Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к токарному станку, в частности, к токарному станку с числовым программным управлением (ЧПУ), содержащему первый шпиндель и второй шпиндель. Настоящее изобретение также относится к способу точения заготовок на указанном токарном станке.
Предшествующий уровень техники настоящего изобретения
Стандартные токарные станки, предназначенные для изготовления прецизионных деталей, помимо основного шпинделя с полным набором функций также содержат вспомогательный шпиндель, обладающий ограниченными функциональными возможностями; т.е. вспомогательный шпиндель обычно не является полнофункциональным шпинделем со своим собственным устройством подачи прутков. Токарные станки могут быть также снабжены одной или несколькими револьверными головками. Однако за единицу времени эти токарные станки обрабатывают всего одну заготовку. В результате может проявиться недостаток, который заключается в том, что при механической обработке некоторых заготовок или полуфабрикатов дорогостоящие узлы системы используются неэффективно или не используются вообще; или же в том, что механическая обработка должна выполняться в несколько этапов, что - помимо прочих проблем - также влечет за собой необходимость замены металлообрабатывающего станка. В частности, например, известны токарные станки с ЧПУ, снабженные основным шпинделем и противошпинделем, в которых - в зависимости от комплектации токарного станка с ЧПУ - в зоне механообработки располагается множество револьверных головок (в настоящее время может быть использовано от одной до трех револьверных головок). В эти револьверные головки вставляются инструментальные оправки с обрабатывающими инструментами, с помощью которых обеспечивается фиксация заготовок в зажимных приспособлениях (цангах, трех кулачковых, патронах или иных приспособлениях подобного рода) основного шпинделя и/или вспомогательного шпинделя.
Основной шпиндель обычно располагается с левой стороны токарного станка с ЧПУ. Изнутри основной шпиндель выполнен полым; соответственно, для подачи пруткового материала с целью его обработки в зоне мехобработки может быть использовано устройство подачи прутков магазинного типа, также расположенное с левой стороны станка. Прутковый материал обычно зажимается цангой первого шпинделя, после чего первая сторона пруткового материала подвергается механической обработке при вращении первого шпинделя. По окончании обработки первой стороны подаваемого пруткового материала до готового состояния этот прутковый материал может быть автоматически захвачен противошпинделем и зафиксирован в зажимном приспособлении вспомогательного шпинделя. Однако если диаметр материала, подлежащего механической обработке, превышает габаритную ширину основного шпинделя, то эти части должны вставляться в зажимное приспособление основного шпинделя и/или вспомогательного шпинделя вручную или с помощью робототехнического устройства. Обработанные детали в этом случае также должны сниматься вручную или с помощью робототехнического устройства. После указанного захвата и зажатия обточенная деталь может быть отрезана от подаваемого пруткового материала с помощью резца, после чего вторая сторона обточенной детали может быть подвергнута дополнительной мехобработке или доведена до готового состояния при вращении второго шпинделя. Готовые обточенные детали обычно отводятся из зоны мехобработки токарного станка с ЧПУ с помощью небольшой конвейерной ленты.
Цель настоящего изобретения заключается в том, чтобы предложить токарный станок и способ, которые указаны во вводной части настоящего документа, и которые обеспечивали бы особо эффективную механическую обработку заготовок или полуфабрикатов.
Краткое раскрытие настоящего изобретения
Указанная цель достигается с помощью предмета независимых пунктов формулы изобретения. Предпочтительные варианты осуществления настоящего изобретения являются частью зависимых пунктов его формулы, последующего описания и чертежей.
Согласно первому аспекту заявленного изобретения предложен токарный станок, в частности, токарный станок с ЧПУ или автоматический токарный станок. Этот токарный станок содержит первый шпиндель, который может приводиться во вращение для зажатия и вращения первого полуфабриката, подлежащего обточке; и второй шпиндель, который располагается напротив первого шпинделя и может приводиться во вращение для зажатия и вращения второго полуфабриката, подлежащего обточке. Первый шпиндель сопряжен с первым устройством подачи прутков магазинного типа или первым прутковым питателем, выполненным с возможностью подачи первого полуфабриката через первое отверстие первого шпинделя в зону мехобработки, предусмотренную между шпинделями. Второй шпиндель сопряжен со вторым устройством подачи прутков магазинного типа или вторым прутковым питателем, выполненным с возможностью подачи второго полуфабриката через второе отверстие второго шпинделя в зону мехобработки. В предпочтительном варианте первый шпиндель и второй шпиндель могут приводиться во вращение вокруг общей оси вращения. Более того, по меньшей мере, один их этих двух шпинделей предпочтительно выполнен подвижным относительно общей оси вращения, благодаря чему расстояние между шпинделями может варьироваться.
В данном случае устройства подачи прутков магазинного типа или прутковые питатели представляют собой устройства, посредством которых полуфабрикаты в виде пруткового материала различной формы (например, круглого, четырехгранного или шестигранного профиля) могут подаваться в станок (в частности, в токарный станок с ЧПУ) или в его шпиндели через отверстия в этих шпинделях вручную или предпочтительно полностью автоматически. В контексте настоящего документа термин «сопряжен», в частности, означает, что первое устройство подачи прутков магазинного типа располагается с той же стороны, что и первый шпиндель, а выпускное отверстие первого устройства подачи прутков магазинного типа соединено с отверстием первого шпинделя; и что второе устройство подачи прутков магазинного типа располагается с той же стороны, что и второй шпиндель, а выпускное отверстие второго устройства подачи прутков магазинного типа соединено с отверстием второго шпинделя. Обрабатывающие инструменты могут располагаться, в частности, на револьверных головках токарного станка, которые могут, например, поворачиваться и перемещаться в пределах зоны мехобработки.
Два шпинделя могут обладать, в частности, одинаковыми функциональными возможностями, размерами и/или производительностью. Таким образом, токарный станок согласно настоящему изобретению вместо «ограниченного» противошпинделя (с более низкой отдачей и урезанными функциональными возможностями в сравнении с основным шпинделем) содержит полнофункциональный второй («основной») шпиндель со вторым устройством подачи прутков магазинного типа, расположенным с той же стороны, что и указанный второй шпиндель. Иначе говоря, вместо вспомогательного шпинделя, известного в данной области техники, предложен полнофункциональный основной шпиндель, благодаря чему токарный станок может использоваться более экономично и более гибким образом за счет наличия второго устройства подачи прутков магазинного типа.
Таким образом, токарный станок согласно настоящему изобретению может быть использован, в частности, для одновременного или почти одновременного получения двух отдельных обточенных деталей, причем каждая из этих отдельных обточенных деталей может быть зажата в одном из шпинделей, приводиться им во вращение и подвергаться механической обработке путем обточки с помощью обрабатывающего инструмента в пределах зоны мехобработки. Таким образом, обеспечивается возможность одновременного получения отдельных обточенных деталей, благодаря чему может быть увеличено, в частности, удвоено количество заготовок, которое может быть изготовлено за определенный отрезок времени, а токарный станок может использоваться более эффективно. Две отдельные обточенные детали могут быть идентичными или разными. Следовательно, токарный станок согласно настоящему изобретению обеспечивает улучшенный коэффициент использования, например, в отношении измеряемого показателя «количество заготовок в расчете на занимаемую площадь» или «количество заготовок в расчете на станок».
Токарный станок согласно настоящему изобретению также подходит для одновременного получения обточенных деталей сложной формы, причем первая обточенная деталь сложной формы может последовательно зажиматься в обоих шпинделях и/или вращающихся захватных устройствах, приводиться ими во вращение и подвергаться механической обработке путем обточки с помощью обрабатывающих инструментов в пределах зоны мехобработки. В это же время вторая обточенная деталь сложной формы также может последовательно зажиматься в других шпинделях и/или доступных вращающихся захватных устройствах, приводиться ими во вращение и подвергаться механической обработке путем обточки с помощью обрабатывающих инструментов в пределах зоны мехобработки. В данном конкретном примере также обеспечена возможность одновременного получения обточенных деталей сложной формы, благодаря чему может быть увеличено количество заготовок, которое может быть изготовлено за определенный отрезок времени, а токарный станок может использоваться более эффективно. Две отдельные обточенные детали сложной формы могут быть идентичными или разными.
Согласно одному из вариантов осуществления настоящего изобретения первый шпиндель и второй шпиндель представляют собой идентичные узлы, которые располагаются симметрично относительно друг друга, за счет чего может быть упрощена конструкция токарного станка.
Более того, описываемый токарный станок может включать в свой состав, по меньшей мере, одно робототехническое устройство, выполненное с возможностью перевода или перемещения - по меньшей мере, частичного - первого полуфабриката из области первого шпинделя во второй шпиндель и/или перевода или перемещения - по меньшей мере, частичного - второго полуфабриката из области второго шпинделя в первый шпиндель. В частности, робототехническое устройство может выводить полуфабрикаты из соответствующих зон их шпинделей всякий раз после того, как начальный участок полуфабрикатов был предварительно обработан и отрезан резцом. Такое выведение может также осуществляться с помощью захватной системы и револьверной головки, что во многих случаях может быть выполнено быстрее, чем с использованием робототехнического устройства. В данном случае начальный участок полуфабриката также отделяется резцом еще одной свободной револьверной головки. В результате процесса резки предварительно обработанная и отрезанная часть полуфабриката больше не располагается в первом шпинделе, а находится вблизи него, т.е. «в области» рассматриваемого шпинделя. Тем не менее, робототехническое устройство также может быть выполнено с возможностью перемещения полуфабрикатов непосредственно из первого шпинделя во второй шпиндель и наоборот. Робототехническое устройство может быть выполнено с возможностью вращения и перемещения в пределах зоны мехобработки в трех измерениях, причем эти перемещения могут осуществляться по существу полностью автоматически.
Робототехническое устройство может по существу заводить первый полуфабрикат во второй шпиндель, а второй полуфабрикат - в первый шпиндель таким образом, что всякий раз еще не обработанный концевой участок полуфабрикатов выдается в зону мехобработки и оказывается доступным для обработки точением. Таким образом, в результате использования робототехнического устройства начальный участок заготовок и их концевой участок, удаленный от начального участка, могут всегда располагаться в двух шпинделях и обрабатываться поочередно. В частности, может быть предусмотрено два робототехнических устройства, причем первое робототехническое устройство выполнено с возможностью перемещения первого полуфабриката из области первого шпинделя во второй шпиндель, а второе робототехническое устройство выполнено с возможностью перемещения второго полуфабриката из области второго шпинделя в первый шпиндель. В результате использования двух робототехнических устройств обеспечивается возможность механической обработки двух сторон заготовок или полуфабрикатов, обращенных в сторону друг от друга, одновременно или, по меньшей мере, с перекрытием по времени. Таким образом, с помощью робототехнического устройства и, по меньшей мере, одного подвижного шпинделя согласно описанию, представленному выше, может быть обеспечена особо эффективная переустановка заготовок из первого шпинделя во второй шпиндель и наоборот. Более того, первый шпиндель и/или второй шпиндель могут быть выполнены с возможностью перемещения по горизонтали и вертикали таким образом, что первый шпиндель и/или второй шпиндель могут перемещаться в направлении другого шпинделя, и могут обеспечить съем предварительно обработанного полуфабриката с этого шпинделя даже без помощи робототехнического устройства.
Согласно еще одному из вариантов осуществления настоящего изобретения в пределах зоны мехобработки располагается, по меньшей мере, одна револьверная головка, в которую вставляется, по меньшей мере, один инструмент для обработки первого полуфабриката, подлежащего механической обработке, и/или второго полуфабриката, подлежащего механической обработке, или частично готовых заготовок; при этом, по меньшей мере, одна револьверная головка характеризуется наличием третьего шпинделя, который может приводиться во вращение (в качестве упомянутого выше захватного устройства) для приема и приведения во вращение первого полуфабриката, подлежащего механической обработке, или второго полуфабриката, подлежащего механической обработке. При этом с помощью этого третьего шпинделя обеспечивается возможность механической обработки еще одного полуфабриката или дополнительной механической обработки ранее обработанных полуфабрикатов. Более того, в одной из альтернативных конфигураций токарного станка согласно настоящему изобретению револьверная головка согласно описанным выше вариантам осуществления заявленного изобретения может также заменить своим третьим шпинделем первый или второй шпиндель; при этом, помимо прочего, зона мехобработки будет располагаться между первым/вторым шпинделем и третьим шпинделем, а одно из устройств подачи прутков магазинного типа может быть сопряжено с третьим шпинделем и выполнено с возможностью подачи полуфабриката через отверстие третьего шпинделя в зону мехобработки.
Более того, в пределах зоны мехобработки могут располагаться четыре револьверные головки, причем каждая головка из числа двух револьверных головок характеризуются наличием шпинделя (захватного устройства), который может быть приведен во вращение; при этом каждый из этих шпинделей выполнен с возможностью одновременного приема и вращения одного из полуфабрикатов, подлежащих механической обработке, а две другие револьверные головки выполнены с возможностью одновременной обработки одновременно вращающихся полуфабрикатов. Иначе говоря, две револьверные головки снабжены шпинделями, в две другие револьверные головки могут не иметь шпинделей. Таким образом, револьверные головки с вращающимся захватным устройством соответствуют одному из указанных третьих шпинделей. Этот вариант осуществления настоящего изобретения обеспечивает возможность съема полуфабрикатов с их шпинделей всякий раз после того, как начальный участок полуфабрикатов был подвергнут предварительной обработке. После этого полуфабрикаты могут быть введены в каждый из шпинделей револьверных головок, зажаты в них и приведены во вращение для последующей механической обработки - сразу после того, как будет отрезан уже обработанный начальный участок - еще не обработанного концевого участка полуфабрикатов с помощью инструмента, который располагается на револьверной головке без шпинделя. Во время такой механической обработки первого и второго полуфабрикатов в первый и второй шпиндели уже могут быть введены следующие полуфабрикаты с помощью двух устройств подачи прутков магазинного типа, благодаря чему может быть дополнительно повышена производительность обработки.
В этом контексте предусмотренное робототехническое устройство может быть выполнено с возможностью перевода - при необходимости с помощью, по меньшей мере, одного подвижного шпинделя, перемещающегося по горизонтали и вертикали согласно описанию, представленному выше - первого полуфабриката из области первого шпинделя в один из шпинделей револьверных головок и перевода второго полуфабриката из области второго шпинделя в другой шпиндель из числа шпинделей револьверных головок. Указанное перемещение с помощью робототехнического устройства или нескольких робототехнических устройств может осуществляться согласно описанию, представленному выше, в частности, сразу после того, как будут отрезаны предварительно обработанные начальные участки полуфабрикатов.
В альтернативном варианте первое устройство подачи прутков магазинного типа может быть выполнено с возможностью перевода первого полуфабриката из первого шпинделя в один из шпинделей револьверных головок, а второе устройство подачи прутков магазинного типа выполнено с возможностью перевода второго полуфабриката из второго шпинделя в другой шпиндель из числа шпинделей револьверных головок. В дальнейшем этот перевод выполняется без помощи робототехнического устройства, а полуфабрикат обычно принимается захватным устройством револьверной головки.
В этом контексте наибольший положительный эффект достигается в том случае, если зажимное приспособление или отверстие для ввода полуфабрикатов, предусмотренное в зажимном приспособлении соответствующих шпинделей револьверной головки, всегда располагается в направлении подачи устройства подачи прутков магазинного типа, что может быть обеспечено, в частности, путем вращения и/или смещения двух револьверных головок со шпинделями. Согласно этому варианту осуществления настоящего изобретения предварительно обработанные начальные участки полуфабрикатов могут быть отрезаны, в частности, после заведения полуфабрикатов в шпиндели или захватные устройства револьверных головок с помощью устройств подачи прутков магазинного типа после того, как эти полуфабрикаты будут зажаты в шпинделях револьверных головок и приведены во вращение. Согласно этому варианту осуществления настоящего изобретения можно обойтись без перемещения полуфабрикатов вручную или с помощью робототехнического устройства, благодаря чему технологический процесс получения заготовок может быть еще больше автоматизирован и упрощен, а расходы на эксплуатацию токарного станка могут быть уменьшены за счет отказа от дорогостоящих робототехнических средств.
Описанный токарный станок, в частности, за счет наличия второго («основного») шпинделя и второго устройства подачи прутков магазинного типа, в особо предпочтительном варианте взаимодействующих с интеллектуальным блоком управления токарного станка с ЧПУ, придает инструментам новые функциональные возможности по изготовлению прецизионных деталей, благодаря чему может быть существенно повышена экономическая эффективность производства. Таким образом, может быть значительно повышена производительность обработки, что может положительным образом отразиться, в частности, на фиксированных и переменных составляющих затрат на изготовление продукта.
Согласно второму аспекту настоящего изобретения предложен, соответствен но, способ получения частично обработанной первой заготовки и частично обработанной второй заготовки путем обточки первого полуфабриката и обточки второго полуфабриката на токарном станке. Реализация этого способа начинается с подготовки токарного станка, предпочтительно токарного станка с ЧПУ, описанного выше в привязке к первому аспекту заявленного изобретения.
Первая заготовка, подвергнутая механической обработке лишь с одной стороны и являющаяся, соответствен но, частично обработанной, может быть получена путем выполнения следующих стадий: подачи первого полуфабриката через первое отверстие первого шпинделя токарного станка в зону мехобработки, расположенную между шпинделями; зажатия первого полуфабриката в первом шпинделе; приведения первого полуфабриката во вращение с помощью первого шпинделя; и обточки начального участка первого полуфабриката посредством первого обрабатывающего инструмента токарного станка в пределах зоны мехобработки.
Вторая заготовка, аналогичным образом подвергнутая механической обработке лишь с одной стороны и являющаяся, соответственно, частично обработанной, может быть получена путем выполнения следующих стадий: подачи второго полуфабриката через второе отверстие второго шпинделя токарного станка в зону мехобработки; зажатия второго полуфабриката во втором шпинделе; приведения второго полуфабриката во вращение с помощью второго шпинделя; и обточки начального участка второго полуфабриката посредством второго обрабатывающего инструмента токарного станка в пределах зоны мехобработки; при этом первая частично обработанная заготовка и вторая частично обработанная заготовка обрабатываются одновременно.
В результате описанной выше обточки первая и вторая частично обработанные заготовки будут получены, соответственно, из первого и второго поданных полуфабрикатов. С помощью способа согласно второму аспекту настоящего изобретения можно одновременно или почти одновременно получить как две идентичные заготовки, так и две разные частично обработанные заготовки.
Согласно одному из вариантов осуществления способа согласно второму аспекту настоящего изобретения предусмотрен описанный выше токарный станок с четырьмя револьверными головками. Один из возможных примеров практической реализации этого варианта осуществления описываемого способа подробно раскрыт в привязке к фиг.2.
Согласно этому варианту осуществления настоящего изобретения получение готовой первой заготовки за счет обработки описанной выше частично обработанной первой заготовки дополнительно включает в себя следующие стадии: зажатый в первом шпинделе первый полуфабрикат высвобождается после обточки первого полуфабриката; ранее обработанный начальный участок первого полуфабриката зажимается в одном из шпинделей револьверной головки; и частично обработанная первая заготовка отделяется от первого полуфабриката. После этого частично обработанная первая заготовка приводится во вращение посредством шпинделя, в котором она оказывается зажатой в данный момент времени, и еще не обработанный начальный участок частично обработанной первой заготовки обтачивается с помощью одного из обрабатывающих инструментов револьверной головки в пределах зоны мехобработки.
Иначе говоря, предварительно частично обработанная первая заготовка передается из первого шпинделя во второй шпиндель (захватное устройство) одной из револьверных головок. Это может быть осуществлено путем перевода первого захватного устройства в положение захвата, в кагором предварительно обработанный начальный участок первого полуфабриката может быть зажат в захватном устройстве, хотя в данном случае на текущий момент времени этого еще не произошло. Сначала скорость вращения захватного устройства синхронизируется со скоростью вращения первого шпинделя, который продолжает вращаться. Только после этой синхронизации захватное устройство входит в зацепление с ранее обработанным начальным участком первого полуфабриката. Таким образом, первый полуфабрикат оказывается зажатым с частично обработанной первой заготовкой, как в первом шпинделе, так и в захватном устройстве, которые вращаются с одинаковой скоростью. Теперь частично обработанная первая заготовка может быть отделена от первого полуфабриката, а первый шпиндель может быть разжат.Таким образом, частично обработанная первая заготовка, отделенная от первого полуфабриката, остается зажатой лишь в захватном устройстве. Поскольку захватное устройство уже вращается, частично обработанная первая заготовка также приведена во вращение и может обтачиваться с помощью одного из инструментов револьверной головки.
Согласно этому варианту реализации предложенного способа получение готовой второй заготовки за счет механической обработки описанной выше частично обработанной второй заготовки согласно второму аспекту настоящего изобретения также включает в себя следующие стадии: зажатый во втором шпинделе второй полуфабрикат высвобождается после обточки второго полуфабриката; ранее обработанный начальный участок второго полуфабриката зажимается в другом шпинделе револьверной головки; и частично обработанная вторая заготовка отделяется от второго полуфабриката. После этого частично обработанная вторая заготовка приводится во вращение посредством шпинделя, в котором она оказывается зажатой в данный момент времени, и еще не обработанный начальный участок частично обработанной второй заготовки обтачивается с помощью еще одного из обрабатывающих инструментов револьверной головки в пределах зоны мехобработки. Передача ранее частично обработанной второй заготовки из второго шпинделя в другой шпиндель (захватное устройство) револьверной головки может выполняться аналогично способу, описанному выше в отношении частично обработанной первой заготовки.
Высвобождение зажатых полуфабрикатов может включать в себя их отсечение резцом. Полуфабрикаты, обработанные с одной стороны, могут передаваться в соответствующий шпиндель, например, вручную или с помощью робототехнического устройства согласно описанию, представленному выше в отношении первого аспекта настоящего изобретения.
Таким образом, этот вариант осуществления заявленного изобретения предусматривает, что полуфабрикаты - после механической обработки их первого начального участка и для механической обработки их второго начального участка -переводятся не в противоположный шпиндель, а в один из шпинделей револьверных головок (захватное устройство). Следовательно, согласно этому варианту осуществления настоящего изобретения предусмотрен токарный станок, в котором в зоне мехобработки располагаются четыре револьверные головки; при этом каждая головка из числа двух револьверных головок характеризуются наличием шпинделя, который может быть приведен во вращение, причем каждый из этих шпинделей выполнен с возможностью одновременного приема и вращения одного из полуфабрикатов, подлежащих механической обработке, а две другие револьверные головки выполнены с возможностью одновременной обработки одновременно вращающихся полуфабрикатов. Робототехническое устройство также может быть выполнено с возможностью перевода первого полуфабриката из области первого шпинделя в один из шпинделей револьверных головок и перевода второго полуфабриката из области второго шпинделя в другой шпиндель из числа шпинделей револьверных головок. Кроме того, первое устройство подачи прутков магазинного типа может быть выполнено с возможностью подачи первого полуфабриката из первого шпинделя в один из шпинделей револьверных головок; при этом второе устройство подачи прутков магазинного типа выполнено с возможностью подачи второго полуфабриката из второго шпинделя в другой шпиндель из числа шпинделей револьверных головок.
Согласно третьему аспекту настоящего изобретения предложен способ получения заготовки путем обточки полуфабриката на токарном станке. Один из примеров реализации этого способа подробно раскрыт в привязке к фиг. 3.
Описываемый способ включает в себя стадию подготовки токарного станка согласно первому аспекту настоящего изобретения. Частично обработанная заготовка сначала формируется за счет механической обработки начального участка первого торца заготовки, после чего выполняются следующие стадии: полуфабрикат подается через первое отверстие первого шпинделя токарного станка в зону мехобработки, расположенную между шпинделями, после чего он зажимается в первом шпинделе. Полуфабрикат приводится во вращение с помощью первого шпинделя, и начальный участок полуфабриката обтачивается с помощью первого обрабатывающего инструмента токарного станка в пределах зоны мехобработки. Таким образом, из полуфабриката получается частично обработанная заготовка.
Затем из частично обработанной заготовки получается готовая обработанная заготовка с захватом обточенного начального участка полуфабриката вторым шпинделем. Частично обработанная заготовка отделяется от полуфабриката, и концевой участок частично обработанной заготовки, удаленный от начального участка, подвергается механической обработке путем выполнения следующих стадий: частично обработанная заготовка зажимается во втором шпинделе, и посредством этого второго шпинделя частично обработанная заготовка приводится во вращение. Концевой участок частично обработанной заготовки также обтачивается с помощью второго обрабатывающего инструмента токарного станка в пределах зоны мехобработки, благодаря чему частично обработанная заготовка превращается в готовую обработанную заготовку. После этого готовая обработанная заготовка выбрасывается из второго шпинделя.
Иначе говоря, предварительно частично обработанная заготовка передается из первого шпинделя во второй шпиндель. Это может быть осуществлено сначала путем перевода второго шпинделя в положение захвата, в котором предварительно обработанный начальный участок полуфабриката может быть зажат во втором шпинделе, что на текущий момент времени пока еще не произошло. Сначала скорость вращения второго шпинделя синхронизируется со скоростью вращения первого шпинделя, который продолжает вращаться. Только после этой синхронизации второй шпиндель входит в зацепление с ранее обработанным начальным участком полуфабриката. Таким образом, полуфабрикат оказывается зажатым с частично обработанной заготовкой, как в первом шпинделе, так и во втором шпинделе, которые вращаются с одинаковой скоростью. Теперь частично обработанная заготовка может быть отделена от полуфабриката, а первый шпиндель может быть разжат.Таким образом, частично обработанная заготовка, отделенная от полуфабриката, остается зажатой лишь во втором шпинделе. Поскольку второй шпиндель уже вращается, частично обработанная заготовка также приведена во вращение и может обтачиваться с помощью одного из инструментов револьверной головки.
Один из вариантов реализации способа согласно третьему аспекту настоящего изобретения также включает в себя следующие стадии: еще не обработанный полуфабрикат подается в зону мехобработки сразу после того, как от этого полуфабриката была отделена частично обработанная заготовка; при этом обрабатывается концевой участок частично обработанной заготовки. Затем стадии способа согласно третьему аспекту заявленного изобретения выполняются повторно, начиная со стадии, на которой формируется частично обработанная заготовка путем механической обработки начального участка первого торца продвигаемого полуфабриката.
Краткое описание фигур
Ниже подробно описаны примеры осуществления настоящего изобретения в привязке к схематическим чертежам, где:
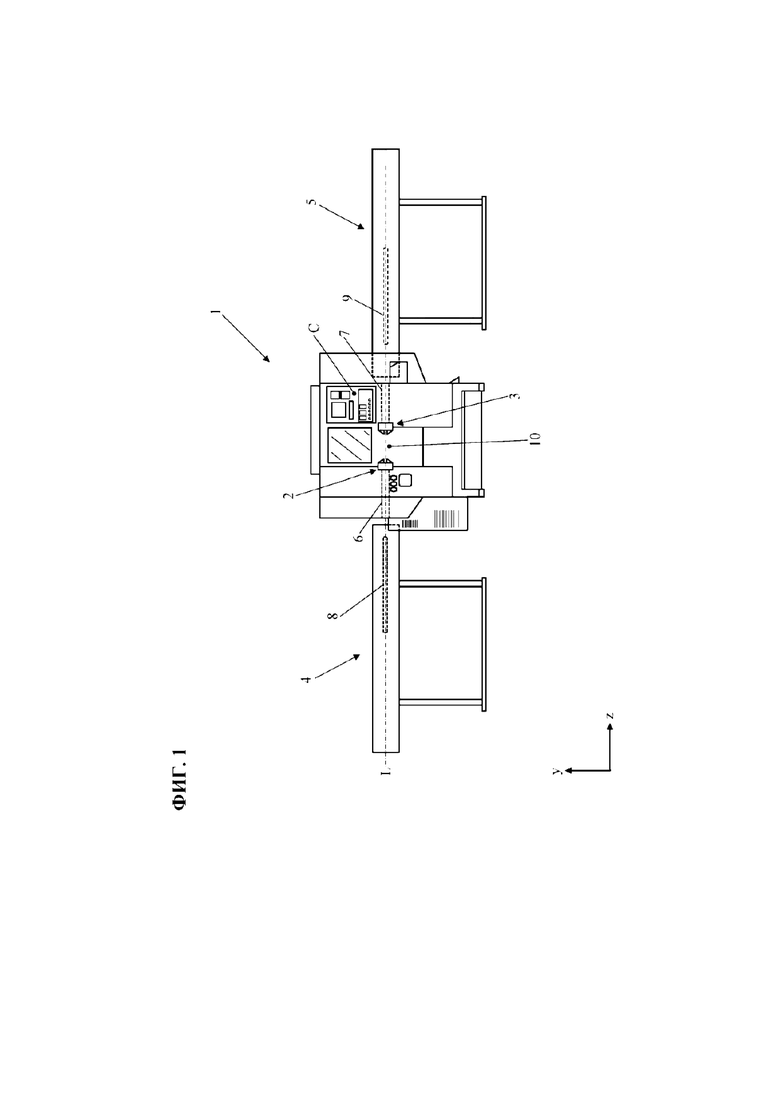
На фиг. 1 показан вид спереди одного из примеров осуществления токарного станка с ЧПУ согласно настоящему изобретению;
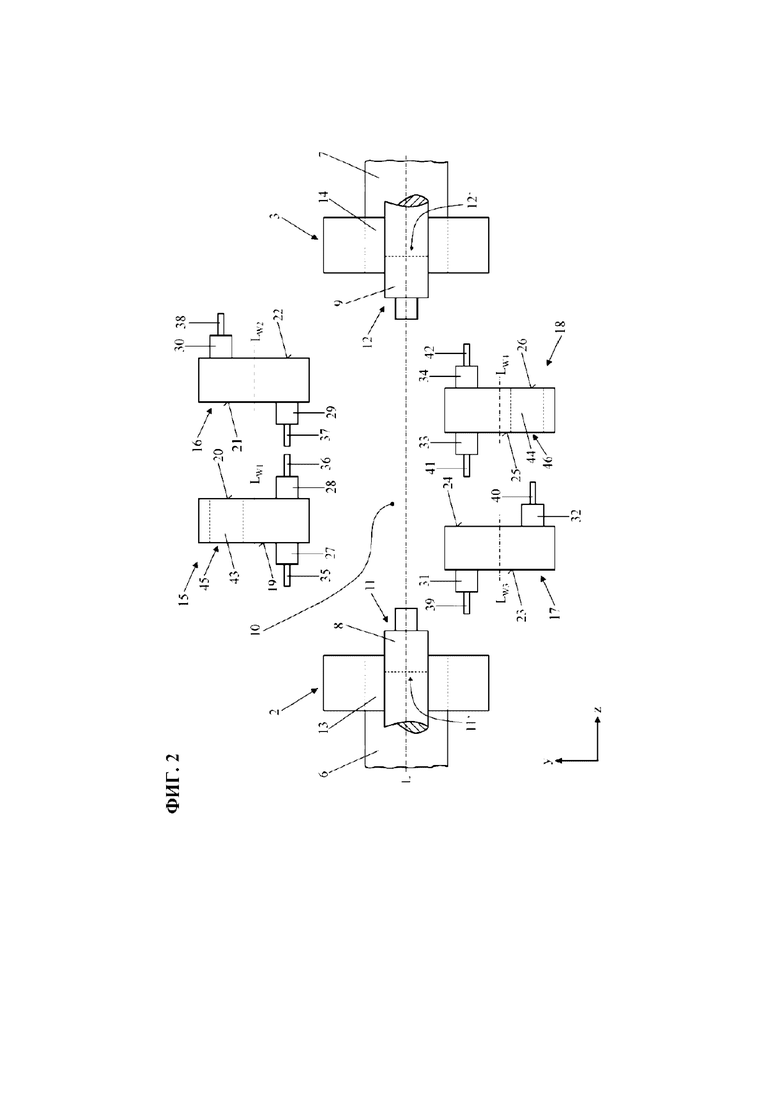
На фиг. 2 представлен вид спереди шпинделей и револьверных головок токарного станка с ЧПУ, показанного на фиг. 1, для работы в режиме обработки, в котором одновременно обтачиваются две заготовки; и
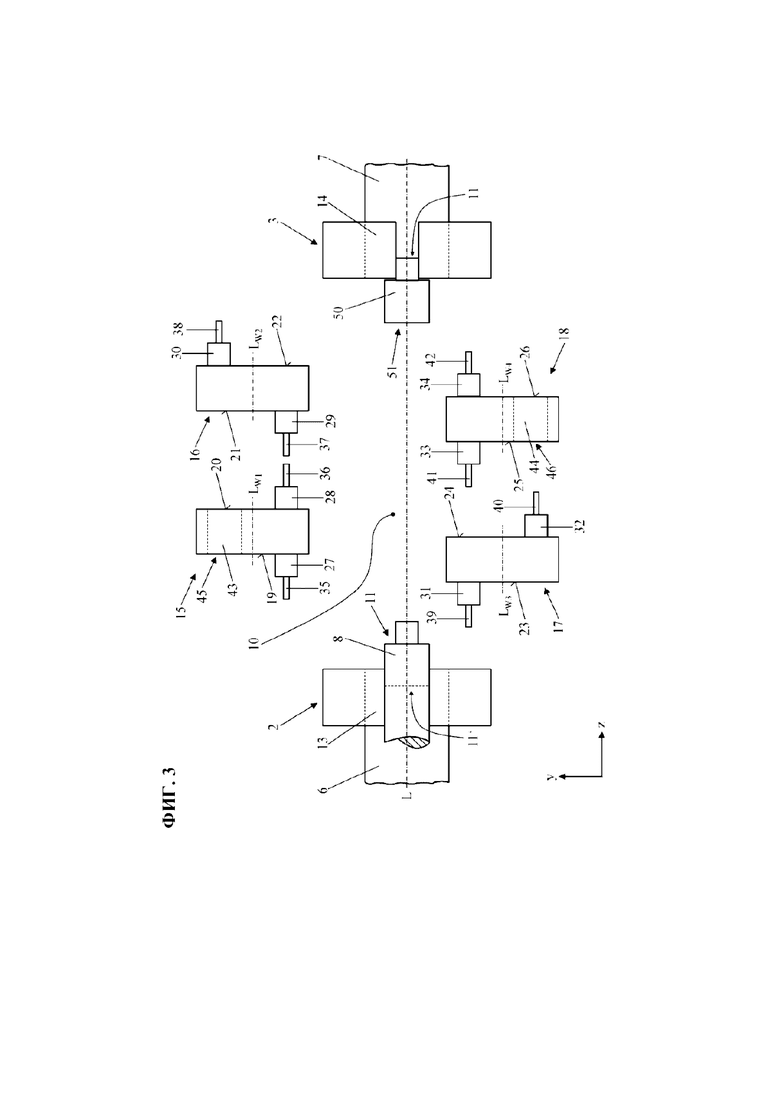
На фиг. 3 представлен вид спереди шпинделей и револьверных головок токарного станка с ЧПУ, показанного на фиг. 1, для работы в дополнительном режиме обработки, в котором заготовка сначала формируется частично с одной стороны в одном из шпинделей и обрабатывается до готового состояния после передачи в другой шпиндель.
Подробное раскрытие примеров осуществления настоящего изобретения
На фиг. 1 показан токарный станок 1 с ЧПУ, снабженный первым шпинделем 2, изображенным на фиг. 1 с левой стороны, и вторым шпинделем 3, изображенным на фиг. 1 с правой стороны. Первый шпиндель 2 сопряжен с первым устройством 4 подачи прутков магазинного типа, а второй шпиндель 3 сопряжен со вторым устройством 5 подачи прутков магазинного типа. Если не указано иное, то функции и рабочие процессы токарного станка 1 с ЧПУ, описанного ниже, могут перепрограммироваться и выполняться в полностью автоматизированном режиме, для чего токарный станок 1 с ЧПУ снабжен, в частности, блоком С контроля и управления. Токарный станок 1 с ЧПУ может также содержать устройство (не показано) для удаления стружки, причем в предпочтительном варианте стружка удаляется сзади или спереди.
В предпочтительном варианте первый шпиндель 2 и второй шпиндель 3 располагаются вдоль общей вертикальной продольной оси L и могут быть приведены во вращение с помощью приводных устройств (не показаны) таким образом, что зажатые в них полуфабрикаты 8 и 9 (обозначенные на фиг. 1 пунктирной линией) могут равным образом вращаться и обрабатываться с помощью обрабатывающих инструментов (см. фиг. 2). Более того, все шпиндели из числа первого шпинделя 2 и второго шпинделя 3 снабжены, соответствен но, отверстиями 6 и 7 (также обозначенными на фиг. 1 пунктирной линией), через которые полуфабрикаты 8 и 9, находящиеся в первом устройстве 4 подачи прутков магазинного типа и во втором устройстве 5 подачи прутков магазинного типа, могут подаваться в зону 10 мехобработки токарного станка 1 с ЧПУ; при этом зона 10 мехобработки располагается между первым шпинделем 2 и вторым шпинделем 3.
Как можно видеть на фиг. 2, начальные участки 11 и 12 пруткообразных полуфабрикатов 8 и 9, соответствен но, всегда располагаются в зоне 10 мехобработки. Полуфабрикаты 8 и 9 были предварительно введены через отверстия 6 и 7 в зажимные приспособления 13 и 14 (например, цанги или трехкулачковые патроны, охватывающие полуфабрикаты 8 и 9) шпинделей 2 и 3 и зафиксированы с помощью зажимных приспособлений 13 и 14 в положении, показанном на фиг. 2. Более того, в пределах зоны 10 мехобработки может располагаться множество револьверных головок. В приведенном примере в верхней левой части фиг. 2 представлена первая револьверная головка 15, в верхней правой части фиг. 2 представлена вторая револьверная головка 16. в нижней левой части фиг. 2 представлена третья револьверная головка 17, а в нижней правой части фиг. 2 представлена четвертая револьверная головка 18.
Каждая из револьверных головок 15-18 может вращаться вокруг своей виртуальной продольной оси Lw1, Lw2, Lw3 или Lw4, соответствен но, и может смещаться вдоль соответствующей продольной оси Lw1, Lw2, Lw3 или Lw4, а также поперек одной из указных осей. От торцов 19-26 револьверных головок 15-18 отходят инструментальные оправки 27-34, обращенные в сторону друг от друга, в каждую из которых вставлены обрабатывающие инструменты 35-42. За счет вращения или смещения револьверных головок 15-18 обрабатывающие инструменты 35-42 могут быть переведены в положение или позицию, в которой они будут находиться в зацеплении с полуфабрикатами 8 и 9 с возможностью их механической обработки с целью получения заготовки из полуфабрикатов 8 и 9 за счет вращения этих полуфабрикатов. В конфигурации, показанной на фиг. 2, шпиндели 2 и 3 представляют собой идентичные детали, которые располагаются напротив друг друга вдоль продольной оси L симметрично по отношению друг к другу, т.е. точечно-симметрично относительно друг друга. Полученные в итоге заготовки могут представлять собой идентичные или разные детали.
Как показано на фиг. 2, сначала может обтачиваться правый начальный участок 11 первого полуфабриката 8, изображенного слева, и левый начальный участок 12 второго полуфабриката, изображенного справа. Для этого первый полуфабрикат 8 зажимается в первом зажимном приспособлении 13 первого шпинделя 2, после чего первое зажимное приспособление 13 приводится во вращение, благодаря чему первый полуфабрикат 8 также начинает вращаться, и правый начальный участок 11 первого полуфабриката 8 обрабатывается точением с помощью одного из обрабатывающих инструментов 35-39, установленного в требуемое положение. Аналогичным образом второй полуфабрикат 9 зажимается во втором зажимном приспособлении 14 второго шпинделя 3, после чего второе зажимное приспособление 14 приводится во вращение, благодаря чему второй полуфабрикат 9 также начинает вращаться, и левый начальный участок 12 второго полуфабриката 9 обрабатывается точением с помощью одного из обрабатывающих инструментов 38-42, установленного в требуемое положение.
Если шпиндели 2 и 3 выполнены с возможностью перемещения в вертикальном направлении Y перпендикулярно продольной оси L, то обеспечивается дополнительная возможность обработки начального участка 11 полуфабриката 8 с помощью обрабатывающих инструментов 37 и/или 41, которые установлены на второй револьверной головке 16 и на четвертой револьверной головке 18, соответственно. В этом случае также можно обрабатывать начальный участок 12 полуфабриката 9 с помощью обрабатывающих инструментов 36 и/или 40, которые установлены на первой револьверной головке 15 и на третьей револьверной головке 17, соответственно. По окончании обработки полуфабрикатов 8 и 9 обработанные заготовки могут быть отделены от полуфабрикатов 8 и 9 и выброшены из токарного станка 1. В этом режиме мехобработки могут быть параллельно получены идентичные или разные детали.
Для обеспечения дополнительного режима работы каждая головки из числа первой револьверной головки 15 и четвертой револьверной головки 18 дополнительно содержит еще одно зажимное приспособление 43 или 44, соответственно, в каждое из которых может быть введена и зажата частично готовая заготовка, полученная в результате механической обработки полуфабрикатов 8 и 9. Первое дополнительное зажимное приспособление 43 первой револьверной головки 15, показанное в верхней левой части фиг. 2, образует часть первого дополнительного шпинделя (захватного устройства) 45, который может быть приведен во вращение; а второе дополнительное зажимное приспособление 44 четвертой револьверной головки 18, показанное в нижней правой части фиг. 2, образует часть второго дополнительного шпинделя (захватного устройства) 46, который может быть приведен во вращение. Дополнительные зажимные приспособления 43 и 44 могут приводиться во вращение посредством приводных устройств (не показаны) таким образом, что частично обработанные заготовки, зажатые в дополнительных зажимных приспособлениях 43 и/или 44, могут вращаться аналогичным образом, и могут обрабатываться с помощью обрабатывающих инструментов свободных револьверных головок 16 и 17. Ввиду более низкой производительности дополнительных шпинделей (захватных устройств) 45 и 46 в револьверных головках 15 и 18 могут выполняться только ограниченные простые операции по механической обработке. В данном случае предпочтительно обрабатывается только отрезанная сторона заготовки с целью подчистки следов резки.
Например, правый начальный участок 11 первого полуфабриката 8, показанного в левой части фиг. 2, сначала обрабатывается с помощью обрабатывающего инструмента 35 первой револьверной головки 15. В это же время аналогичным образом левый начальный участок 12 второго полуфабриката 9, показанного в правой части фиг. 2, может обрабатываться с помощью обрабатывающего инструмента 42 четвертой револьверной головки 18. После того как расположенные напротив друг друга начальные участки 11 и 12 полуфабрикатов 8 и 9 были обработаны надлежащим образом, дополнительные зажимные приспособления 43 и 44 переводятся в открытое положение с тем, чтобы правый начальный участок 11 первого полуфабриката 8 мог быть перемещен в зажимное приспособление 43 первой револьверной головки 15, а левый начальный участок 12 второго полуфабриката 9 мог быть перемещен в зажимное приспособление 44 четвертой револьверной головки 18.
После того как начальные участки 11 и 12 были зажаты, соответственно, в дополнительных зажимных приспособлениях 43 и 44, когда частично обработанная заготовка по-прежнему оставляет единое целое с начальными участками полуфабрикатов 8 и 9, частично готовые заготовки отделяются от полуфабрикатов 8 и 9, например, с помощью систем резки, установленных на револьверных головках 17 и 16. Теперь револьверные головки 15-18 могут быть повернуты и/или перемещены таким образом, что частично обработанные заготовки могут обрабатываться до готового состояния в соответствующем зажимном приспособлении 44 или 43 револьверных головок 15-18, соответственно, с помощью инструментов револьверных головок 16 и 17.
В частности, первая револьверная головка 15 может быть повернута и/или перемещена, например, таким образом, что продольная ось L шпинделей 2 и 3 предпочтительно будет проходить по центру через открытое первое дополнительное зажимное приспособление 43 первой револьверной головки 15. Четвертая револьверная головка 18, находящаяся в положении, которое показано на фиг. 2, также может быть переведена путем вращения и/или смещения в положение, в котором центр зажимного приспособления 44 также может лежать на продольной оси L. В предпочтительном варианте управление положением револьверных головок 15-18 и инструментов 35-42 осуществляется путем непрерывного контроля с использованием датчиков или путем программирования таким образом, что столкновение револьверных головок 15-18, инструментов 35-42, полуфабрикатов 8 и 9, частично готовых заготовок и прочих элементов исключается.
В альтернативном варианте устройства 4 и 5 подачи прутков магазинного типа также могут быть использованы для перевода полуфабрикатов 8 и 9 из соответствующих зажимных приспособлений 13 и 14 шпинделей 2 и 3 в продольном направлении L шпинделей 2 и 3 во второе дополнительное зажимное приспособление 44 (для первого полуфабриката 8) и в первое дополнительное зажимное приспособление 43 (для второго полуфабриката 9). Для этого револьверные головки 15-18 могут быть повернуты и/или перемещены так, как это описано выше в отношении перемещения полуфабрикатов 8 и 9 вручную или с использованием робототехнического устройства. Сразу после зажатия полуфабрикатов 8 и 9 в дополнительных зажимных приспособлениях 43 и 44, соответственно, полуфабрикаты 8 и 9 равным образом приводятся во вращение за счет вращения дополнительных зажимных приспособлений 43 и 44. Теперь начальные участки 11 и 12 могут быть сначала отрезаны от соответствующих полуфабрикатов 8 и 9 с помощью резцов (не показаны), и по окончании процесса резки вращение дополнительных зажимных приспособлений 43 и 44 может быть остановлено, причем резцы могут быть закреплены, например, на револьверных головках 17 или 16. По окончании процесса резки первая револьверная головка 15 и четвертая револьверная головка 18 могут быть переведены в положение, которое обеспечит возможность обработки концов отрезанных участков полуфабрикатов с помощью имеющихся револьверных головок 17 и 16.
На фиг. 3 проиллюстрирован дополнительный рабочий режим. В этом рабочем режиме в токарный станок 1 согласно настоящему изобретению, представленный на фиг. 1, который снабжен двумя шпинделями 2 и 3 и четырьмя револьверными головками 15-18, показанными на фиг. 2, загружен всего один полуфабрикат 8, зажатый в первом зажимном приспособлении 13. Противоположное второе зажимное приспособление 14 изначально остается пустым. В этом рабочем режиме начальный участок 11 полуфабриката 8 обрабатывается частично инструментами 35 и 39, а в необязательном варианте -инструментами 37 и 41. После того как начальный участок 11 будет надлежащим образом обработан, вращение первого зажимного приспособления 13 и, соответственно, также и полуфабриката 8, уже обработанного с одной стороны, может быть остановлено.
После того как второй шпиндель 3 переместится влево вдоль продольной оси L в направлении первого шпинделя 2 для занятия положения захвата, и в этом положении захвата начальный участок 11 частично обработанного полуфабриката 8 будет зажат вторым зажимным приспособлением 14, с помощью первой револьверной головки 15 или третьей револьверной головки 17 от полуфабриката 8 будет отделена частично обработанная заготовка 50, которая в итоге окажется полностью зажатой во втором зажимном приспособлении 14 второго шпинделя 3. Теперь второй шпиндель 3 может быть перемещен назад в свое конечное положение, показанное в крайней правой части фиг. 3, в котором концевой участок 51 частично обработанной заготовки 50 вращается имеющимися инструментами и, таким образом, осуществляется механическая обработка частично обработанной заготовки 50 до готового состояния. Параллельно, т.е. одновременно или, по меньшей мере, с перекрытием по времени, высвобождается полуфабрикат 8, зажатый в первом зажимном приспособлении 13, чтобы в зону 10 мехобработки можно было подать новый начальный участок 11 полуфабриката 8.
В ходе технологического процесса первый полуфабрикат 8 сохраняет свою ориентацию, т.е. он зажат в первом зажимном приспособлении 13 первого шпинделя 2 таким образом, что предварительно обработанный правый начальный участок 11, который теперь больше не находится в первом шпинделе, а вместо этого располагается во втором шпинделе 3, заменяется новым начальным участком 11' полуфабриката 8 и теперь снова располагается в пределах зоны 10 мехобработки и может обрабатываться обрабатывающими инструментами 35 и 39 и/или 37 и 41 (граница нового начального участка 11' полуфабриката 8 обозначена на фиг. 3 пунктирной линией). В этом рабочем режиме заготовка может быть обработана на токарном станке в два этапа, причем в предпочтительном варианте эти два этапа представляют собой механическую обработку с двух разных сторон.
Описанные операции по извлечению и зажатию могут выполняться, например, вручную, посредством перемещения шпинделей с захватом заготовок этими шпинделями или с помощью робототехнического устройства, рассчитанного на выполнение этой функции (не показано). Заготовки отделяются от полуфабрикатов, в общем, с помощью резцов (не показаны), которые могут быть установлены, например, на револьверных головках 15-18.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1986 |
|
SU1351738A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1989 |
|
RU2053052C1 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК | 2017 |
|
RU2743712C2 |
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Токарно-револьверный автоматический станок для двусторонней обработки изделий и, в частности, резьбовых шпилек | 1949 |
|
SU83023A1 |
| Станок для обточки деревянных шпуль | 1930 |
|
SU21416A1 |
| Токарный станок для двухторонней обработки | 1985 |
|
SU1266661A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2005 |
|
RU2385787C2 |
Настоящее изобретение относится к токарному станку, в частности к токарному станку с числовым программным управлением, содержащему первый шпиндель, который может быть приведен во вращение для захвата и вращения первого полуфабриката, подлежащего механической обработке, в частности обточке; и второй шпиндель, который может быть приведен во вращение и аналогичным образом подходит для захвата и вращения второго полуфабриката, подлежащего механической обработке, в частности обточке. Первое устройство подачи прутков магазинного типа, сопряженное с первым шпинделем, выполнено с возможностью подачи первого полуфабриката через первое отверстие первого шпинделя в зону мехобработки, расположенную между шпинделями. Второе устройство подачи прутков магазинного типа, сопряженное со вторым шпинделем, выполнено с возможностью подачи, при необходимости, второго полуфабриката через второе отверстие второго шпинделя в зону мехобработки. Изобретение обеспечивает эффективную механическую обработку заготовок или полуфабрикатов. 2 н. и 3 з.п. ф-лы, 3 ил.
1. Токарный станок (1), в частности токарный станок с числовым программным управлением (ЧПУ), содержащий:
первый шпиндель (2), который может быть приведен во вращение для захвата и вращения первого полуфабриката (8), подлежащего обточке; и
второй шпиндель (3), который располагается напротив первого шпинделя (2) и который может быть приведен во вращение для захвата и вращения второго полуфабриката (9), подлежащего обточке;
при этом первый шпиндель (2) сопряжен с первым устройством (4) подачи прутков магазинного типа, которое выполнено с возможностью подачи первого полуфабриката (8) через первое отверстие (6) первого шпинделя (2) в зону (10) мехобработки, предусмотренную между шпинделями (2, 3); и
при этом второй шпиндель (3) сопряжен со вторым устройством (5) подачи прутков магазинного типа, которое выполнено с возможностью подачи второго полуфабриката (9) через второе отверстие (7) второго шпинделя (3) в зону (10) мехобработки;
при этом в пределах зоны (10) мехобработки располагается, по меньшей мере, одна револьверная головка (15-18), предназначенная для вставки, по меньшей мере, одного инструмента (35-42) для механической обработки первого полуфабриката (8), подлежащего мехобработке, и/или второго полуфабриката (9), подлежащего мехобработке; и
по меньшей мере, одна револьверная головка (15-18) снабжена третьим шпинделем (45, 46), который может быть приведен во вращение и который предназначен для приема и вращения первого полуфабриката (8), подлежащего механической обработке, и/или второго полуфабриката (9), подлежащего механической обработке;
при этом в пределах зоны (10) мехобработки располагаются четыре револьверные головки (15-18);
причем каждая из двух револьверных головок (15, 18) снабжена шпинделем (45, 46), который может быть приведен во вращение и который выполнен с возможностью одновременного приема и вращения одного из полуфабрикатов (8 или 9), подлежащего механической обработке;
при этом две другие револьверные головки (16, 17) выполнены с возможностью одновременной механической обработки одновременно вращающихся полуфабрикатов (8, 9).
2. Токарный станок по п. 1, в котором первый шпиндель (2) и второй шпиндель (3) представляют собой идентичные узлы, которые располагаются симметрично относительно друг друга.
3. Токарный станок по п. 1 или 2, отличающийся тем, что он содержит, по меньшей мере, одно робототехническое устройство;
при этом, по меньшей мере, одно робототехническое устройство выполнено с возможностью перемещения, по меньшей мере частичного, первого полуфабриката (8) из первого шпинделя (2) во второй шпиндель (3) и/или перемещения, по меньшей мере частичного, второго полуфабриката (9) из второго шпинделя (3) в первый шпиндель (2).
4. Токарный станок по любому из предшествующих пунктов, в котором первое устройство (4) подачи прутков магазинного типа выполнено с возможностью перевода первого полуфабриката (8) из первого шпинделя (2) в один из шпинделей (45) револьверной головки (15); и
в котором второе устройство (5) подачи прутков магазинного тип выполнено с возможностью перевода второго полуфабриката (9) из второго шпинделя (3) в другой шпиндель (46) револьверной головки (18).
5. Способ получения первой частично обработанной заготовки и второй частично обработанной заготовки путем обточки первого полуфабриката (8) и обточки второго полуфабриката (9) на токарном станке (1), включающий в себя следующие стадии:
подготовку токарного станка (1) согласно любому из предшествующих пунктов;
получение первой частично обработанной заготовки посредством выполнения следующих стадий:
подачи первого полуфабриката (8) через первое отверстие (6) первого шпинделя (2) токарного станка (1) в зону (10) мехобработки, расположенную между шпинделями (2, 3);
зажатия первого полуфабриката (8) первым шпинделем (2);
приведения первого полуфабриката (8) во вращение посредством первого шпинделя (2); и
обточки начального участка (11) первого полуфабриката (8) с помощью первого обрабатывающего инструмента (35 или 39) токарного станка (1) в пределах зоны (10) мехобработки; и
получение второй частично обработанной заготовки посредством выполнения следующих стадий:
подачи второго полуфабриката (9) через второе отверстие (7) второго шпинделя (3) токарного станка (1) в зону (10) мехобработки;
зажатия второго полуфабриката (9) вторым шпинделем (3); и
приведения второго полуфабриката (9) во вращение посредством второго шпинделя (3) и обточки начального участка (12) второго полуфабриката (9) с помощью второго обрабатывающего инструмента (38 или 42) токарного станка (1) в пределах зоны (10) мехобработки;
при этом первая частично обработанная заготовка и вторая частично обработанная заготовка обрабатываются одновременно;
причем получение готовой первой заготовки из частично обработанной первой заготовки также включает в себя следующие стадии:
высвобождение захваченного первым шпинделем (2) первого полуфабриката (8) после обточки первого полуфабриката (8);
зажатие предварительно обработанного начального участка (11) первого полуфабриката (8) одним из шпинделей (45) револьверной головки (15);
отделение частично обработанной первой заготовки от первого полуфабриката (8);
приведение частично обработанной первой заготовки во вращение посредством этого шпинделя (45); и
обточку еще не обработанного начального участка (11') частично обработанной первой заготовки с помощью одного из обрабатывающих инструментов (40) револьверной головки (17) в пределах зоны (10) мехобработки;
причем получение готовой второй заготовки из частично обработанной второй заготовки также включает в себя следующие стадии:
высвобождение захваченного вторым шпинделем (3) второго полуфабриката (9) после обточки второго полуфабриката (9);
зажатие предварительно обработанного начального участка (12) второго полуфабриката (9) другим шпинделем (46) револьверной головки (18);
отделение частично обработанной второй заготовки от второго полуфабриката (9);
приведение частично обработанной второй заготовки во вращение посредством этого другого шпинделя (46); и
обточку еще не обработанного начального участка (12') частично обработанной второй заготовки с помощью дополнительного обрабатывающего инструмента (37) револьверной головки (16) в пределах зоны (10) мехобработки.
| EP 506209 A1, 30.09.1992 | |||
| EP 506209 A1, 30.09.1992 | |||
| JPS6186102 A, 01.05.1986 | |||
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ДЛИННЫХ ТОНКИХ КРУГЛЫХ СТЕРЖНЕЙ | 2010 |
|
RU2540284C2 |

