1
Изобретение относится к сварке давлением, в частности к диффузионной сварке, и может быть использовано в машиностроении при изготовлении биметаллических изделий, например блока цилиндров аксиально-поршневой гидромашины.
Целью изобретения является повышение качества соединения и снижение трудоемкости.
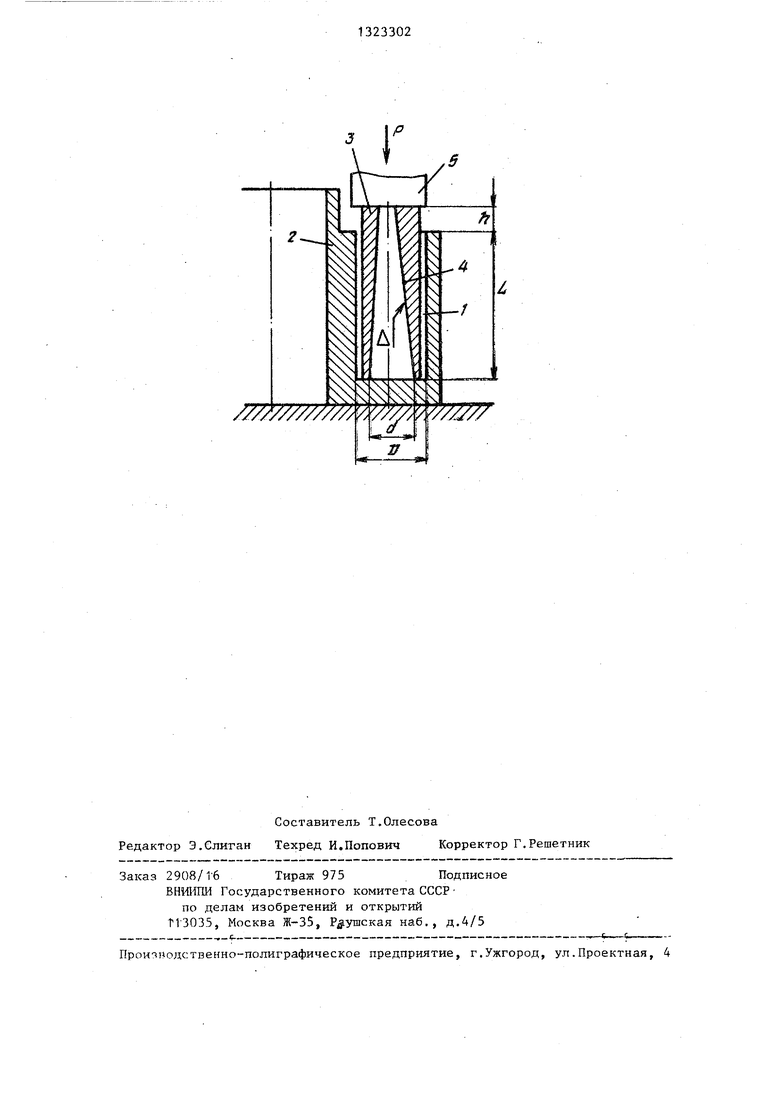
На чертеже показана схема осуществления предлагаемого способа.
В глухом отверстии 1 стального корпуса блока 2 цилиндров устанавливают
1323302 2
толщиной стенки и менее пластичных материалов, большие - наоборот.
Гильзу устанавливают торцом меньшей площади вниз, затем ее осажи- 2 вают на величину h со стороны противоположного торца пуансоном 5 и осуществляют диффузионную сварку, В процессе деформации преимущественное расширение гильзы происходит внача- Ш ле в поперечном сечении с наименьшей площадью , где развиваются наибольшие напряжения. Затем по мере роста сопротивления контактного трения после замыкания поверхностей и упрочнес кольцевым зазоромS (0,002-0,005) ния деформированного металла расшире- где D диаметр глухого отверстия, заготовку гильзы 3 с конусностью отверстия 4, равной К 0,01-0,03, и высотой, превьш1ающей глубину отверние с некоторым уменьшением внутреннего диаметра переходит уже в сече- ( ние с несколько большей первоначальной площадью. Таким образом, за счет стия на величину h. Наружный диаметр 20 меньшей площади сечения гильзы у дна заготовки гильзы задают в зависимости глухого отверстия происходит последо- от диаметра D глухого отверстия для обеспечения гарантированного зазора (разность диаметров сопрягаемых поверхностей) S (0,002-0,005) D при рообъемах сопрягаемых шероховатых
поверхностей, что совместно с образованием значительных напряжений сжатия существенно улучшает качество биметаллического соединения
нательное заполнения зазора в направлении от дна до верхнего торца без . запирания воздуха в закрытых микустановке заготовки в отверстии. Внутреннее отверстие заготовки гильзы- выполняют с конусностью ,01-гО,03. Большие значения S и К принимают для больших отношений L/D, где L - глу- ЗО после сварки. бина глухого отверстия. На основании технологических требований процесса сварки внутренний большой диаметр заготовки берут равным dfcO,8D. Высоту заготовки h относительно торцовой плоскости корпуса рассчитьшают из условия обеспечения полного заполнения зазора на всей длине L отверстия. При этом объем металла заготовки над уровнем торца корпуса
35
Снижение трудоемкости достигается , за счет исключения дорогостоящего оборудования для протяжки. ,
Интервалы значений зазора 5 и конусности К. определены опытным путем из условий действия механизма последовательного расширения гильзы в направлении от дна колодца до его «fj верха и отсутствия зазоров по всей длине соединения гильзы с корпусом после ее осаживания,
| D -(d-L К) h с учетом
получения беззазорного напряженного соединения должет превьшать объем Зазора
В- Si L
V ± 4
в {{ раз, откуда 2.cf D.S -L
Экспериментально на образцах с использованием металлографического исследования и люминисцентного контроля микропшифов установлено, что качественное соединение обеспечивается при значении . Меньшие значения V,, /Vg берут для гильз с большей
323302 2
толщиной стенки и менее пластичных материалов, большие - наоборот.
Гильзу устанавливают торцом меньшей площади вниз, затем ее осажи- 2 вают на величину h со стороны противоположного торца пуансоном 5 и осуществляют диффузионную сварку, В процессе деформации преимущественное расширение гильзы происходит внача- Ш ле в поперечном сечении с наименьшей площадью , где развиваются наибольшие напряжения. Затем по мере роста сопротивления контактного трения после замыкания поверхностей и упрочнение с некоторым уменьшением внутреннего диаметра переходит уже в сече- ( ние с несколько большей первоначальной площадью. Таким образом, за счет меньшей площади сечения гильзы у дна глухого отверстия происходит последо- рообъемах сопрягаемых шероховатых
нательное заполнения зазора в направлении от дна до верхнего торца без . запирания воздуха в закрытых микЗО после сварки.
35
Снижение трудоемкости достигается за счет исключения дорогостоящего оборудования для протяжки. ,
Интервалы значений зазора 5 и конусности К. определены опытным путем из условий действия механизма последовательного расширения гильзы в направлении от дна колодца до его «fj верха и отсутствия зазоров по всей длине соединения гильзы с корпусом после ее осаживания,
При S «i 0,002D в процессе осаживания из-за образования контактного трения между сопрягаемыми поверхностями происходят Сдвиговые деформации в граничных слоях гильзы, что крайне нежелательно для используемых обычно малопластичных i бронз под диффузионную сварку вследствие образования недопустимых задиров, расслоений и микротрещин, и резкое увеличение необходимого для осуществления деформации усилия пуансона. ,
,005В происходит необоснованное увеличение высоты h для гарантированного заполнения объема зазора (дополнительные затраты на дорогостоящий антифрикционньш материал и из45
50
55
готовление гильзы) и увеличение относительной продольной деформации гильзы.
При .K-iOjOl втулка при осаживании будет прижимать бочкообразную форму с большой вероятностью запирания воздуха в нижней части соединения со стороны дна колодца. При ,03 вследствие большой жесткости втулки в верхней ее части поперечная деформация в этом месте затрудняется из-за меньших напряжений сжатия в материале бронзы по сравнению с напряжениями в нижележащих сечениях , что не гарантирует беззазорного соединения со 15 под действием усилия пуансона на тостороны торца корпуса.
Напряженность соединения втулки с корпусом блока после осаживания косвенно оценивается отношением Vh
предельные значения которого устанавливают опытным путем. При V „
-- с/ не Vs
достигается требуемьк удельных давлений на контактирующих поверхностях бронза- сталь и гарантированного беззазорного соединения. В ряде случаев после сварки при контроле ультразвуком обнаруживаются места с непрова
ром. При V
-.
V,
возникают чрезмерно
S
шины, при котором в глухие отверстия 30 стального корпуса блока устанавливают - заготовки гильз и осуществляют их соединение диффузионной сваркой, отличающийся тем, что, с целью повьш1ения качества соединения
большие радиальные напряжения в материале бронзы, что приводит к образованию трещин и даже к разрушению втулки, к тому же из-за значительных 35 снижения трудоемкости, берут заго- сил граничного трения относительно товки гильз с конусностью отверстия шероховатых поверхностей бронзы и ,01-0,03и высотой, превьшгающей
глубину отверстия, устанавливают их торцами меньшей площади вниз с кольстали в процессе осаживания втулки образуются продукты износа в виде
стружки, что приводит к дискретности 40 цевым зазором S (0,002-0,005)D и контакта. В таких местах при сварке осаживают их со 5;тороны противополож- происходит выплавка легкоплавких элементов и образование пор в граничного торца, где D - диаметр глухого отверстия корпуса.
ном слое бронзы.
Пример. Изготавливают корпус 4J щ и и с я тем, что отношение осажиблока цилиндров аксиально-поршневой гидромашины, в котором выполнены глухие отверстия глубиной L 47,5 мм и внутренним диаметром D 14,963 мм. Гильзы выполняют из бронзы БроСН
ваемого объема металла гильзы VJ,. к объему зазора VJ между ней- и стенко отверстия
Yii-- 2-8.
1323302
10-2-3 неравностенными с внутренней конусностью К 0,021, d 12 мм, длиной 50,7 мм и Наружным диаметром гильзы 14,965 мм.
Гильзы устанавливают в глухие отверстия концом с меньшей толщиной стенки со средним диаметральным зазором S 0,038 мм. Объем заготовки гильс зы над уровнем торца корпуса V 242 мм . Объем зазора между гильзой и корпусом Vy 42 мм . Отношение V, /Vj 5,6. После установки гильз в глухие отверстия корпуса блока цилин- ров проводят свобрдное их осаживание
рец гильзы. Затем собранный узел размещают в нагретой соляной ванне и при 870 С в течение 40 мин осуществляют изотермическую вьщержку, обеспечивая 20 диффузионное соединение гильз -с корпусом цилиндров.
После сварки сваренный узел подвергают механической обработке.
из обретения
Формула
1. Способ изготовления блока цилиндров аксиально-поршневой гидрома25 Формула
шины, при котором в глухие отверстия 30 стального корпуса блока устанавливают - заготовки гильз и осуществляют их соединение диффузионной сваркой, отличающийся тем, что, с целью повьш1ения качества соединения
35 снижения трудоемкости, берут заго- товки гильз с конусностью отверстия ,01-0,03и высотой, превьшгающей
цевым зазором S (0,002-0,005)D и осаживают их со 5;тороны противополож-
ного торца, где D - диаметр глухого отверстия корпуса.
2. Способ поп.1,отлича юваемого объема металла гильзы VJ,. к объему зазора VJ между ней- и стенкой отверстия
Yii-- 2-8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления неразъемных соединений деталей | 1985 |
|
SU1298032A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ И СИЛОВАЯ ТОЧКА СОЕДИНЕНИЯ | 2005 |
|
RU2308345C2 |
| ФИЛЬТР | 1993 |
|
RU2070418C1 |
| Способ изготовления изделий с длинномерными каналами | 1990 |
|
SU1794614A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2023559C1 |
| Способ контактной стыковой сварки давлением | 2019 |
|
RU2716923C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ | 1997 |
|
RU2118580C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2087217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| Способ штамповки зубчатых колес | 1982 |
|
SU1152701A1 |
Изобретение относится к сварке давлением, в частности к диффузионной сварке, и может быть использовано в машиностроении при изготовлении биметаллических изделий, например блока цилиндров аксиально-поршневой гидромапшны. Целью изобретения является повышение качества соединения и снижение трудоемкости. Для этого в глубокое отверстие стального корпуса блока цилиндров торцами меньшей площади вниз устанавливают с зазором гильзу с коническим отверстием и высотой, превышающей глубину отверстия. Затем гильзы осаживают в отверстиях и осуществляют их диффузионную сварку в соляной ванне. Отверстие в гильзе выполняют конусностью ,01-0,03, а зазор(5) берут равным S (0,002 - 0,005) D, где D - диаметр глухого отверстия корпуса. 1 з.п.ф-лы, 1 ил. «е СЛ
Составитель Т.Олесова Редактор Э.Слитан Техред И.Попович Корректор Г,Решетник
Заказ 2908/Г6 Тираж 975Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий t13035, Москва Ж-35, Раушская наб., д.4/5
Произнодственно-лолиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Чепурко М.Н | |||
| и др | |||
| Биметаллические трубы | |||
| М.: Металлургия, 1974, с.52 | |||
| Машиностроительньй гидропривод | |||
| Под ред | |||
| В.Н | |||
| Прокофьева | |||
| М.: Машиностроение, 1978, с.161. |
