Изобретение относится к контактной сварке, в частности к способам присоединения проводов малого диаметра, преимущественно изолированных, с наконечниками с помощью контактной точечной сварки, и может использоваться для соединения проводов с наконечниками в приборостроении, радиотехнической промышленности и др.
Известен способ присоединения изолированного провода к выводному наконечнику в виде штырька с помощью сварки, при котором на торцовой части штырька предварительно выполняют глубокий паз, в который укладывают зачищенный от изоляции конец присоединяемого провода, обжимают его боковыми стенками паза и с торца оплавляют электрической дугой до образования на конце штырька шарообразной головки, объединяющей кромки паза.
Наиболее близким по технической сущности является способ сварки проводов с наконечниками. В соответствии с этим способом на концах наконечников (лепестковых выводов) сначала выполняют один прямоугольный паз, в который укладывают конец изолированного обмоточного провода, а затем на кромки паза устанавливают один - основной электрод с наконечником из тугоплавкого металла, а на некотором расстоянии от него - второй, вспомогательный электрод большого поперечного сечения из высокоэлектропроводного металла. К электродам прикладывают усилие сжатия и пропускают ток. КрЬмки паза нагреваются до 550°С, к основному электроду прикладывают большое ударное усилие (до 45 кг/мм2). Кромки паза деформируются и запрессовывают провод металлом.
о о
00
о ел
Недостатком указанного способа является нестабильное качество сварного соединения, выражающееся в большом разбросе значений электрического сопротивления (в некоторых случаях отсутствие электрического контакта) между проводом и наконечником после сварки, а также в относительно большой величине среднего значения этого сопротивления. Эти недостатки обусловлены нестабильностью процесса деформации кромок паза из-за ударного характера приложения нагрузки и существенно зависимости качества соединения от момента приложения нагрузки. Кроме того, в случае сварки изолированных проводов жесткий режим сварки не дает гарантированного разрушения изоляции, что также ведет к повышению величины и разброса значений электрического сопротивления.
Цель изобретения - повышение качества сварного соединения при сварке наконечника в виде лепестка вследствие уменьшения средней величины и разброса значений электрического сопротивления.
Цель достигается тем, что согласно способу на наконечнике выполняют паз П-об- разной формы поперечного сечения, размещают провод в пазу, провод и наконечник устанавливают между электродами сварочной машины, сжимают электроды и пропускают импульс тока, на одной из боковых граней наконечника дополнительно выполняют не менее трех пазов с V-образной формой поперечного сечения и глубиной в пределах 2-10 диаметров провода, расстояние между пазами выбирают сравнимым с их глубиной, в каждом пазу размещают один виток провода, паз с П-образной формой поперечного сечения выполняют на другой боковой грани, при этом ширину паза выбирают равной ширине участка наконечника с пазами, глубину паза - более диаметра провода, боковую грань с V-об- разными пазами размещают со стороны электрода, диаметр рабочей части которого выбирают меньше ширины участка наконечника с пазами, а боковую грань с П-образ- ным пазом размещают со стороны электрода, диаметр рабочей части которого выбирают большим ширины паза. При использовании изолированного провода предлагается сварку выполнять на мягких режимах.
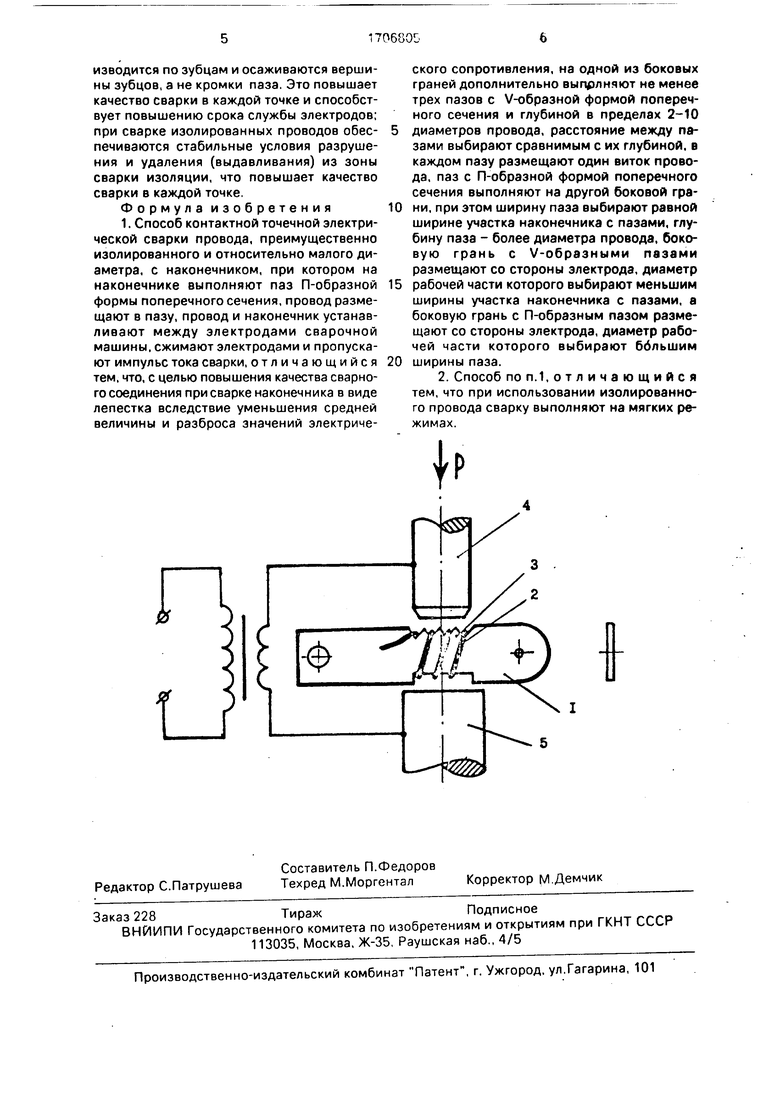
На чертеже приведена схема сварки по предлагаемому способу.
Схема содержит наконечник 1 с привариваемым проводом 2, намотанным в V-об- разных пазах между зубьями 3, размещенный между электродом 4 и электродом 5 сварочной контактной машины.
Способ осуществляется следующим образом.
На наконечнике, имеющем форму лепестка, на одной из боковых граней выполняют зубчатый участок, состоящий, по меньшей мере, из трех V-образных зубьев с глубиной пазов между ними от 2 до 10 диаметров привариваемого провода. На другой боковой грани наконечника выполняют П0 образный паз глубиной более диаметра провода. На наконечник наматывают привариваемый провод так, чтобы в паз между зубьями укладывался один виток провода; при минимальном числе зубьев, рав5 ном 3, в сварном соединении будет 2 витка провода, что повышает надежность соединения. При глубине паза, меньшем 2 диаметров, осаженные сварочным электродом вершины зубьев не перекроют приваривае0 мый провод, сварка провода произойдет только со стенками паза, что не обеспечивает требуемого повышения качества сварного соединения. Если глубина пазов более 10 диаметров провода, для деформирования
5 вершин зубьев потребуются большие усилия сжатия электродов, большая величина сварочного тока, что затруднит получение качественного сварного соединения - возможны непровары или разрушение (рас0 плавление) привариваемого провода.
Наконечник с намотанным проводом размещают между электродами контактной машины так, чтобы П-образный паз перекрывался одним электродом 5, а рабочая
5 поверхность другого электрода 4 перекрывала зубчатый участок с намотанным в пазы проводом и не попадала на участок наконечника, не имеющей зубцов, после чего сжимают электроды и пропускают импульс
0 сварочного тока.
Режимы сварки выбирают, исходя из материала и толщины наконечника, соотношения диаметра привариваемого провода и размеров пазов между зубьями, наличия
5 или отсутствия изоляции на привариваемом проводе. Режимы сварки мягкие, т.е. величина сварочного тока минимальная, время сварки продолжительное Н с), усилия сжатия средние.
0 При сварке изолированного провода может быть применен двухступенчатый режим: на первой ступени - разрушение изоляции, на второй - сварка.
Предлагаемый способ дает следующие
5 преимущества: сварка провода с наконечником производится в нескольких точках, что повышает надежность сварного соединения и его качество; обеспечиваются более стабильные условия нагрева и деформации материала наконечника, так как сварка производится по зубцам и осаживаются вершины зубцов, а не кромки паза. Это повышает качество сварки в каждой точке и способствует повышению срока службы электродов; при сварке изолированных проводов обеспечиваются стабильные условия разрушения и удаления (выдавливания) из зоны сварки изоляции, что повышает качество сварки в каждой точке.
Формула изобретения 1. Способ контактной точечной электрической сварки провода, преимущественно изолированного и относительно малого диаметра, с наконечником, при котором на наконечнике выполняют паз П-образной формы поперечного сечения, провод размещают в пазу, провод и наконечник устанавливают между электродами сварочной машины, сжимают электродами и пропускают импульс тока сварки, отличающийся тем, что, с целью повышения качества сварного соединения при сварке наконечника в виде лепестка вследствие уменьшения средней величины и разброса значений электриче0
5
0
ского сопротивления, на одной из боковых граней дополнительно выполняют не менее трех пазов с V-образной формой поперечного сечения и глубиной в пределах 2-10 диаметров провода, расстояние между пазами выбирают сравнимым с их глубиной, в каждом пазу размещают один виток провода, паз с П-образной формой поперечного сечения выполняют на другой боковой грани, при этом ширину паза выбирают равной ширине участка наконечника с пазами, глубину паза - более диаметра провода, боковую грань с V-образными пазами размещают со стороны электрода, диаметр рабочей части которого выбирают меньшим ширины участка наконечника с пазами, а боковую грань с П-образным пазом размещают со стороны электрода, диаметр рабочей части которого выбирают ббльшим ширины паза.
2. Способ по п. 1,отличающийся тем, что при использовании изолированного провода сварку выполняют на мягких режимах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ групповой контактной точечной сварки | 1981 |
|
SU1030126A1 |
| Способ приварки изолированного провода к лепестковому выводу | 1984 |
|
SU1204346A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ МНОГОСЛОЙНЫХ сотовых КОНСТРУКЦИЙ | 1967 |
|
SU195563A1 |
| АППАРАТ И СПОСОБ УПЛОТНИТЕЛЬНОЙ СВАРКИ | 2009 |
|
RU2533070C2 |
| Способ ремонта якоря тягового электродвигателя | 1984 |
|
SU1243924A1 |
| Электрод для микросварки | 1980 |
|
SU893460A1 |
| Способ контактной точечной сварки | 1981 |
|
SU1030125A1 |
| КОНТАКТНЫЕ СОЕДИНИТЕЛЬНЫЕ ВЫВОДЫ ДЛЯ ЭЛЕКТРОДОВ НА ОСНОВЕ ЛИТИЯ | 2012 |
|
RU2598647C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ контактной сварки | 1981 |
|
SU1016108A1 |
Изобретение-относится к способу контактной точечной электрической сварки провода, преимущественно изолированного и относительно малого диаметра, с наконечником. Цель изобретения - повышение качества сварного соединения при сварке наконечника в виде лепестка, вследствие уменьшения средней величины и разброса значений электрического сопротивления. На лепестке выполняют пазы. Форму и размеры пазов регламентируют. Провод наматывают на лепесток. Провод с лепестком размещают между электродами сварочной машины,сжимают электродами и пропускают импульсы тока сварки. При этом оптимизируют условия нагрева и деформации свариваемых поверхностей лепестка и удаление изоляции со свариваемой поверхности провода, что обусловлено наличием выступов и пазов на наконечнике. При использовании изобретения повышают качество сварного соединения. 1 з.п. ф-лы, 1 ил. с/) с
1
| Патент США №3645103, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
