Изобретение относится к нефтехимической промышленности и может быть использовано при выделении стирола из продуктов дегидратации метилфенилкарбинола в совместном производстве стирола и окиси пропилена.
Известен способ выделения стиpола из пятикомпонентной системы бензол-толуол-этилбензол-стирол-вода. Способ неприемлем для выделения стирола из продуктов дегидратации метилфенилкарбинола, вследствие резко отличающегося состава контактного газа.
Наиболее близок по технической сущности и достигаемому результату к заявляемому является способ выделения стиpола из продуктов дегидратации метилфенилкарбинола при совместном производстве стирола и окиси пропилена. Согласно описываемому способу легколетучие углеводороды (преимущественно этилбензол), стирол и фракцию ацетофенола с метилфенилкарбинолом разделяют на пятиколонном ректификационном агрегате, причем фракцию ацетофенона и метилфенилкарбинола в качестве тяжелокипящей отделяют на первой колонне. Из дистилата первой колонны сначала на двухколонном агрегате выделяют легколетучие углеводороды, а затем стирол. При разделении 29620 к/ч углеводородов общий расход пара составляет 27,7 т/ч, при расходе пара в первую колонну 6,0 т/ч. Потери стирола при ректификации (преимущественно за счет самопроизвольной полимеризации) составляют 27,5 кг/т товарного стирола. Если контактный газ после дегидратации метилфенилкарбинола (углеводороды и водяной пар) без конденсации направлять на первую колонну, то тепловой потенциал контактного газа (преимущественно теплота конденсации водяного пара), который можно будет при этом полезно использовать, не может превысить величины, соответствующей расходу 6,0 т/ч водяного пара, в то время как расход водяного пара с контактным газом составляет 30,0 т/ч. Таким образом, основная часть теплового потенциала контактного газа при такой схеме разделения оказывается не реализованной.
Целью изобретения является снижение энергозатрат при выделении стирола и его потерь при ректификации.
Указанную цель достигают предлагаемым способом выделения стирола из продуктов дегидратации метилфенилкарбинола, согласно которому из них выделяют ацетофеном с метилфенилкарбинолом, стирол и легколетучие углеводороды.
Новым в заявляемом способе является выделение на первой стадии разделения контактного газа боковой фракции, обогащенной стиролом, в количестве 60-80% от продуктов дегидратации метилфенилкарбинола, причем легколетучие и тяжелокипящие по отношению к стиролу примеси рециркулируют в последующем на первую стадию.
Основным компонентом в боковой фракции является стирол. Содержащиеся в ней легколетучие углеводороды (преимущественно этилбензол) выделяют на следующей колонне и рециркулируют на первую стадию разделения. Тяжелокипящие компоненты из боковой фракции выделяют в качестве кубового остатка колонны выделения товарного стирола и также рециркулируют на первую стадию разделения. Снижение расхода боковой фракции ниже 60% от продуктов дегидратации метилфенилкарбинола приводит к увеличению потерь стирола с метилфенилкарбинол-ацетофеноновой фракцией и фракцией легколетучих углеводородов. При увеличении расхода боковой фракции выше 80% от продуктов дегидратации метилфенилкарбинола возрастает количество рециркулируемого по колоннам стирола и его время пребывание в системе. В связи с этим возрастают потери стирола при его самопроизвольной термополимеризации.
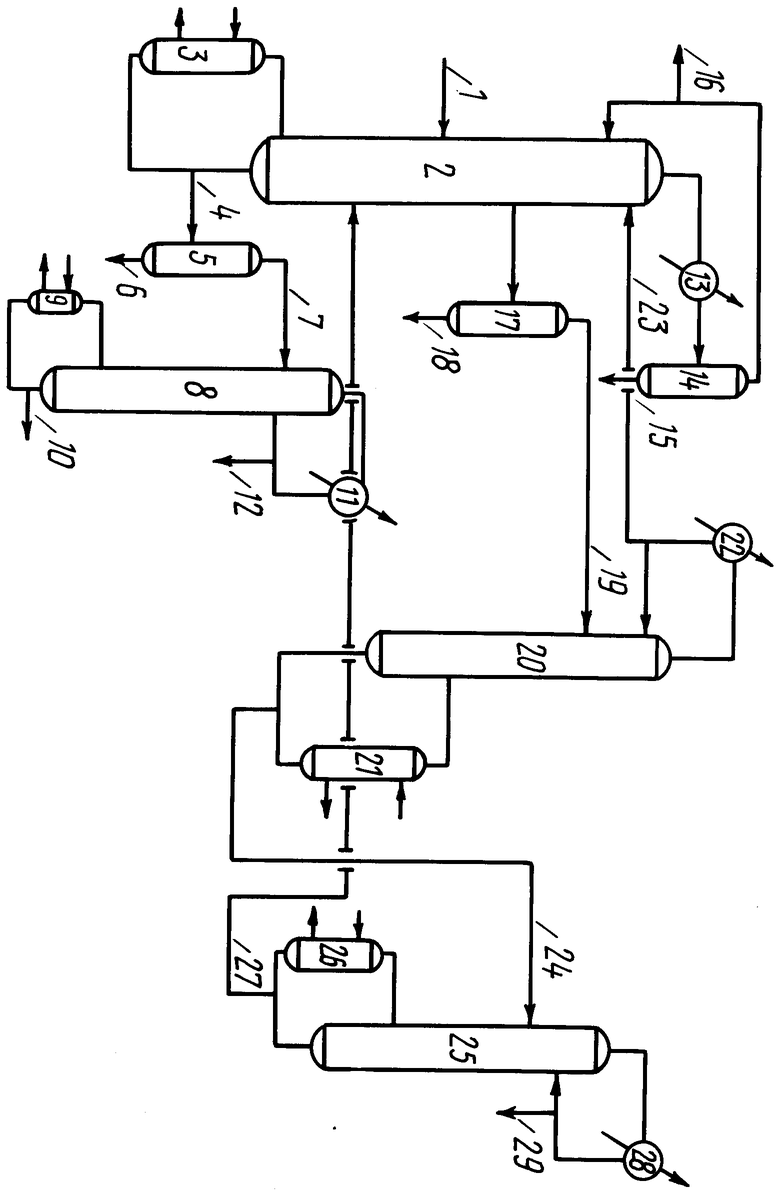
На фигуре приведена технологическая схема выделения стирола.
Контактный газ по трубопроводу 1 подают в ректификационную колонну 2, паровой поток в исчерпывающей части которой создают с помощью кипятильника 3. Кубовый остаток колонны по линии 4 отводят в отстойник 5. Воду из отстойника 5 выводят по трубопроводу 6, а углеводороды по линии 7 направляют в ректификационную колонну 8, обогреваемую через кипятильник 9. Смолу выводят из системы по трубопроводу 10, а фракцию ацетофенона с метилфенилкарбинолом после узла конденсации 11 по линии 12. Легколетучие углеводороды (преимущественно этилбензол) конденсируют в дефлегматоре 13 и подают в отстойник 14. Воду отводят из схемы по линии 15, а этилбензол по трубопроводу 16. Боковой погон из колонны 2 отбирают в жидкой фазе и направляют в отстойник 17, из нижней части которого по линии 18 выводят воду. Углеводороды по трубопроводу 19 подают в ректификационную колонну 20. Колонну 20 обогревают паром через кипятильник 21. Легколетучую фракцию после конденсации в дефлегматоре 22 по линии 23 рециркулируют в колонну 2. Кубовый остаток колонны 20 по трубопроводу 24 направляют в ректификационную колонну 25, которая снабжена кипятильником 26. Кубовый остаток колонны 25 по линии 27 рециркулируют в колонну 2. Пары стирола-ректификата конденсируют в дефлегматоре 28 и выводят из схемы по трубопроводу 29.
Из описания технологической схемы следует, что разделение контактного газа осуществляют на четырехколонном агрегате. Основную функцию выполняет колонна 2, на которой выделяют фракцию ацетофенона с метилфенилкарбинолом, легколетучие углеводороды (преимущественно этилбензол) и боковую фракцию, содержащую преимущественно стирол. Ввод пара в кипятильник 3 в количестве 6,0 т/ч обеспечивает работу исчерпывающей части колонны, а эффективность работы ее укрепляющей части обеспечивается очень большим паровым потоком (6-30 т/ч) по водяному пару.
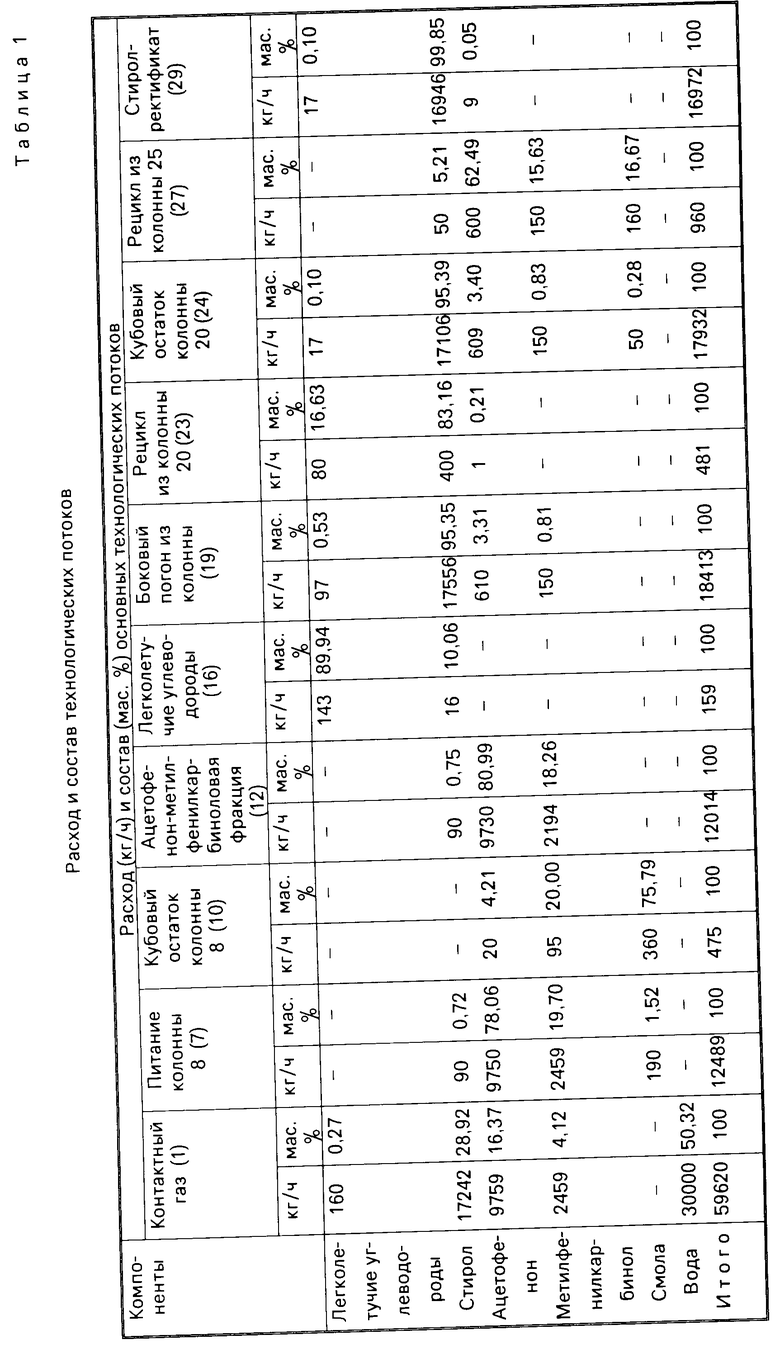
П р и м е р 1. Стирол выделяют согласно предлагаемому способу при боковом отборе из колонны 2, равном 60% от продуктов дегидратации метилфенилкарбинола. Расходы основных технологических потоков приведены в табл.1. Номера технологических потоков в этом и следующих примерах соответствуют номерам потоков на чертеже.
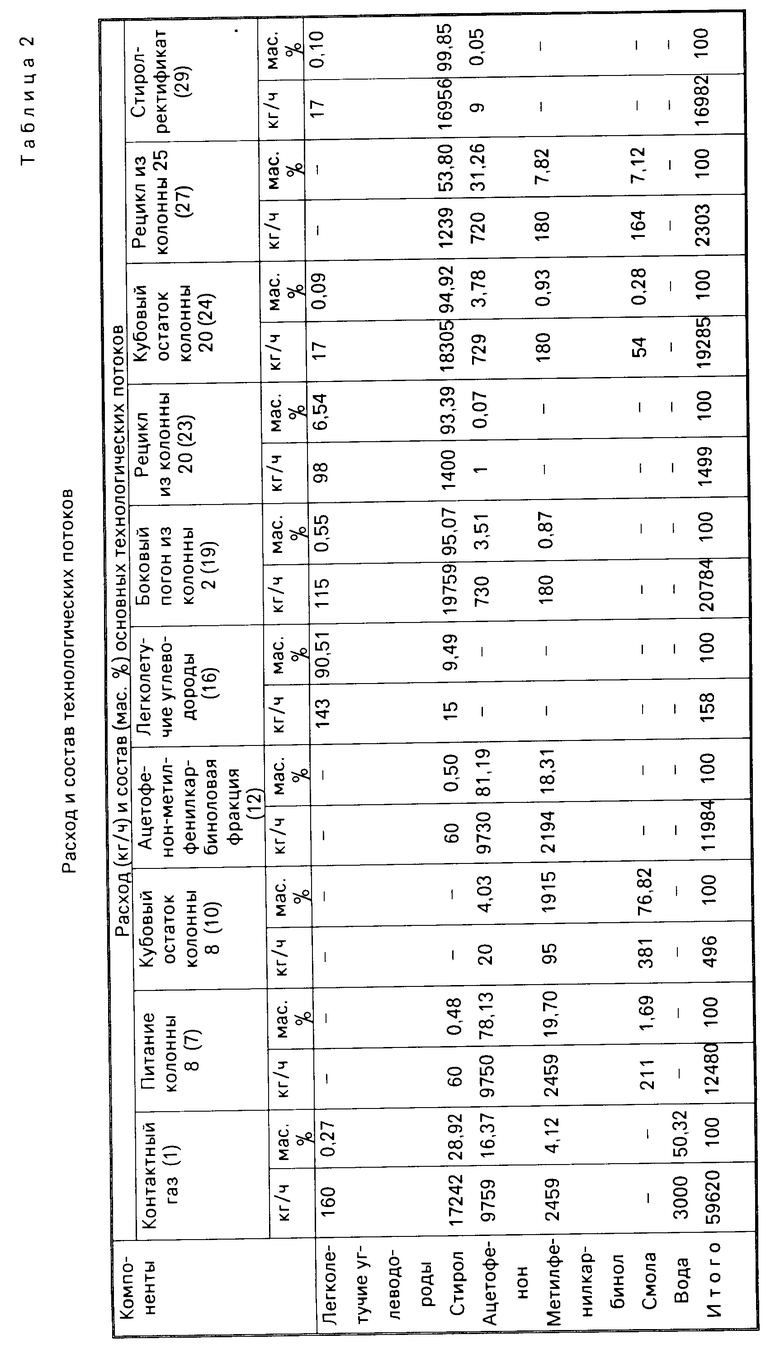
П р и м е р 2. Стирол выделяют согласно предлагаемому способу при боковом отборе из колонны 2, равном 70% от продуктов дегидратации метилфенилкарбинола. Расходы основных технологических потоков приведены в табл.2.
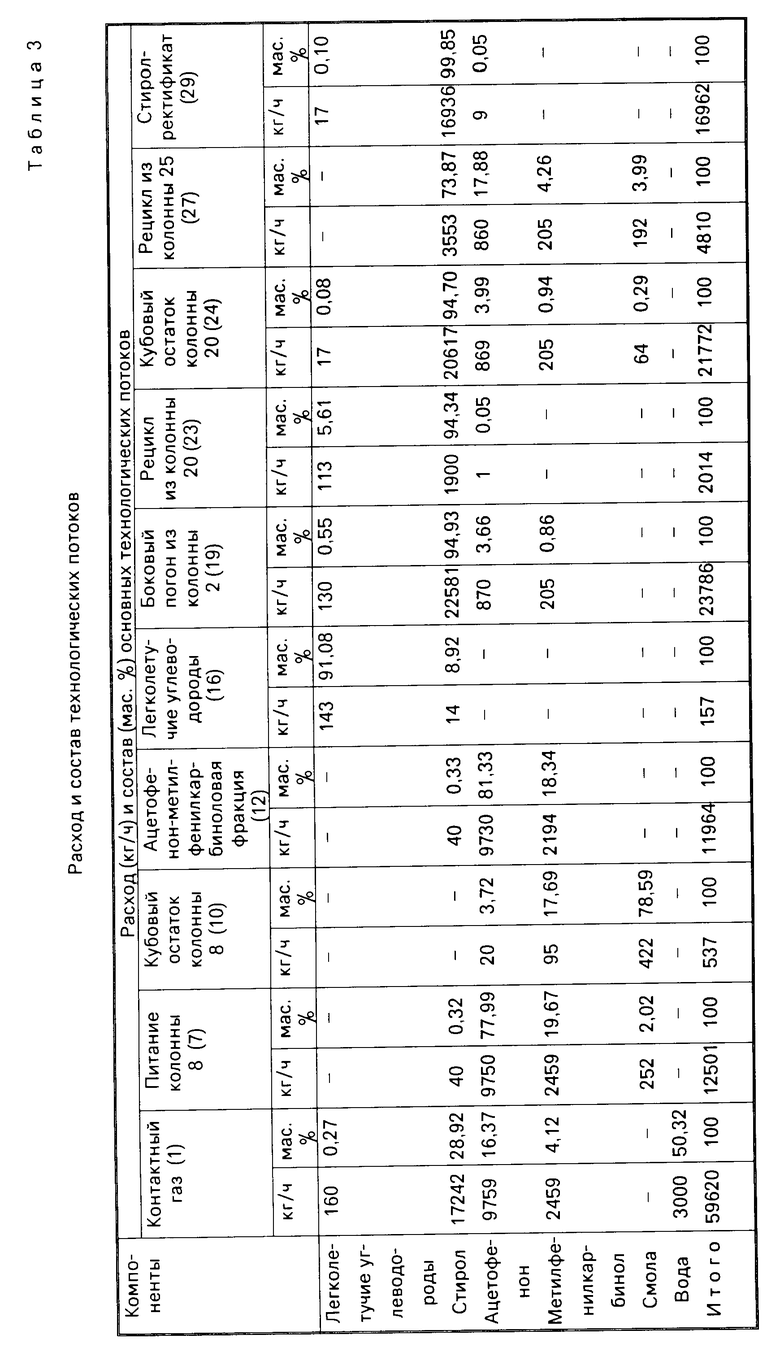
П р и м е р 3. Стирол выделяют согласно предлагаемому способу при боковом отборе из колонны 2, равном 80% от продуктов дегидратации метилфенилкарбинола. Расходы основных технологических потоков приведены в табл.3.
Потери стирола снижаются вследствие уменьшения количества ректификационных колонн и времени пребывания стирола в системе, а также уменьшения температуры на первой стадии ректификации (100оС против 120оС по прототипу).
Согласно предлагаемому способу тепловой потенциал контактного газа используется в значительно большей степени чем по схеме прототипа. Расход пара на разделение 29620 кг/ч углеводородов составит 19,0 т/ч. Снижение расхода пара по сравнению с прототипом составит 8,7 т/ч.
Потери стирола при ректификации составят в среднем 16,9 кг на 1 т стирола 16,9 кг на 1 т стирола.
16,9 кг на 1 т стирола 16,9 кг на 1 т стирола.
Снижение потерь стирола составит 27,5-16,9=10,6 кг на 1 т стирола.
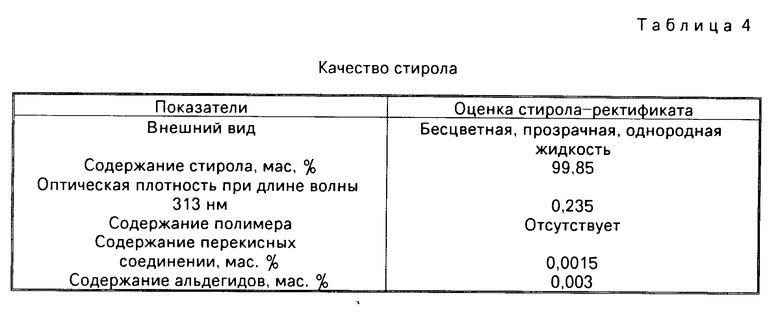
Качество стирола, полученного согласно предлагаемому способу, приведено в табл.4.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫДЕЛЕНИЯ СТИРОЛА ИЗ ПРОДУКТОВ ДЕГИДРАТАЦИИ МЕТИЛФЕНИЛКАРБИНОЛА | 1997 |
|
RU2118633C1 |
| СПОСОБ ВЫДЕЛЕНИЯ СТИРОЛА | 1992 |
|
RU2032653C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ВЫСОКОКИПЯЩЕЙ ФРАКЦИИ ЭПОКСИДАТА ПРОИЗВОДСТВА ОКИСИ ПРОПИЛЕНА СОВМЕСТНО СО СТИРОЛОМ | 1997 |
|
RU2131424C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ВЫСОКОКИПЯЩЕЙ ФРАКЦИИ ЭПОКСИДАТА ПРОЦЕССА СОВМЕСТНОГО ПОЛУЧЕНИЯ ОКСИДА ПРОПИЛЕНА И СТИРОЛА | 2005 |
|
RU2278849C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТИРОЛА | 2006 |
|
RU2322432C1 |
| СПОСОБ ПОЛУЧЕНИЯ БУТАДИЕН-СТИРОЛЬНЫХ КАУЧУКОВ | 1994 |
|
RU2071483C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТИРОЛА | 1997 |
|
RU2121472C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТИРОЛА | 1996 |
|
RU2120934C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТИРОЛА | 1995 |
|
RU2106334C1 |
| СПОСОБ ОЧИСТКИ ОТ ЛЕГКОКИПЯЩЕЙ ФРАКЦИИ УГЛЕВОДОРОДОВ ВОЗВРАТНОГО ЭТИЛБЕНЗОЛА ПРОИЗВОДСТВА ОКСИДА ПРОПИЛЕНА СО СТИРОЛОМ | 1998 |
|
RU2140896C1 |
Использование: в совместном производстве стирола и окиси пропилена в нефтехимической промышленности. Сущность изобретения: из продуктов дегидратации метилфенилкарбинола выделяют при ректификации боковым отбором обогащенную стиролом фракцию в количестве 60 80% от продуктов метилфенилкарбинола, причем легколетучие и тяжелокипящие по отношению к стиролу примеси рециркулируют в последующем на первую стадию разделения. 1 ил. 4 табл.
СПОСОБ ВЫДЕЛЕНИЯ СТИРОЛА из продуктов дегидратации метилфенилкарбинола, включающий стадии выделения фракции метилфенилкарбинола с ацетофеноном, фракции легколетучих углеводородов и стирола, отличающийся тем, что, с целью снижения энергозатрат и потерь стирола, на первой стадии выделения в качестве бокового отбора отделяют фракцию, обогащенную стиролом, в количестве 60-80% продуктов дегидратации метилфенилкарбинола с последующей ректификацией обогащенной стиролом фракции на второй стадии, при этом часть легколетучих углеводородов рециркулируют со второй стадии на первую, а тяжелокипящие по отношению к стиролу примеси рециркулируют на первую стадию после выделения из боковой фракции стирола.
| Технический проект | |||
| Опытно-промышленное производство совместного получения окиси пропилена и стирола | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
