Изобретение относится к обработке металлов давлением и может быть использовано для производства тонкостенных цилиндрических деталей из труднодеформируемых металлов и сплавов.
Наиболее близкой к изобретению является установка, оснащенная индукционным устройством с электронным регулятором температуры подогрева перед обработкой труднодеформируемых материалов.
Установка предназначена для изготовления крупногабаритных деталей диаметром до 2300 мм и толщиной стенки до 8-12 мм и представляет собой односуппортный станок с мощным крестовым суппортом.
Крупногабаритные детали при предварительном нагреве запасают достаточный объем тепла, позволяющий сохранить пластические свойства материала в течение всего процесса ротационного выдавливания.
Однако для изготовления тонкостенных цилиндрических деталей и труднодеформируемых материалов такая схема технологического процесса неприемлема и изготовление указанных деталей на установке-прототипе невозможно в связи с тем, что предварительный подогрев заготовок не позволит аккумулировать достаточный для пластичности материала объем тепла.
Кроме того, односуппортная схема не позволит изготовить прецизионные детали с равномерной толщиной стенки до 0,2 мм.
Техническим эффектом изобретения является создание установки, обеспечивающей расширение технологических возможностей путем получения тонкостенных цилиндрических деталей толщиной стенки до 0,2 мм с высоким уровнем механических свойств материала из труднодеформируемых металлов и сплавов, а также повышение КИМ.
Это достигается тем, что установку для ротационного выдавливания оснащают продольно передвигающейся по станине кареткой, устанавливают дополнительный суппорт с системой передвижения каретки и суппортов, при этом оба суппорта смонтированы на подвижной каретке, кроме того, индукционное нагревательное устройство включает источник питания токами повышенной частоты, высокочастотный трансформатор, установленный на подвижной каретке, индуктор, а регулятор температуры выполнен в виде системы фотоэлектрического контроля и регулирования температуры на поверхности заготовки с обратной связью от источника питания токами повышенной частоты, обеспечивающего скоростной локальный нагрев заготовки токами повышенной частоты с параметрами: Частота тока, Гц 1000-60000 Напряжение тока, В 33-800 Сила тока, А 150-3800
Кроме того, система фотоэлектрического контроля и регулирования температуры электрически связана с системой перемещения каретки и суппортов.
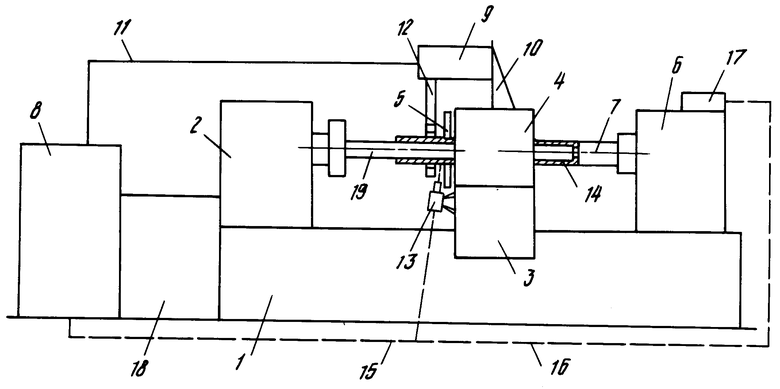
На чертеже представлена принципиальная схема установки для ротационного выдавливания тонкостенных цилиндрических деталей из труднодеформируемых металлов и сплавов.
Установка состоит из станины 1, передней шпиндельной бабки 2, передвижной каретки 3, на которой установлены два суппорта 4 с деформирующими роликами 5, задней бабки 6 с гидроприжимом 7, индукционного устройства, включающего источник 8 питания токами повышенной частоты, высокочастотный трансформатор 9, установленный с помощью платформы 10 на передвижной каретке 3 и соединенный шинопроводом 11 с источником питания, индуктор 12 и систему 13 фотоэлектрического контроля и регулирования температуры на поверхности детали 14 с обратной связью 15 от источника 8 питания и электрической связью 16 с системой 17 передвижения каретки и суппортов. Гидропривод 18 обеспечивает передвижение каретки суппортов 4 и гидроприжима 7. Заготовка 14 установлена на оправке 19.
Установка работает следующим образом.
Установленную на оправке 19 заготовку 14 прижимают гидроприжимом 7 к оправке и устанавливают индуктор 12 на начало заготовки и одновременно включают нагрев заготовки индуктором и вращение оправки 19. По достижении на заготовке 16 заданной для деформации температуры система фотоэлектрического контроля и регулирования температуры 13 посредством электрической связи 16 подает сигнал в систему 17 передвижения каретки и суппортов 17. Включается перемещение каретки 3 с суппортами 4 и ролики 5 начинают обрабатывать нагретый участок детали 14. Одновременно с этим индуктор 12 начинает нагревать последующую часть заготовки 14. При этом обработка и нагрев происходят непрерывно последовательно. При достижении заданных на обработку геометрических параметров детали установку выключают и цикл обработки повторяют.
Таким образом за счет локального последовательного нагрева на предложенной установке можно обрабатывать широкую номенклатуру труднодеформируемых металлов и сплавов с толщиной стенки до 0,2 мм.
Использовать предложенную установку возможно в различных отраслях промышленности, например в авиастроении для получения тонкостенных труб газоводов и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2043807C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2356675C1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ РЕЗАНИЕМ | 2003 |
|
RU2245927C1 |
| Способ ротационного выдавливания | 1974 |
|
SU662206A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2346776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| СПОСОБ СУШКИ ПОЛИМЕРНЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ | 1998 |
|
RU2146031C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2173244C2 |
Использование: обработка металлов давлением. Сущность изобретения: установка снабжена дополнительной передвижной кареткой, вторым суппортом, системой передвижения каретки и суппортов, а также индукционным устройством. Индукционное устройство включает источник питания токами повышенной частоты, высокочастотный трансформатор и индуктор. Регулятор температуры выполнен в виде системы фотоэлектрического контроля и регулирования температуры на поверхности заготовки с обратной связью от источника питания токами повышенной частоты. Локальный нагрев заготовки осуществляют токами повышенной частоты с приведенными параметрами. Система фотоэлектрического контроля и регулирования температуры электрически связана с системой перемещения каретки и суппортов. 2 з.п. ф-лы, 1 ил.
| Гредитор М.А | |||
| Давильные работы и ротационное выдавливание | |||
| М.: Машиностроение, 1971, с.162...165. |
