметром 1,3 см. Для образцов 9-14 (табл.1) после измельчения порошка 1-2-3 Y-Ba-Cu в течение 21 ч добавляли серебряный порошок с размером частиц -100 меш (-149 мк) и затем подвергали высокоинтенсивному измельчению в мельнице "Спекс" еще в течение 1 ч, что в общей сложности составило 22 ч высокоинтенсивного измельчения. Образец 17 подвергали высокоинтенсивному измельчению в мельнице "Спекс" без серебра в течение 22 ч. После чего к образцу 17 добавляли серебряный порошок. Затем образец 17 подвергали высокоинтенсивному измельчению в мельнице "Спекс" в течение 1 мин. После высокоинтенсивного измельчения в мельнице "Спекс" эти порошки прессовали в холодном состоянии в атмосфере аргона в серебряных оболочках. Серебряный оболочки имели наружный диаметр 1,6 см, диаметр сердечника от 0,8 до 1,3 см, длину от 4,1 до 9,6 см, длину внутреннего сердечка от 3,2 до 7,1 см и толщину оболочки 0,15 и 0,28 см. Образец 14 прессовали в вакуумированной камере. Серебряную оболочку затем закрывали серебряной заглушкой и запаивали при помощи сварки вольфрамовым электродом в среде инертного газа, в результате чего была получена заготовка. Заготовки для гидростатической экструзии обрабатывали механическим путем с целью придания конической формы одному концу каждой заготовки для облегчения контакта между заготовкой и экструзионной головкой гидростатического экструдера. Полученные заготовки помещали в экструдер, действующий при различных температурах, давлениях и размерах экструзионной головки. Результаты испытания приведены в табл.1.
Нагрузочные усилия вытяжки увеличивали в результате применения более высоких степеней обжатия, более низких температур и меньшего содержания серебра. Уменьшение содержания серебра с 40 до 20 мас. увеличивало нагрузку вытяжки примерно на 25% Предпочтительные результаты экструзии были получены при использовании образцов, в которые серебряный порошок добавляли на второй стадии, производя экструдирование при температурах выше 288оС при скорости вытяжки 25,4 см/мин. Наиболее предпочтительно, чтобы температура экструзии была 316оС или выше.
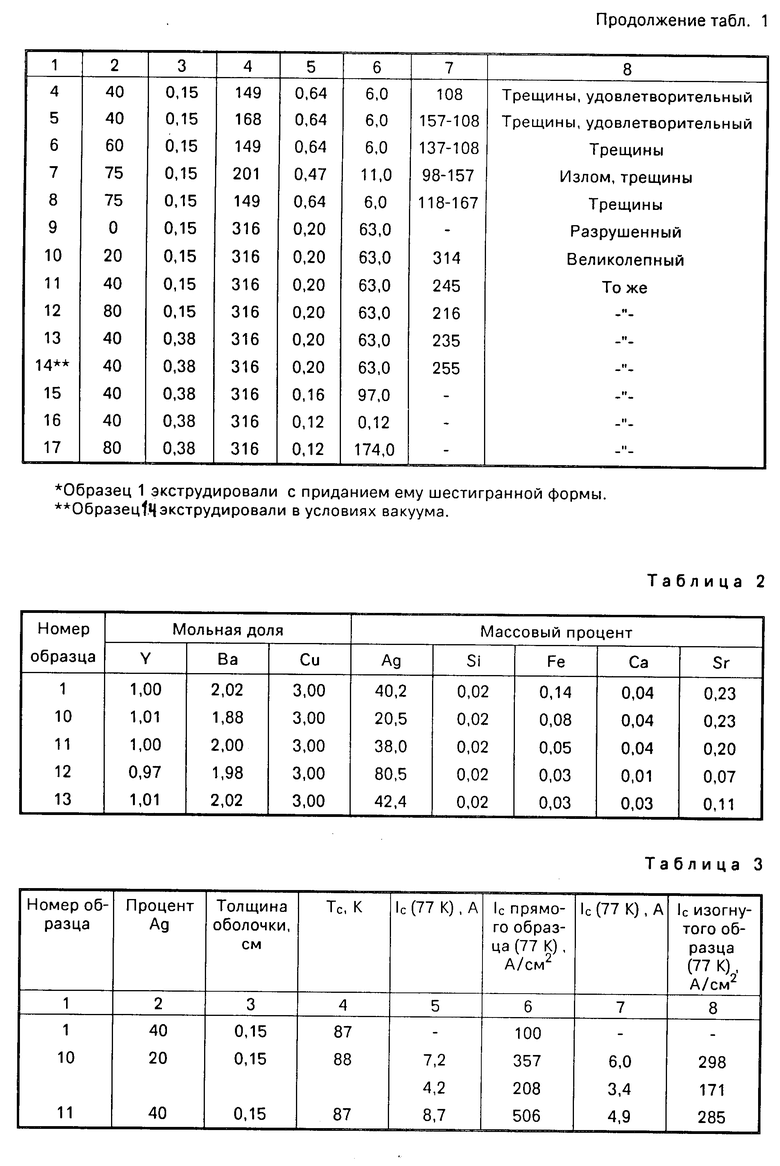
В табл.2 приведены данные химического анализа для нескольких отобранных образцов.
Эти результаты особенно близко соответствовали атомным отношениям порошка 1-2-3 Y-Ba-Cu, особенно с учетом ошибки измерения массы, включаемой в 10-граммовые навески, загружаемые в мельницу "Спекс". Загрязняющие примеси включали кремний, железо, кальций, стронций, алюминий и тантал. Некоторые гидростатически экструдированные образцы затем окисляли и испытывали в отношении сверхпроводимости. Как прямые, так и изогнутые образцы испытывали на критическую плотность тока (Ic). Прямые образцы испытывали при расположении контактов с напряжением на расстоянии 3,5 см, а изогнутые образцы получали путем гибки при комнатной температуре вокруг оправки с диаметром 5,1 см до окисления и испытывали при расположении контактов с напряжением на расстоянии 0,7-0,9 см. Значение критического сверхпроводящего перехода для сверхпроводника, состоящего из 1-2-3 Y-Ba-Cu, представлены в табл.3.
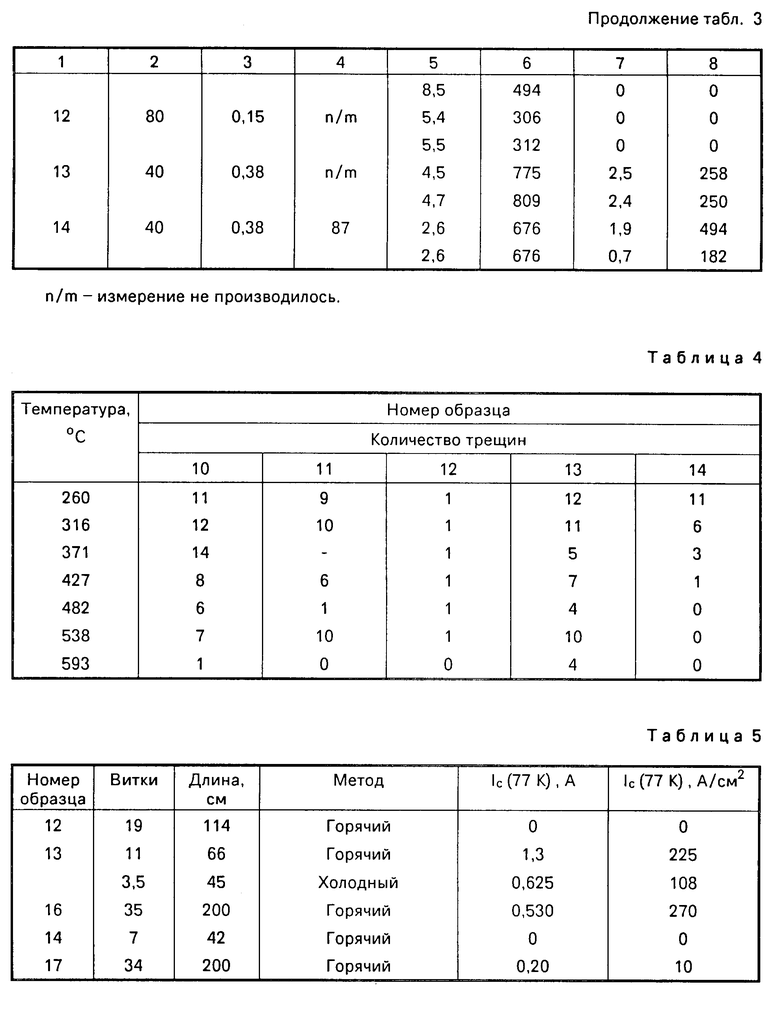
Уменьшение Iс у изогнутых образцов по сравнению с прямыми образцами, по-видимому, вызвано растрескиванием исходного материала во время гибки в холодном состоянии. Образцы 10-14 затем испытывали на пластичность в горячем состоянии в качестве возможного способа уменьшения растрескивания во время гибки. Для определения пластичности в горячем состоянии образцы 10-14 нагревали до различных температур и гнули вокруг бруска с диаметром 10,2 см. Изогнутые участки подвергали металлографическому исследованию с целью определения растрескивания. Количество трещин у образцов, изогнутых при возрастающих температурах, приведены в табл.4.
Сверхпроводящие свойства исходного материала для окисного сверхпроводника также измеряли после наматывания в горячем состоянии. Наматывание в горячем состоянии производили при температуре 1100оF (593оС) с использованием оправки с диаметром 1,9 см. Наматывание в холодном состоянии производили при комнатной температуре с использованием оправки с диаметром 3,2 см. Результаты наматывания приведены в табл.5.
У образцов 12 и 14 отсутствовали сверхпроводящие свойства, вероятно из-за недостаточно хорошего окисления. Наматывание в горячем состоянии значительно увеличило сверхпроводящие свойства по сравнению с наматыванием при комнатной температуре. Лучшие результаты были достигнуты при использовании 40 мас. серебра. Образец 10, содержащий 20 мас. серебра, был особенно подвержен растрескиванию, которое снижало сверхпроводящие свойства. Образец 12, содержавший 80 мас. серебра, кроме того имел недостаточное количество сверхпроводящей окиси, что уменьшало его сверхпроводящие свойства. Необходимо отметить, что образец 14, который был получен в условиях вакуума, а не в атмосфере аргона, имел более высокие механические свойства по сравнению с образцами, полученными в атмосфере аргона. Действительно, образцы, полученные в условиях вакуума, обладали меньшей пористостью и более высокой плотностью, что, по-видимому, способствовало улучшению механических свойств.
Исходные материалы для окисных сверхпроводников увеличивали свою пластичность при повышенных температурах. Кроме того, было установлено, что такие исходные материалы для окисных сверхпроводников, как смеси 1-2-3 Y-Ba-Cu, могут подвергаться горячей обработке. Образцы 11, 12 и 14 доводили до температуры, при которой этот материал мог подвергаться гибке в горячем состоянии без растрескивания, при этом образец 14 характеризовался лучшими механическими свойствами. Это может быть связано с выполнением этого процесса в условиях вакуума, что позволило уменьшить пористость, а следовательно, и число участков образования трещин. Характеристики 80%-ного образца 12 значительно отличались от других образцов. Материал образца 12 был прочным, но очень хрупким. Для образца 12 было характерно полное разрушение (включая оболочку) на участке наибольшего напряжения. У образцов 10, 11, 13 и 14 трещины были локализованы в сердечнике из порошка. Поэтому горячая обработка исходного материала для окисного сверхпроводника при температуре, превышающей 50% предпочтительно 60% и наиболее предпочтительно 75% его температуры плавления в градусах Кольвина, способствует улучшению обрабатываемости исходного материала. Для достижения целей, указанных в описании изобретения, температура плавления определяется как температура, при которой один компонент исходного материала для сверхпроводника начинает переход от твердого состояния к жидкому состоянию. Для образцов, состоящих из смеси 1-2-3 Y-Ba-Cu, с температурой плавления выше 650оС для горячей обработки приемлемы температуры в интервале от 400 до 600оС и наиболее предпочтительными являются температуры в интервале от 550о до 600оС.
П р и м е р 1. Для высокоинтенсивного измельчения в мельнице "Спекс" готовили шесть 10-граммовых навесок. Каждую загрузку получали из 1,619 г иттрия с размером частиц -40 меш (-420 мк), -4,947 г бария с размером кусочков -0,64 см и 3,434 г меди с размером частиц -100 меш. (-149 мк) с образованием шести 10-граммовых навесок. Все образцы взвешивали в атмосфере аргона. Каждую навеску подвергали высокоинтенсивному измельчению в мельнице "Спекс" тремя стальными шариками диаметром 1,3 см, находящимися в камере объемом 65,2 см3, в течение 21 ч. После измельчения порошок, полученный из шести навесок, смешивали вместе. Образцы перемешанного порошка массой 10 г каждый затем помещали в отдельные чистые контейнеры мельницы "Спекс" и смешивали с 7,0 г чистого серебряного порошка с размером частиц -100 меш. (-149 мк). Каждый контейнер мельницы "Спекс" закрывали в атмосфере аргона и подвергали высокоинтенсивному измельчению еще в течение 1 ч.
Измельченным таким образом порошком Y-Ba-Cu-Ag заполняли цилиндрическую оболочку из химически чистого серебра (99,9% Ag), предназначенную для гидростатической экструзии, с наружным диаметром 1,6 см, внутренним диаметром 0,79 см и длиной внутреннего сердечника, равной примерно 7,3 см. Корпус этой оболочки подвергали механической обработке с приданием ему формы твердого серебряного стержня. Из куска катаного серебряного материала толщиной 0,18 см вырубали два диска. Оболочку заполняли порошком путем введения в нее небольшого количества порошка и уплотнения его с помощью гидропресса. Во время уплотнения серебряную оболочку помещали в полость разъемной пресс-формы с тем, чтобы свести до минимума галтовку корпуса оболочки. После уплотнения сверху колонки из порошка помещали два серебряных диска и верхний диск приваривали с помощью горелки для сварки вольфрамовым электродом в среде инертного газа. Все операции по заполнению оболочки порошком и привариванию диска выполнялись в атмосфере аргона внутри сварочной камеры. Конечная заготовка имела колонку из порошка длиной примерно 6,98 см и содержала 19,14 г исходного материала.
В примере 1 гидростатическую экструзию производили при температуре 600оF (316оС) с использованием 50-тонного экструдера для экструзии проволоки с диаметром отверстия 1,6 см. Агентом, способствующим переносу давления, служило силиконовое масло. Оболочку экструдировали при скорости перемещения плунжера 30,5 см/мин через отверстие диаметром 0,16 см стальной экструзионной головки, расположенной под углом 35о. Степень вытяжки составляла от 98 до 1. Исходная заготовка имела диаметр, равный 1,6 см, и длину 8,9 см. После экструзии при среднем гидростатическом давлении 565 МПа длина проволоки, полученной из исходного материала для сверхпроводника, равнялась примерно 366 см. Диаметр сверхпроводника после экструзии равнялся 0,08 см, а толщина серебряной оболочки, первоначально равная 0,4 см, уменьшилась до 0,04 см.
Экструдат затем наматывали в горячем состоянии с образованием 39 витков сверхпроводящей проволоки вокруг никелевой оправки с диаметром 3,2 см, расположенной в печи с воздушной атмосферой, нагретой до температуры 1100оF (593оС). Типичной электронографический анализ (ED АХ) матрицы показал наличие 36,77% Ag, 33,84% Cu, 20,48% Ba и 8,92% Y. В микроструктуре наблюдалось некоторое количество частиц Cu6Y, а также некоторое количество строчечных включений меди. Также были обнаружены следовые количества Ta, Fe и Cr.
Намотанный исходный материал для окисных сверхпроводников окисляли в соответствии с процедурой, описанной в патенте США N 4826808. Были достигнуты следующие сверхпроводящие свойства:
Начальная Тс 89 К
Нулевое удельное сопротивление при температуре 87 К
Ic 400 А/см2
Iс 2,0 А
Ic ˙ L (длина) 1,6 105 А/см
Ic ˙ N (число витков) 78 Ампер/витков.
Все вышеуказанные сверхпроводящие свойства измеряли при температуре 77 К при отсутствии магнитного поля (В 0). Начальную температуру Тс и нулевое удельное сопротивление измеряли у прямых образцов.
П р и м е р 2. Для высокоинтенсивного измельчения в мельнице "Спекс" готовили восемь 10-граммовых навесок. Каждую из навесок получали из 1,619 г иттрия с размером частиц -40 меш. (-420 мк), 4,947 г бария с размером кусочков -0,64 см и 3,434 г меди с размером частиц -100 меш. (-149 мк). Все восемь навесок взвешивали в камере в атмосфере аргона. Эти порошки подвергали высокоинтенсивному измельчению в камерах из закаленной стали с тремя стальными шариками диаметром 1,3 см в течение 21 ч. Порошок, полученный от восьми навесок, смешивали вместе. Образцы перемешанного порошка массой 6,0 г каждый затем помещали в отдельные чистые контейнеры мельницы "Спекс" и дополнительно смешивали с 4,0 г химически чистого серебряного (99,9% Ag) порошка с размером частиц 100/+325 меш. Эти контейнеры запечатывали в атмосфере аргона и подвергали высокоинтенсивному измельчению в течение 1 ч.
В общей сложности 29,60 г измельченного порошка Y-Ba-Cu-Ag затем заполняли серебряные (99,5% Ag) оболочки для гидростатической экструзии с наружным диаметром 1,6 см, внутренним диаметром 1,1 см и длиной внутреннего сердечника, равной примерно 8,3 см. Эти оболочки также подвергали механической обработке с образованием твердого серебряного стержня и из куска катаного серебряного материала толщиной 0,18 см вырубали диски. Каждую оболочку заполняли порошком путем повторного высыпания небольшого количества порошка в полость с последующим уплотнением этого порошка рукой. После уплотнения порошка сверху колонки из порошка помещали два серебряных диска и верхний диск приваривали с помощью горелки для сварки вольфрамовым электродом в среде инертного газа. Использовали небольшое количество серебряного припоя для обеспечения соответствующего заполнения сварного соединения. Все операции по заполнению оболочки порошком и привариванию диска выполнялись в атмосфере аргона внутри сварочной камеры.
В примере 2 гидростатическую экструзию производили при температуре 600oF (316оС) c использованием 50-тонного (45 метрических тонн) экструдера для экструзии проволоки с диаметром отверстия 1,6 см. Агентом, способствующим переносу давления, служило силиконовое масло, и оболочку экструдировали со скоростью 30,5 см/мин через отверстие диаметром 0,20 см стальной экструзионной головки, расположенной под углом 35о. Степень вытяжки составляла от 63 до 1.
Эту заготовку экструдировали при среднем гидростатическом давлении 483 МПа. Начальный диаметр заготовки равнялся 1,6 см, а длина составляла 8,8 см. Конечный диаметр сердечника равнялся 0,11 см и конечная толщина стенки оболочки равнялась 0,043 см.
Экструдат затем наматывали в горячем состоянии с образованием 20 витков сверхпроводящей проволоки вокруг никелевой оправки с диаметром 3,2 см в печи с воздушной атмосферой, нагретой до температуры 1100оF (593оС). Намотанную проволоку окисляли в соответствии с процедурой, описанной в патенте США N 4826808. Были достигнуты следующие сверхпроводящие свойства:
Начальная температура Тс 89 К,
Нулевое удельное сопротивление при температуре 87 К
Iс 500 А/см2
Iс 5,0 А
Ic ˙ L (длина) 1,0 ˙ 105 А/см
Ic ˙ N (число витков) 100 Ампер-витков
Все вышеуказанные сверхпроводящие свойства измеряли при температуре 77оС при отсутствии магнитного поля (В 0). Начальную температуру Тс и нулевое удельное сопротивление измеряли у прямых образцов.
Предлагаемый способ показал, что он является эффективным процессом для получения и обработки исходных материалов для окисных сверхпроводников.
Предлагаемый способ является особенно эффективным для обработки сверхпроводников, состоящих из редкоземельного элемента -Ba-Cu и серебросодержащих исходных материалов для окисных сверхпроводников. Продукт, полученный в соответствии с предлагаемым способом, может практически применяться в обмотках двигателей, испытательных катушках, приводах, катушках магнитострикторов, сверхпроводящих кабелях и проводах с испарительным охлаждением.
Хотя в соответствии с правовым положением иллюстрируются и описываются только предпочтительные варианты осуществления этого изобретения, специалисту понятно, что в это изобретение могут вноситься изменения, охватывание формулой изобретения, и что определенные отличительные признаки этого изобретения иногда могут использоваться с достижением положительного эффекта без соответствующего использования других отличительных признаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ, СТОЙКИЙ К ОКИСЛЕНИЮ (ВАРИАНТЫ) | 1991 |
|
RU2088684C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИБКИХ ДЛИННОМЕРНЫХ ВОЛОКОН СВЕРХПРОВОДНИКА | 1988 |
|
RU2050339C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНОГО ПРОВОДА С ВЫСОКОТЕМПЕРАТУРНЫМ СВЕРХПРОВОДЯЩИМ ПОКРЫТИЕМ | 1998 |
|
RU2148866C1 |
| СВЕРХПРОВОДЯЩИЙ ПРОВОД, СВЕРХПРОВОДЯЩИЙ МНОГОЖИЛЬНЫЙ ПРОВОД С ЕГО ИСПОЛЬЗОВАНИЕМ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2324246C2 |
| ПЛАСТИНЧАТЫЙ СВЕРХПРОВОДЯЩИЙ ПРОВОД, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СВЕРХПРОВОДНИКОВЫЙ УЗЕЛ ПРОВОДА | 2006 |
|
RU2408956C2 |
| СВЕРХПРОВОДЯЩИЙ ПРОВОД | 2006 |
|
RU2414769C2 |
| Способ изготовления длинномерного сверхпроводника | 1988 |
|
SU1590051A3 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА СВЕРХПРОВОДЯЩЕЙ КЕРАМИКИ | 1993 |
|
RU2050604C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДНИКА | 1990 |
|
RU2010782C1 |
| Способ получения высокотемпературной сверхпроводящей ленты второго поколения, преимущественно для токоограничивающих устройств, и способ контроля качества такой ленты | 2019 |
|
RU2707399C1 |
Предлагаемым изобретением предусматривается способ получения серебросодержащих сплавов исходного материала для окисных сверхпроводников, отличающийся тем, что они содержат уменьшенные количества интерметаллических соединений. Порошки, содержащие металлические компоненты окисного сверхпроводника, подвергают высокоинтенсивному измельчению в течение заранее определенного периода времени с целью увеличения однородности смешанных металлических помпонентов окисного сверхпроводника. Затем посредством высокоинтенсивного измельчения с металлическими компонентами смешивают серебро. Смешанные серебряный и металлические компоненты окисного сверхпроводника прессуют с образованием серебросодержащего исходного материала для сверхпроводника. Прессованный порошок предпочтительно подвергают горячей обработке при температуре, составляющей по крайней мере 50% температуры плавления в градусах Кельвина сплава исходного материала для сверхпроводника. 5 табл.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США N 4834810, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |

