Изобретение относится к машиностроению, в частности к центробежному индукционно-металлургическому способу наплавки внутренней поверхности биметаллических втулок при их сложных профилях, например втулок с упорными буртиками.
Известен способ центробежной отливки гильз (см. книгу "Промышленное применение токов высокой частоты", труды ВНИИ ТВЧ, выпуск 9, 1968 г., стр. 49), заключающийся в том, что гильзу в зависимости от размеров вращают со скоростью 900-1000 об./мин., подвергают нагреву в высокочастотном индукторе до температуры 800-1000oC. Предварительно в проточку гильзы автоматически вводится флюс и, одновременно с нагревом гильзы, в индукционной печи расплавляется мерная заготовка нирезиста. Как только гильза нагревается до 900-1000oC, а нирезист до 1400-1450oC, производится заливка проточки гильзы. Под воздействием центробежных сил расплав нирезиста тонким равномерным слоем распределяется по кольцевой проточке и сваривается с металлом гильзы.
Недостатком известного способа является сложность процесса, так как для наплавки металл должен быть в жидком состоянии, что требует непростой системы его подвода и дополнительных источников нагрева.
Кроме того, ввиду того, что невозможно осуществить контроль за регулированием температуры, сложно добиться хорошего сплавления металла и заданных параметров, что приводит к низкому качеству наплавляемого слоя.
Известен способ и установка центробежной наплавки внутренней поверхности цилиндрических деталей (см. книгу В.Н. Ткачев "Работоспособность деталей машин в условиях абразивного изнашивания". М.: Машиностроение, 1995 г., стр. 260-261), заключающийся в том, что изделия типа труб, втулок наплавляют путем нагрева кольцевым индуктором наружной поверхности и подачи шихты специальным дозатором во внутреннюю полость детали.
Однако, если осуществлять на данной установке наплавку внутренних поверхностей втулок с буртами, то кольцевой индуктор не сможет равномерно прогреть буртик втулки и ее цилиндрическую часть, а поэтому и наплавку произвести не представляется возможным.
За прототип выбран способ и установка для индукционной наплавки внутренних поверхностей цилиндрических изделий (см. RU, пат. N 2086357, кл. В 22 F 7/04, 1997 г., БИ N 22), заключающийся в том, что специальным индуктором, выполненным конусообразно, создаются условия для осуществления индукционной наплавки внутренних поверхностей втулок путем нанесения на легкоплавкие основные материалы тугоплавких покрытий.
Недостатком наиболее близкого технического решения является то, что требуемое для заполнения буртика повышенное количество шихты не позволит внутреннему индуктору приблизиться к зоне нагрева и осуществить равномерный нагрев как периферийного участка бурта, так и близкого к индуктору цилиндрического участка, что сужает технологические возможности известного способа и устройства для индукционной наплавки внутренних поверхностей цилиндрических изделий типа втулок с упорными буртиками.
Задача предлагаемого изобретения состояла в разработке способа и установки, имеющих расширенные технологические возможности для индукционной наплавки внутренних поверхностей втулок с упорными буртиками.
Поставленная задача достигается тем, что в известном способе индукционной центробежной наплавки внутренних поверхностей цилиндрических изделий, включающем дозированную подачу шихты внутрь цилиндрической заготовки, ее вращение и индукционный нагрев до расплавления шихты, для изготовления цилиндрических изделий в виде втулок с буртиками цилиндрическую заготовку выполняют с двумя буртовыми частями, каждая из которых имеет расточенную канавку под буртики изготавливаемого изделия, а индукционный нагрев осуществляют посредством размещения индуктора с возможностью одновременного охвата одной из буртовых частей заготовки и ее цилиндрической части, при этом центробежную наплавку проводят с одной, а затем с другой стороны заготовки.
Кроме того, установка, реализующая способ, содержит центробежную машину, дозатор подачи порошковой смеси в цилиндрическую заготовку и индуктор одностороннего действия, последний выполнен из двух частей, одна из которых предназначена для нагрева буртовой части заготовки, а вторая - для цилиндрической части, при этом вторая часть индуктора выполнена в виде n-полувитков, число которых зависит от конструктивных размеров изготавливаемой втулки.
Сущность предлагаемого изобретения поясняется чертежами, где:
на фиг. 1 изображен общий вид установки для осуществления способа индукционной наплавки внутренних поверхностей цилиндрических изделий;
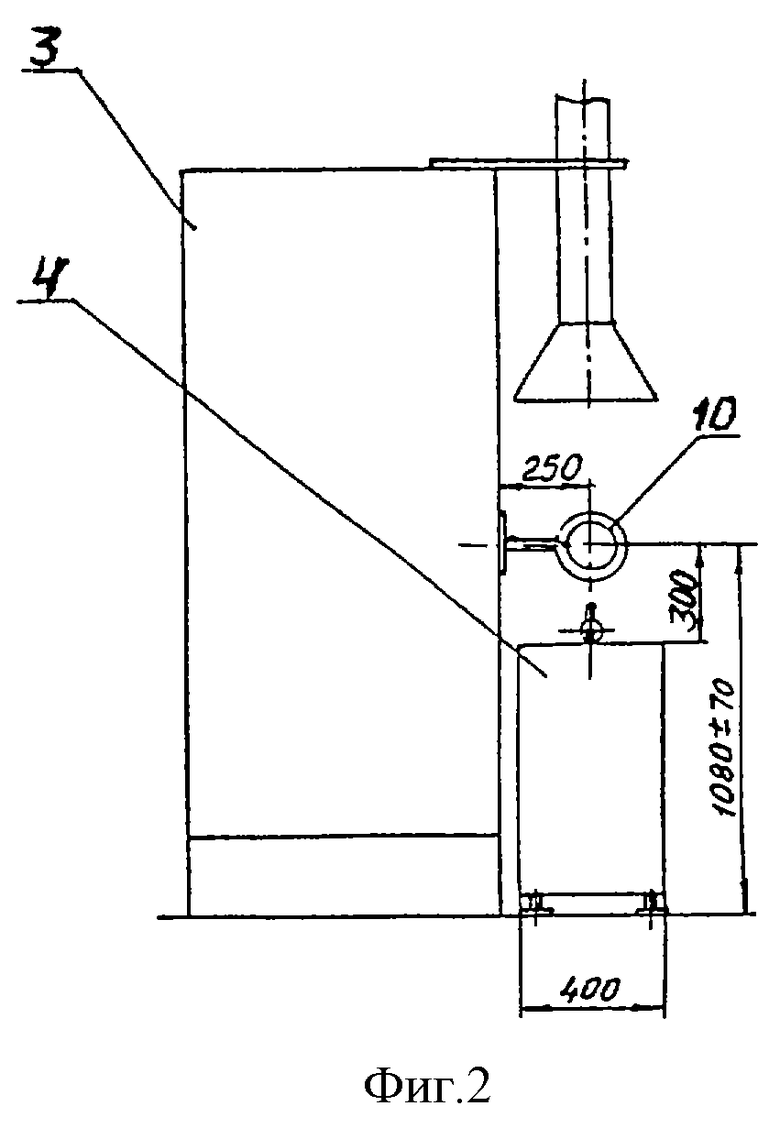
фиг. 2 - вид А (сбоку на установку);
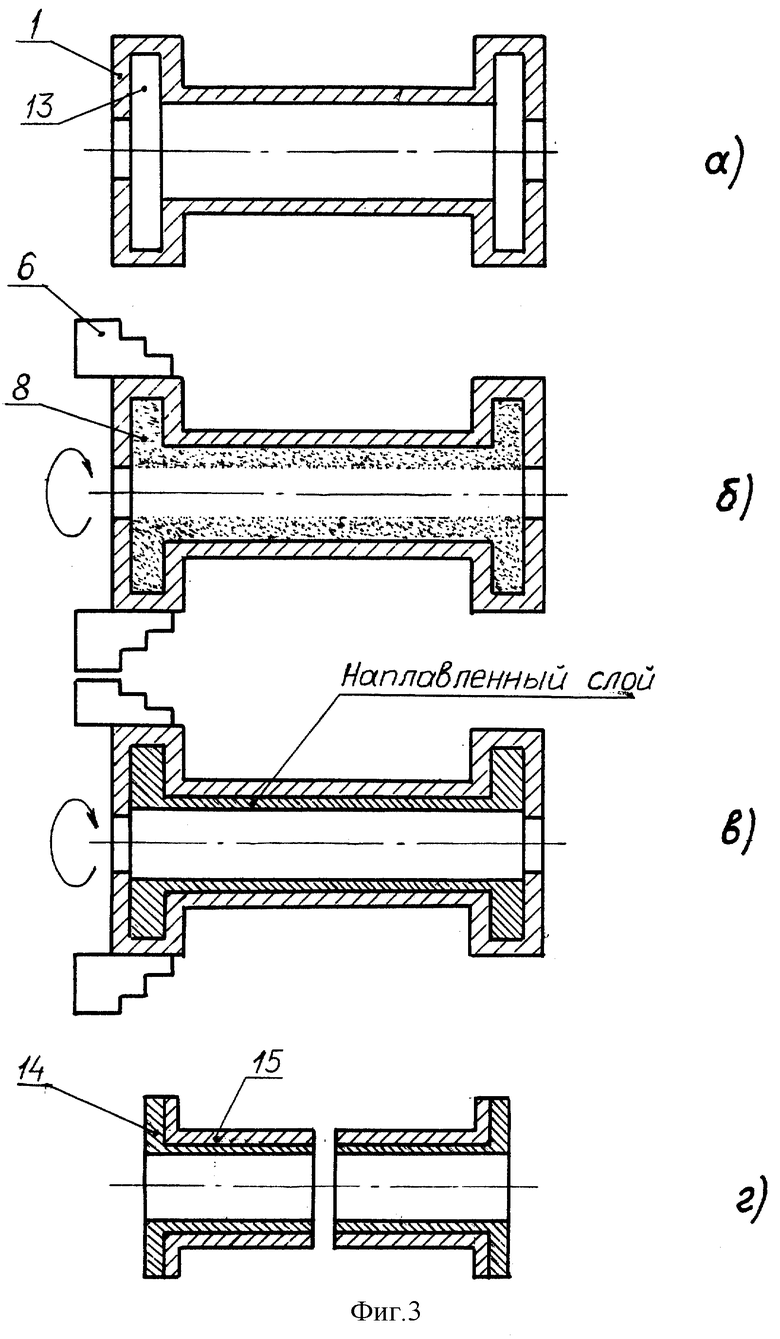
фиг. 3 - технологическая последовательность изготовления втулок со сложным внутренним профилем (упорными буртиками):
а - заготовка с расточенными канавками под буртики,
б - вращение заготовки и дозированная подача шихты на внутреннюю поверхность втулки,
в - нагрев и наплавка металла на внутренней поверхности втулки,
г - обработка и отрезка заготовки по заданным поверхностям;
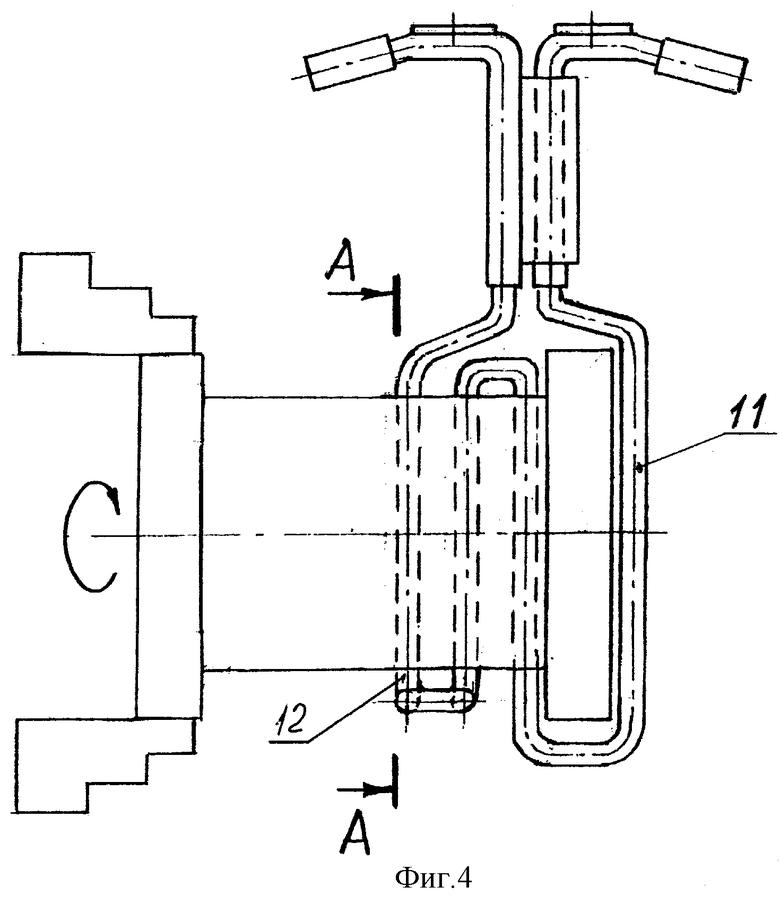
фиг. 4 - индуктор для осуществления способа наплавки;
фиг. 5 - разрез А-А фиг. 4.
Установка для реализации способа индукционной наплавки внутренних поверхностей цилиндрических изделий типа втулок 1 с буртиками (см. фиг. 1,2) состоит из центробежной машины 2 и высокочастотного генератора 3.
Центробежная машина имеет станину 4, на которой закреплены: каретка 5, несущая привод вращения 6 заготовки 1, дозатор 7 подачи порошковой смеси 8 (см. фиг. 3) и узел охлаждения 9.
На генераторе 3 закреплен индуктор 10 одностороннего действия (см. фиг. 2,4), выполненный комбинированным из двух частей, для буртовой части в виде щелевого индуктора 11 и для цилиндрической части втулки в виде n-полувитков 12 (см. фиг. 3).
Способ осуществляется по следующей технологии.
Предварительно изготавливают заготовку 1 (см. фиг. 3,а), которую выполняют в виде катушки из монолитного куска металла с учетом припусков на механическую обработку, протачивают в заготовке канавки 13 под упорные буртики 14 втулки 15 (см. фиг. 3,2).
Затем заготовку 1 крепят одной стороной (см. фиг. 1,3,б) в патроне вращателя 6, причем одновременно размещают ее внутри индуктора 10 таким образом, что вторая буртовая часть заготовки охватывается щелевой частью индуктора 11, а цилиндрическая - полувитками 12 до середины заготовки (см. фиг. 4,5).
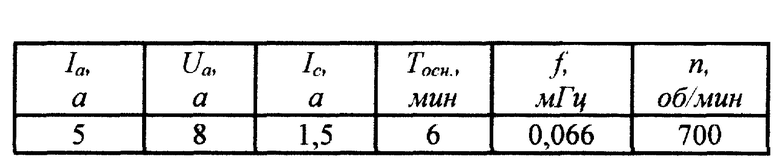
После этого требуемое количество порошковой смеси 8 подают посредством дозатора 7 на вращающуюся внутреннюю поверхность заготовки 1 (см. фиг. 3,6). За счет центробежных сил дозированная наплавочная шихта удерживается около стенок втулки и заполняет канавку 13. Включают индуктор 10 при следующих режимах, приведенных в таблице.
Индуктор, благодаря своим конструктивным особенностям, равномерно прогревает буртовую часть заготовки и цилиндрическую, производя расплавление шихты. Для усиления интенсивности нагрева буртика втулки с целью изменения зазора индуктор-деталь и нагрева до расплавления шихты в полости канавки, каретку 5, несущую вращатель 6 с заготовкой, смещают относительно оси вращения заготовки.
После того, как произведена наплавка (см. фиг. 3,в) одной стороны, заготовку поворачивают, закрепляют другой стороной и процесс повторяют. Затем, в зависимости от того, какое изделие мы хотим получить - втулку с двумя буртами или с одним - разрезаем заготовку (см. фиг. 3,г) и производим механическую обработку до получения заданных размеров втулок с буртиками.
Использование предложенного способа и установки индукционной наплавки цилиндрических изделий позволяет за счет нагрева металлической заготовки заданной формы в специальном комбинированном индукторе одновременно осуществлять равномерный нагрев как буртовой части, так и цилиндрической, осуществляя наплавку, таким образом, биметаллических втулок сложной конфигурации, имеющих упорные буртики как с одной стороны, так и с двух, что расширяет технологические возможности индукционной наплавки.
Предложенная технология применена в Инженерном центре "Сплав" при изготовлении втулок виброблоков с упорными буртиками для путевых машин, которая позволила взамен дорогостоящих бронзовых втулок получить втулки, выполненные из стали 45 и упрочненные по буртику и внутренней цилиндрической поверхности свинцовистой бронзой 3-4 мм. Это обстоятельство позволило не только сохранить их технические характеристики, но и снизить себестоимость изделия в 4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2086357C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2192949C2 |
| СПОСОБ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 2000 |
|
RU2192947C2 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133661C1 |
| СПОСОБ КОНЦЕНТРАЦИИ ТОКА НА РАБОЧЕЙ ПОВЕРХНОСТИ ИНДУКТОРА | 1996 |
|
RU2113072C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1999 |
|
RU2154561C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1997 |
|
RU2120363C1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| СПОСОБ ОДНОСТОРОННЕЙ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 1996 |
|
RU2110361C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2214322C2 |

Изобретение может быть использовано при центробежном индукционно-металлургическом способе наплавки внутренней поверхности биметаллических втулок сложного профиля, например втулок с упорными буртиками. Шихту подают внутрь цилиндрической заготовки. Производят индукционный нагрев до расплавления шихты при вращении заготовки. Заготовку выполняют с двумя буртовыми частями с расточенными канавками под буртики изготавливаемого изделия. Индуктор размещают с возможностью одновременного охвата одной из буртовых частей заготовки и ее цилиндрической части. Центробежную наплавку производят с одной, а затем с другой стороны заготовки. Установка содержит центробежную машину, дозатор подачи порошковой смеси в цилиндрическую заготовку и индуктор одностороннего действия. Индуктор состоит из двух частей для нагрева буртовой части заготовки и ее цилиндрической части. Индуктор выполнен в виде n полувитков, число которых зависит от конструктивных размеров изготавливаемой втулки. Осуществление этого способа и такое выполнение установки позволяют значительно расширить технологические возможности индукционной наплавки. 2 с.п. ф-лы, 5 ил.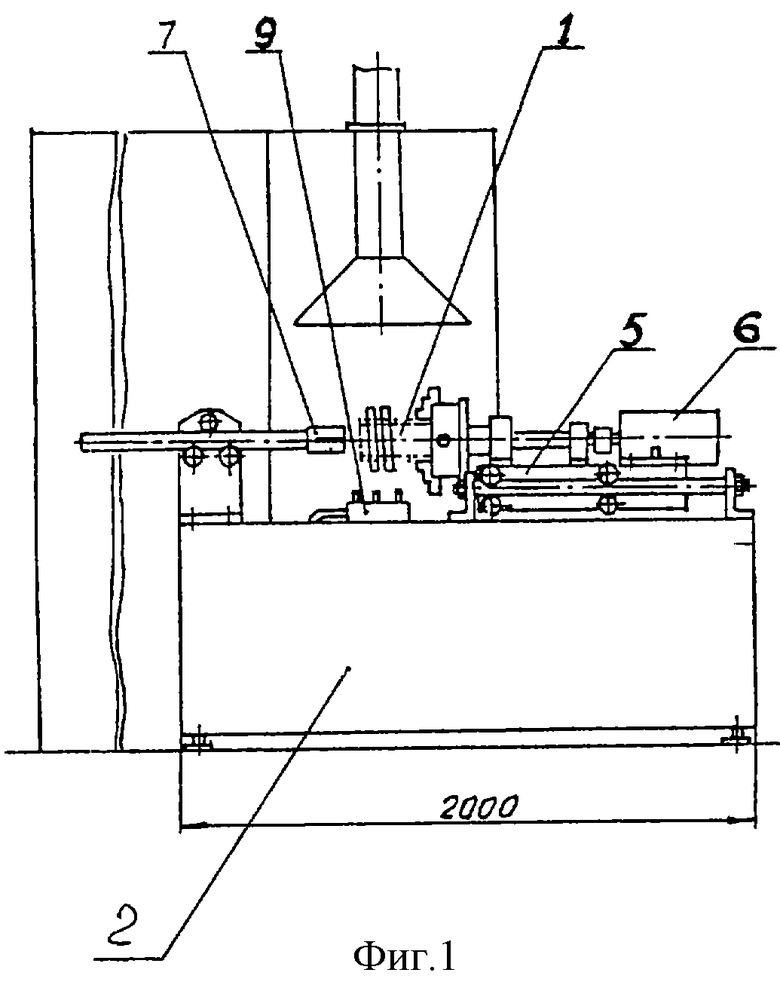
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2086357C1 |
| Способ индукционной наплавки | 1985 |
|
SU1401740A1 |
| Способ индукционной наплавки | 1990 |
|
SU1794611A1 |
| US 4714808, 22.12.1987 | |||
| Измерительная машина | 1986 |
|
SU1414627A1 |
