/ 31
ел
4
О СО
Изобретение .относится к изготовлению алмазного инструмента, преимущественно алмазных правящих роликов. Известен способ изготовления алмазного инструмента, включающий последовательное заращивание на корпусе алмаз|НЫх зерен крупной и мелкой зернистости и обработку профиля инструмента, а также предусматривающий максимальное насыщение рабочей поверхности инструмента алмазами 1. Однако последовательное осаждение алмазов разных зернистостей не обеспечивает их равномерное распределение на корпусе инструмента. Кроме того, алмазные зерна мелкой зернистости располагаются на одном уровне с крупными зернами, что приводит . к увеличению мощности щлифования. Больщие усилие и давление, а также температура в зоне правки приводят к скалыванию алмазных зерен и их подгоранию, что приводит к преждевременному выходу из строя алмазного правящего ролика. Цель изобретения - повышение качества инструмента путем обеспечения равномерного распределения рабочего слоя алмаза с одновременным образованием защитного слоя. , Указанная цель достигается тем, что согласно способу изготовления алмазного инструмента, предусматривающему гальваническое закрепление на корпусе алмазных зерен разной зернистости и обработку профиля инструмента, осаждение алмазных зерен мелкой и крупной фракций производят одновременно, при этом зерен крупной фракции берут 20-80% от общего объема алмазов, а при выборе зернистостей руководствуются условием, , где h - минимальный размер зерен мелкой фракции; Н-максимальный размер зерен -крупной фракции, т. е. чтобы удвоенный минимальный размер зерен мелкой фракции был больще максимального размера зерен крупной фракции. На фиг. 1 показан алмазный правящий ролик после предварительного прикрепления алмазных зерен, поперечный разрез; на фиг. 2 - то же, после удаления случайных алмазных зерен из рабочего слоя ролика, окончательного закрепления алмазных зерен гальванической связкой и QKOHчательной доводки (инструмент показан в контакте с абразивным кругом, подвергаемым правке). Алмазные зерна 1, предназначенные для населения на корпус 2 алмазного ролика, тщательно перемещивают с алмазными зернами 3 более мелкой фракции. Например, алмазные зерна 1 представляют собой алмаз37ный порощок АСС 400/315, а алмазные зерна 3 - алмазный порощок АСК 315/250. Минимальный размер алмазного зерна в порощке АСК 315/250 составляет 250 мкм, а максимальный размер алмазного Зерна в порощке АСС 400/315 - 400 мкм. В данном случае условие соблюдается. При использовании в качестве алмазов рабочего слоя инструмента алмазного порошка АСС 500/400 в качестве алмазов защитного слоя следует брать алмазный порощок АСК (или АСВ) 400/315. В этом случае неравенство также соблюдается. После перемешивания алмазов 1 и 3 смесь этих зерен прикрепляют к корпусу 2 гальванической связкой 4, преимущественно гальваническим никелем. После этого одним из известных способов, например абразивным кругом с профилем, обратным профилю изготавливаемого алмазного ролика, обрабатывают полученную заготовку и удаляют случайно прикрепленные аЛмазные зерна 5, не входящие в защитный слой алмазного ролика, и алмазные зерна б, не входящие в рабочий слой алмазного ролика. После этого корпус 2 алмазного ролика с оставщимися прикрепленными к нему алмазными зернами 1 и 3 снова помещают в гальваническую ванну для окончательного закрепления алмазных зерен гальванической связкой с таким, расчетом, чтобы после окончательной обработки рабочей поверхности алмазного инструмента выступание вершин алмазных зерен рабочего слоя инструмента над уровнем связки и алмазов защитного слоя было обеспечено в пределах .0,1-0,2 величины алмазного зерна 1 рабочего слоя. При этом между алмазными зернами 1, связкой 4 и рабочей поверхностью круга 7, подвергаемого правке, образуются полости 8, чем реализуется возможность размещения щлама в процессе правки. Установлено, что для алмазов рабочей фракции зернистостью 500/400 оптимальное содержание этого порошка в общем объеме составляет 80%, остальное - алмазный порошок 400/315; для алмазов рабочей фракции с размерами зерна 400/315 оптимальное содержание этого порошка в общем объеме составляет 50-60%, остальное - порощок 315/250; для алмазов рабочей фракции с размерами зерна 315/250 оптимальное содержание этого порощка в общем объеме составляет 20-4i3% остальное порошок 250/200. Использование предлагаемого способа изготовления алмазного инструмента обеспечивает повышение стойкости его и повышение качества обработки.
1 J I
8 7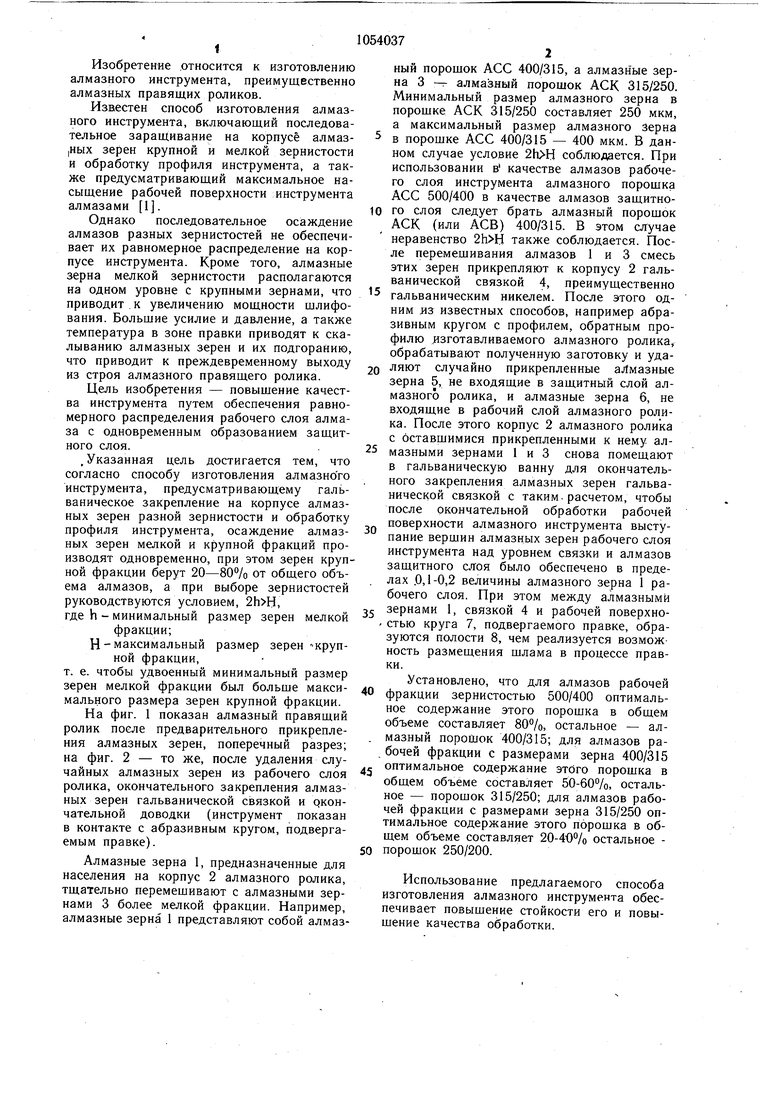
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2007 |
|
RU2354532C1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1021588A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1983 |
|
SU1183357A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПРАВЯЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2393078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 2007 |
|
RU2354731C2 |
| Масса для изготовления алмазного инструмента | 1988 |
|
SU1583274A1 |
| Способ изготовления абразивного инструмента | 1989 |
|
SU1682153A1 |
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
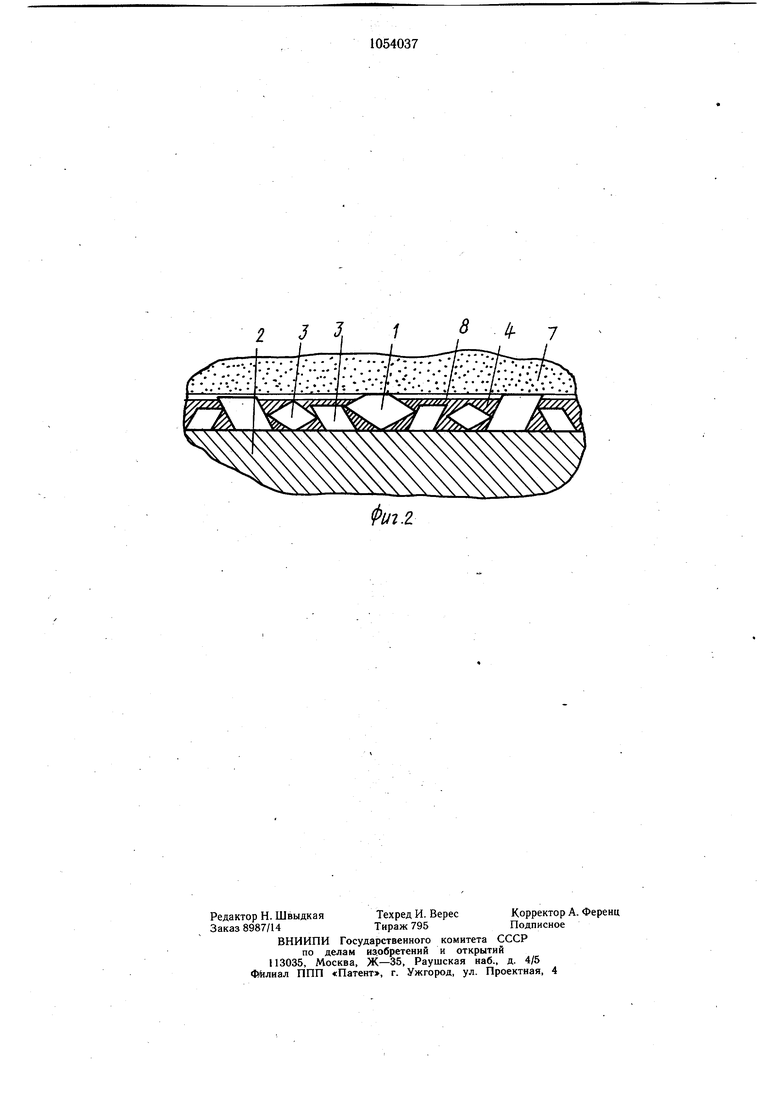
1. СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА, при котором на корпусе гальванической связкой закрепляют алмазные зерна разной зернистости и обрабатывают инструмент по профилю; отличающийся тем, что, с целью повышения качества инструмента путем обеспечения равномерного распределения рабочего слоя алмаза с одновременным образованием защитного слоя, осаждение алмазных зерен мелкой и крупной фракций производят одновременно, при этом зерен крупной фракции берут 20-80% от общего объема алмазов. 2. Способ по п. 1, отличающийся тем, что зернистость алмазов выбирают из условия , где h-минимальный размер зерен мелкой фракции, Н -максимальный размер зерен крупной фракции.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Байкалов А | |||
| К | |||
| и др | |||
| Алмазный правящий инструмент на гальванической связке | |||
| «Наукова думка, 1976, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
