Изобретение относится к литейному производству, в частности к литью слитков вакуумным всасыванием.
Известен способ литья слитков вакуумным всасыванием в кристаллизатор, включающий вакуумирование рабочей полости и ее заполнение металлом [1].
Однако для литья различных конфигураций и размеров слитков требуются соответствующие кристаллизаторы, что вызывает значительные затраты на изготовление оснастки, особенно нерациональные при единичном и мелкосерийном производстве.
Известно применение облицованных сыпучим огнеупорным наполнителем металлических форм (кокилей) [2].
Однако технология облицовки требует применения модельной оснастки, герметизирующего покрытия, разделяется на ряд операций, которые в сумме составляют трудоемкий и малопроизводительный процесс, удорожающий литье. Кроме того, облицовка, полученная вакуумной формовкой, во избежание разрушения должна все время вакуумироваться, что требует энергозатрат и оборудования для вакуумирования.
Целью изобретения является уменьшение затрат на оснастку и трудозатрат.
Указанная цель достигается тем, что заполнение полости выполняют при движении плунжера в рабочей полости кристаллизатора.
По сравнению с прототипом уменьшаются затраты на оснастку, т.к. корпус кристаллизатора можно применять для литья слитков (профилей) различных размеров и конфигураций (в пределах, возможных для вакуумного всасывания). Формообразующую функцию выполняет плунжер, который своим движением вверх разгерметизирует песок рабочей полости и вакуум через песок воздействует на расплав, обеспечивая заполнение формы. Разрежение, подаваемое через песок, должно обеспечить как всасывание металла, так и удержание песчаной облицовки, герметизируемой заполняемым металлом, замещаемым плунжер. При разрежении порядка 50 кПа для чугуна высота слитка может достигать 0,7 м, для алюминия - примерно в 2,5 раза больше.
По сравнению с применением вакуумной формовки способ не требует применения вакуумируемой модельной оснастки, облицованной пленкой, и связанных с этим затрат на оснастку и трудозатрат, т.к. герметизацию песка рабочей полости выполняют поверхностью плунжера.
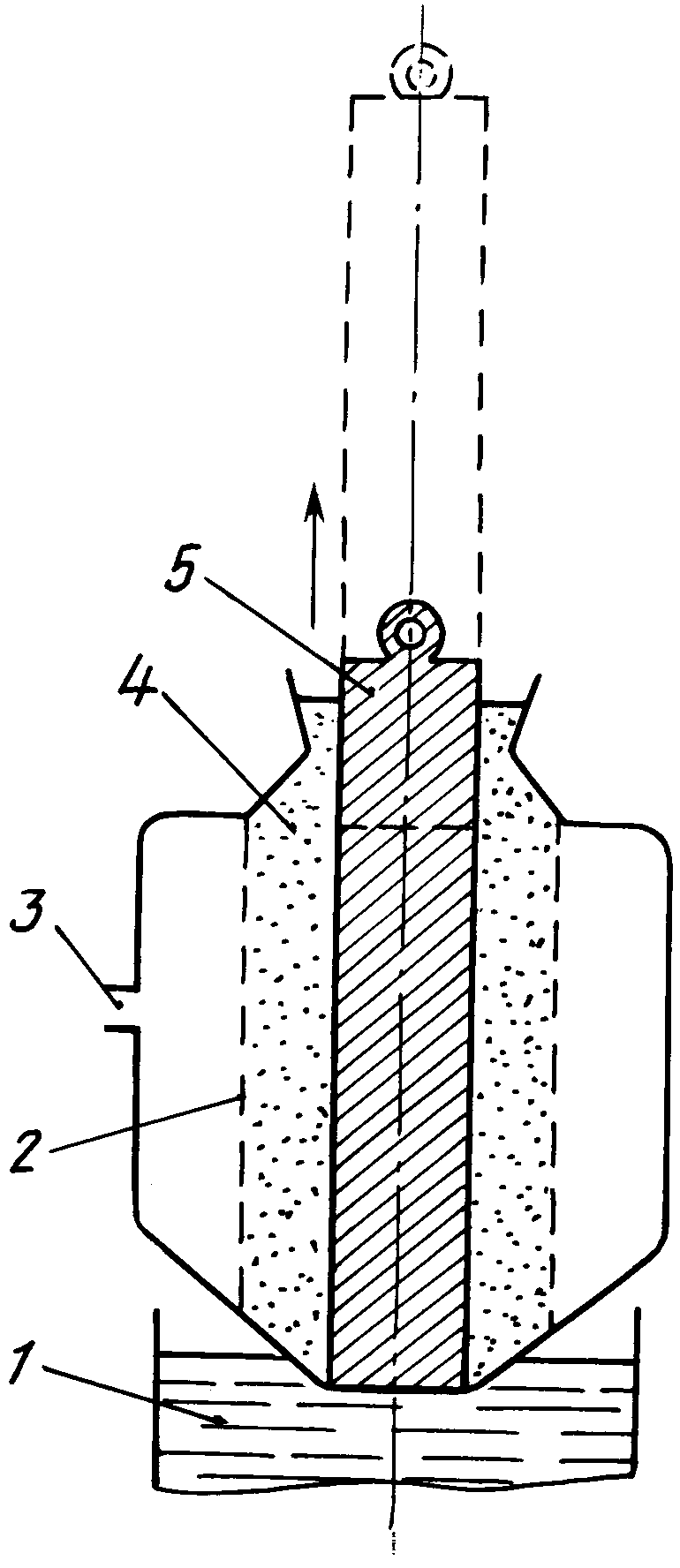
На чертеже изображена схема кристаллизатора, где поз.1 обозначен жидкий металл, 2 - внутренняя перфорированная стенка кристаллизатора, 3 - вакуумный клапан для подключения кольцевой полости корпуса к вакуум-насосу. Для облицовки используют песок 4. Поз.5 обозначен плунжер, имеющий параллельные вертикальные стенки. Размеры верхнего и нижнего отверстия кристаллизатора приближаются к размеру плунжера, в этом случае нет необходимости герметизировать зазоры между корпусом кристаллизатора и плунжером.
Способ осуществляют следующим образом. Вначале облицовывают кристаллизатор, вставляя в него плунжер 5 и засыпая песок 4. Песок может уплотняться. Затем подключают разрежение к клапану 3 и, окунув низ кристаллизатора в металл 1, протягивают плунжер 5 вверх. Разрежение через перфорированные стенки 2 подается в песок и на поверхность рабочей полости. По мере движения плунжера 5 его место заполняет металл 1 под воздействием разрежения.
Пунктирной линией показано положение плунжера 5 на момент завершения протяжки. Для затвердевания металла отливки, аналогично прототипу, поддерживают вакуум. После затвердевания и охлаждения отливки ее удаляют вместе с песком 4.
Плунжер 5 изготавливают по конфигурации отливки, Можно использовать профильную отливку в качестве плунжера для литья подобной ей отливки.
При изготовлении большой номенклатуры различных профильных отливок изменяют лишь плунжеры, используя один кристаллизатор.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2022681C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2026767C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ОТЛИВОК | 1991 |
|
RU2015793C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2015794C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ | 1991 |
|
RU2017560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ПОЛОСТЕЙ В ФОРМОВОЧНОЙ СМЕСИ | 1992 |
|
RU2026128C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029653C1 |
Использование: литье вакуумным всасыванием. Сущность изобретения: заполнение металлом рабочей полости кристаллизатора, облицованной сыпучим огнеупорным наполнителем и вакуумируемой во время заполнения, осуществляют при движении в ней плунжера вверх. Формообразующую функцию выполняет плунжер, который своим движением вверх разгерметизирует песок облицовки, вакуум через песок воздействует на расплав, обеспечивая заполнение формы. Способ не требует применения вакуумируемой модельной оснастки, облицованной пленкой, и связанных с этим затрат на оснастку и трудозатрат, так как герметизацию песка рабочей полости выполняют поверхностью плунжера. 1 ил.
СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМИРУЕМЫХ ФОРМАХ, включающий установку в металлическую форму герметизирующего элемента, засыпку огнеупорного материала в зазор между формой и герметизирующим элементом, вакуумирование полученной облицовки, заливку металла в полость формы, отличающийся тем, что в качестве герметизирующего элемента используют плунжер, устанавливаемый в рабочую полость формы, а заливку металла в форму осуществляют путем погружения формы в металл и перемещения плунжера вверх.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Минаев А.А | |||
| и др | |||
| Вакуумная формовка | |||
| М.: Машиностроение, 1984 | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
