Изобретение относится к литейному производству, а именно к способам производства отливок в формах, установленных вакуумно-пленочной формовкой (ВПФ) преимущественно на конвейере.
Известен способ получения отливок на конвейере ВПФ со сложными системами вакуумного сопровождения форм и сложными механизмами клапанного подключения вакуумных трубопроводов к полуформам. Затраты на оборудование и энергозатраты на вакуумирование увеличиваются с увеличением массы отливок и производительностью конвейеров ВПФ.
Известен способ получения отливок с применением автоматических зажимов для скрепления полуформ между со,бой и с транспортной плитой. В конструкций зажимов применяются пневмоцилиндры. Зажимы удобны для применения на конвейере, однако не предусматривают упрочнения форм при ВПФ.
Известен способ литья под газовым давлением при ВПФ с использованием газового давления на расплав после формовки, сборки, скрепления полуформ и заливки форм. При этом время вакуумирования после заливки уменьшается за счет более быстрого при повышенном давлении образования корки отливки. Однако сокращение времени вакуумирования за счет ускоренной кристаллизации незначительно особенно для крупного литья. Кроме того, способ литья под газовым давлением весьма ограничен по применению. Несравнимо шире заливка струей из ковша.
Наиболее близким является способ получения отливок по ВПФ, при котором осуществляют подачу газа в рабочую полость перед заливкой под давлением.
Однако при применении этого способа велики затраты энергии на вакуумирование.
Целью изобретения является снижение затрат энергии на вакуумирование
Для этого в способе, включающем изготовление полуформ методом вакуумно-пленочной формовки, их сборку, заливку расплавом, создание газового давления на форму, затвердевание отливки, снятие разрежения в форме и удаление отливки, после
Х|
i04
о ел
00 00
сборки верхний кснтрлад формы накрывают герметизирующей крышкой, перед заливкой и во время затвердевания отливки снимают разрежение в форме и под герметизирующей крышкой создают газовое давление, а во время заливки создают разрежение в форме и снимают газовое давление и герметизирующую крышку.
В способе обеспечивается вакуумиро- вание формы лишь во время заливки ее из ковша, остальное время, когда необ- обеспечить п рюч ность формы, прес- перепад давлений на ком песка создаётся не за счет разницы атмосферного давления и внутриформенного разрежения, а за счет разницы газового давления со стороны контрлада (в первом случае - полости формы, а во втором - расплава) и внутри- Форменного атмосферного давления. Время заливки составляет не более 5-iO% от времени накоплепния форм после сборки и затвердевания и охлаждения при поддержании прочной формы после заливки особенно для средних и крупных отливок. Только во время заливки происходит вакуу- мирование, а в остальное время после сборки формы ее прочность поддерживается с использованием газового давления. Зто значительно сокращает энергопотребление на вакуумирование, позволяет не использовать сложные системы вакуумного сопровождения форм на конвейере.
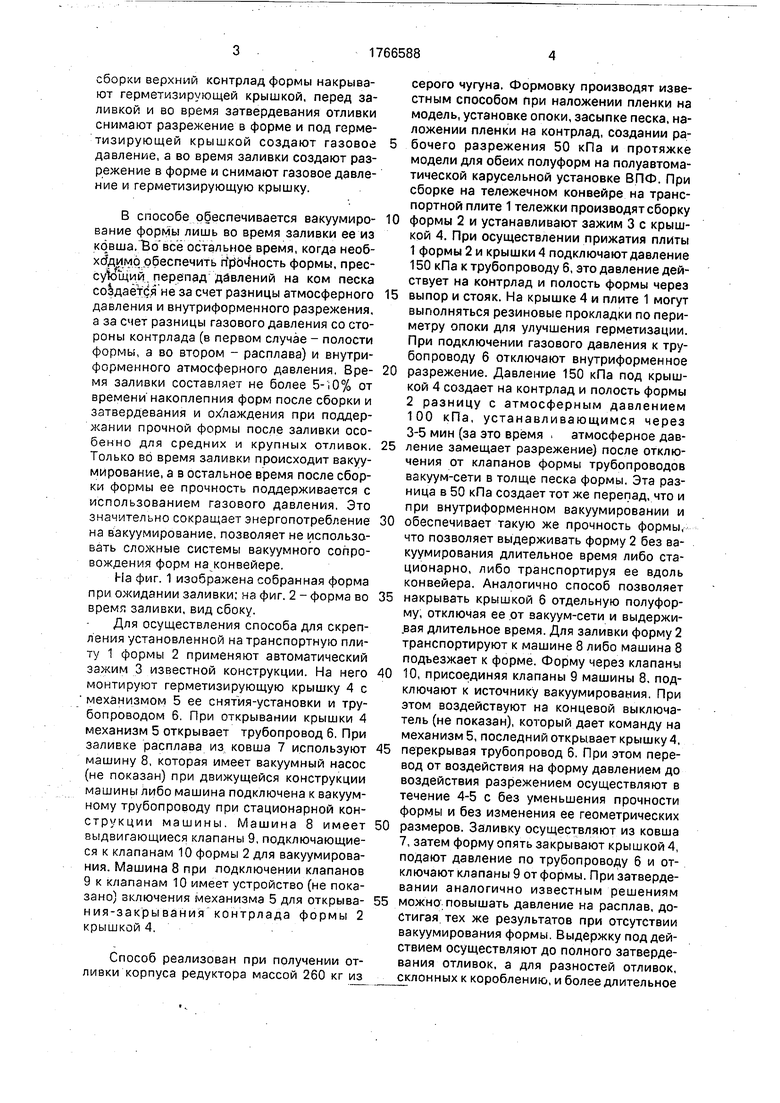
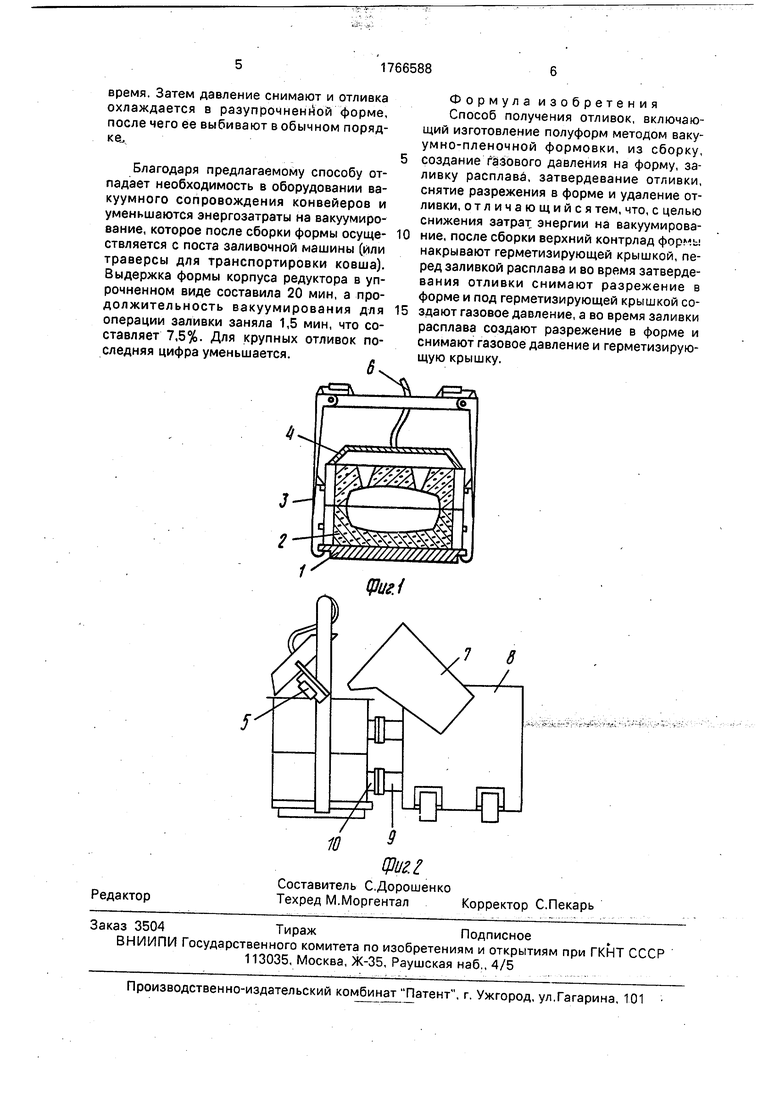
На фиг. 1 изображена собранная форма при ожидании заливки; на фиг. 2 - форма во время заливки, вид сбоку.
Для осуществления способа для скрепления установленной на транспортную плиту 1 формы 2 применяют автоматический зажим 3 известной конструкции. На него монтируют герметизирующую крышку 4 с механизмом 5 ее снятия-установки и трубопроводом 6. При открывании крышки 4 механизм 5 открывает трубопровод 6. При заливке расплава из ковша 7 используют машину 8, которая имеет вакуумный насос (не показан) при движущейся конструкции машины либо машина подключена к вакуумному трубопроводу при стационарной конструкции машины. Машина 8 имеет выдвигающиеся клапаны 9, подключающиеся к клапанам 10 формы 2 для вакуумирова- ния. Машина 8 при подключении клапанов 9 к клапанам 10 имеет устройство (не показано) включения механизма 5 для открыва- ния-закрывания контрлада формы 2 крышкой 4.
Способ реализован при получении отливки корпуса редуктора массой 260 кг из
серого чугуна. Формовку производят известным способом при наложении пленки на модель, установке опоки, засыпке песка, наложении пленки на контрлад, создании рабочего разрежения 50 кПа и протяжке модели для обеих полуформ на полуавтоматической карусельной установке ВПФ. При сборке на тележечном конвейре на транспортной плите 1 тележки производят сборку
0 формы 2 и устанавливают зажим 3 с крышкой 4. При осуществлении прижатия плиты
1формы 2 и крышки 4 подключают давление 150 кПа к трубопроводу 6, это давление действует на контрлад и полость формы через
5 выпор и стояк. На крышке 4 и плите 1 могут выполняться резиновые прокладки по периметру опоки для улучшения герметизации. При подключении газового давления к трубопроводу 6 отключают внутриформенное
0 разрежение. Давление 150 кПа под крышкой 4 создает на контрлад и полость формы
2разницу с атмосферным давлением 100 кПа, устанавливающимся через 3-5 мин (за это время . атмосферное дав5 ление замещает разрежение) после отключения от клапанов формы трубопроводов вакуум-сети в толще песка формы. Эта разница в 50 кПа создает тот же перепад, что и при внутриформенном вакуумировании и
0 обеспечивает такую же прочность формы, что позволяет выдерживать форму 2 без ва- куумирования длительное время либо стационарно, либо транспортируя ее вдоль конвейера. Аналогично способ позволяет
5 накрывать крышкой 6 отдельную полуформу, отключая ее от вакуум-сети и выдержи- .вая длительное время. Для заливки форму 2 транспортируют к машине 8 либо машина 8 подъезжает к форме. Форму через клапаны
0 10, присоединяя клапаны 9 машины 8, подключают к источнику вакуумирования. При этом воздействуют на концевой выключатель (не показан), который дает команду на механизм 5, последний открывает крышку 4,
5 перекрывая трубопровод 6. При этом перевод от воздействия на форму давлением до воздействия разрежением осуществляют в течение 4-5 с без уменьшения прочности формы и без изменения ее геометрических
0 размеров. Заливку осуществляют из ковша 7, затем форму опять закрывают крышкой 4, подают давление по трубопроводу б и отключают клапаны 9 от формы. При затвердевании аналогично известным решениям
5 можно повышать давление на расплав, достигая тех же результатов при отсутствии вакуумирования формы. Выдержку под действием осуществляют до полного затвердевания отливок, а для разностей отливок, склонных к короблению, и более длительное
время. Затем давление снимают и отливка охлаждается в разупрочненйой форме, после чего ее выбивают в обычном порядке..
Благодаря предлагаемому способу отпадает необходимость в оборудовании вакуумного сопровождения конвейеров и уменьшаются энергозатраты на вакуумиро- вание, которое после сборки формы осуществляется с поста заливочной машины (или траверсы для транспортировки ковша). Выдержка формы корпуса редуктора в упрочненном виде составила 20 мин, а продолжительность вакуумирования для операции заливки заняла 1,5 мин, что составляет 7,5%. Для крупных отливок последняя цифра уменьшается.
О
/г
Формула изобретения Способ получения отливок, включающий изготовление полуформ методом ваку- умно-пленочной формовки, из сборку,
создание газового давления на форму, заливку расплава, затвердевание отливки, снятие разрежения в форме и удаление отливки, отличающийся тем, что, с целью снижения затрат энергии на вакуумирование, после сборки верхний контрлад формы накрывают герметизирующей крышкой, перед заливкой расплава и во время затвердевания отливки снимают разрежение в форме и под герметизирующей крышкой создают газовое давление, а во время заливки расплава создают разрежение в форме и снимают газовое давление и герметизирующую крышку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| СПОСОБ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020027C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2030950C1 |
| Способ литья в песчаные формы с противодавлением | 1982 |
|
SU1060294A1 |
| Способ изготовления форм вакуумной формовкой | 1984 |
|
SU1166884A1 |
Использование:производство отливок в формах, изготовленных вакуумно-пленочной формовкой (ВПФ). Сущность изобретения: способ включает изготовление полуформ методом ВПФ, их сборку, заливку и затвердевание металла. После сборки форму 3 накрывают герметизирующей крышкой 4, перед заливкой и во время заливки снижают разрежение в форме 3 и под герметизирующей крышкой 4 создают газовое давление, а во время заливки создают разрежение в форме 3 и снимают газовое давление и герметизирующую крышку 4. Вакуумирование формы обеспечивается только во время ее заливки. 2 ил.
| Способ получения отливок | 1985 |
|
SU1266644A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
