Изобретение относится к сварке и может быть использовано в электротехнической и приборостроительной промышленности.
Известен способ присоединения изолированных проводов сваркой, при котором провод укладывают в специально изготовленный на свариваемой детали прямоугольный паз [1]
Недостатком способа является возможность сварки только при наличии массивной детали.
Известен также способ соединения электрического изолированного проводника с контактной пластиной, у конца которой с обеих сторон выполняют прямоугольные углубления, в которые наматывают несколько витков провода, затем пластину обжимают в осевом направлении электродами, к которым подводят напряжение [2]
Недостатками данного способа являются повышенные энергозатраты, возможность выпадения отдельных витков из углублений в момент осаживания пластины, что ведет к снижению качества сварного соединения.
Целью изобретения является повышение качества сварного соединения изолированного провода с контактной пластиной.
Цель достигается тем, что в способе соединения изолированного провода с пластиной, при котором с боковых сторон пластины у торца выполняют прямоугольные пазы, наматывают на пластину несколько витков провода, размещая их в пазах, располагают пластину между двумя электродами, подают на них напряжение и осаживают пластину, согласно изобретению на торце пластины выполняют прямоугольный паз, дополнительно наматывают на пластину несколько витков этого же провода, размещая их в торцовом пазу и одном из боковых пазов, а электроды размещают по обе боковые стороны пластины.
Существенными отличительными признаками предлагаемого технического решения являются выполнения на торце пластины прямоугольного паза, намотка дополнительных витков этого же провода, размещение их в торцовом и одном из боковых пазов, размещение электродов по обе боковые стороны пластины.
Совокупность признаков известного и предлагаемого позволяет реализовать способ, обеспечивающий повышение качества сварочного соединения провода с пластиной.
Этому способствует наличие торцового паза и намотка витков провода на пластину по другой схеме.
Изобретение поясняется чертежом.
На чертеже схематично изображено соединение провода 1 с пластиной 2, в которой выполнены прямоугольные боковые пазы 3 и торцовый прямоугольный паз 4, образующий на конце пластины 2 вертикальные полки 5, которые контактируют с электродами 6 и 7.
Способ осуществляется следующим образом.
С обеих сторон пластины 2 выполняют прямоугольные пазы 3, а на торце паз 4. Затем в пазы 3 наматывают один-два витка провода 1 и несколько витков в один из пазов 3 и торцовый паз 4, после чего на электроды 6 и 7 подают напряжение и прижимают к полкам 5. При этом происходит нагрев полок 5 и витков провода 1, разрушение изоляционного покрытия его и осаживание полок 5, которые, деформируясь, перекроют паз 4 и прижмут витки провода 1 к пластине 2.
Примером практического использования предлагаемого способа может служить сварка провода типа ПЭВТЛ сечением 0,09 мм и пластины толщиной 0,1 мм. Режим сварки: сварочный ток 0,8-1,0 КА; время сварки 15 мс, усилие сжатия электродов 6-8 кгс.
Предлагаемый способ обеспечивает высокое качество сварки, повышает производительность труда и экономит такие дефицитные материалы, как припой, флюс, спирт.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения изолированного провода с контактной пластиной | 1991 |
|
SU1779516A1 |
| Способ контактной точечной электрической сварки провода | 1989 |
|
SU1706805A1 |
| Способ соединения изолированного провода с контактной площадкой | 1990 |
|
SU1757808A1 |
| Способ изготовления блока цилиндров аксиально-поршневой гидромашины | 1985 |
|
SU1323302A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2100066C1 |
| Устройство для задания шага между точками | 1985 |
|
SU1315194A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАМАГНИЧИВАЕМОГО СЕРДЕЧНИКА С ОБМОТКОЙ ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ), ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ НАМАГНИЧИВАЕМЫЙ СЕРДЕЧНИК С ОБМОТКОЙ, А ТАКЖЕ ЭЛЕКТРИЧЕСКАЯ МАШИНА С ИЗГОТОВЛЕННЫМ ЭТИМ СПОСОБОМ СЕРДЕЧНИКОМ С ОБМОТКОЙ | 2001 |
|
RU2267215C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 1993 |
|
RU2056985C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2345433C1 |
| СИНХРОННО-АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2752234C2 |
Использование: в электротехнической и приборостроительной промышленности для соединения проводов с пластиной. Сущность изобретения: с обеих сторон пластины 2 выполняют прямоугольные пазы 3, а на торце паз 4. На пластину наматывают несколько витков провода, размещая их в пазах 3. Затем несколько витков этого же провода наматывают на пластину, размещая их в торцовом пазу 4 и одном из боковых пазов 3. Располагают пластину между электродами 6 и 7, подают на них напряжение и осаживают полки 5. Последние, деформируясь, перекрывают паз 4 и прижимают витки провода 1 к пластине 2. Способ обеспечивает высокое качество соединения. 1 ил.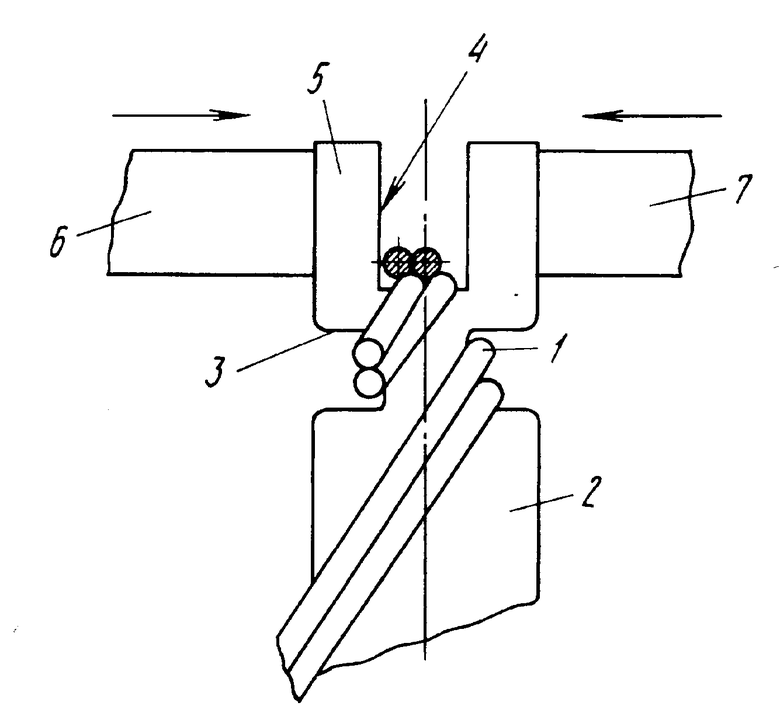
СПОСОБ СОЕДИНЕНИЯ ИЗОЛИРОВАННОГО ПРОВОДА С ПЛАСТИНОЙ, при котором с боковых сторон пластины у торца выполняют прямоуголные пазы, наматывают на пластину несколько витков провода, размещая их в пазах, располагают пластину между двумя электродами, подают на них напряжение и осаживают пластину, отличающийся тем, что на торце пластины выполняют прямоуголный паз, дополнительно наматывают на пластину несколько витков этого же провода, размещая их в торцевом пазу и одном из боковых пазов, а электроды размещают по обе стороны пластины.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
