Изобретение относится к машиностроению, в частности к автоматическим линиям механической обработки металлов для автоматического накопления деталей и автоматической их выдачи.
Наиболее близким к изобретению техническим решением является накопитель (авт. св. СССР N 1342693, кл. В 23 Q 41/02), характеризующийся наличием двух накопителей, причем один накопитель разгружает кассеты с пустыми палетами, а другой загружает кассеты с наполненными палетами. При этом оба накопителя совершают прерывистые вертикальные перемещения.
Прототип по своей конструкции весьма сложен и предназначен для палет, которые своими пазами подвешиваются на направляющие кассеты и перемещаются транспортной тележкой в перпендикулярном направлении к автолинии от одного накопителя к другому или к двум ленточным транспортерам, движущимся в противоположных направлениях. Для заготовок бичей тележка и кассеты еще более усложняются. Если для палет требуется два накопителя, то для заготовок бичей необходимость в этом отсутствует.
Целью изобретения является расширение технологических возможностей устройства за счет одновременной подачи деталей к параллельно работающим шпинделям многошпиндельного станка.
Цель достигается тем, что межстаночный накопитель, преимущественно для длинномерных деталей, содержащий многосекционную многорядную кассету с консольными полками, закрепленными на ее боковых стенках, установленную с возможностью вертикального перемещения, устройство поперечного перемещения деталей и транспортное средство, связанные системой управления, снабжен по меньшей мере одним дополнительным транспортным средством, а каждая из боковых стенок кассеты выполнена в виде отдельных вертикальных секций с проемами между ними, при этом механизм поперечного перемещения деталей выполнен в виде ползунов, размещенных между обращенными друг к другу полками секций кассеты, причем каждый из ползунов снабжен П-образными лотками, закрепленными поперек ползунов в нижней их части с возможностью размещения над полками кассеты, а каждое из транспортных средств размещено в соответствующем проеме между секциями кассеты.
Накопитель отличается тем, что он снабжен дополнительными вертикальными секциями, размещенными между соответствующими парами обращенных друг к другу полок секций кассеты.
На фиг.1 и 2 показан накопитель, разрез; на фиг.3 и 4 разрез А-А на фиг. 1 и 2; на фиг.5 разрез Б-Б на фиг.4; на фиг.6 сечение В-В на фиг.3; на фиг.7 сечение Г-Г на фиг. 1; на фиг.8 сечение Д-Д на фиг.3; на фиг.9 размещение заготовок в секциях кассеты и на настиле транспортного устройства.
Межстаночный накопитель содержит кассету 1, к которой прикреплены вертикальные секции 2, на определенном расстоянии друг от друга. В секциях 2 через определенный шаг закреплены консольные полки 3 по краям и в середине, чтобы на них опирались заготовки концами и серединой. К ползунам 4 снизу прикреплены лотки 5 для поперечного перемещения заготовок. К кассете прикреплены вертикальные ползуны 6 для перемещения ее в вертикальном направлении в направляющих 7. Зубчатая рейка 8 прикреплена к одному из ползунов 6 и находится в зацеплении с шестерней 9, сидящей на одном валу с фиксаторным диском 10 и диском управления 11 с прикрепленными к нему кулачками 12. Фиксирующий ползун 13 фиксирует диск 10. От этой фиксации диск управления 11 с кулачками 12 займет определенное положение, а кассета 1 полками 3 остановится на одном уровне со столом автолинии. Направляющие стойки 14, прикрепленные к каркасу транспортного устройства, предохраняют заготовки от выпадания с полок 3. Укосины 15 и стойки 16 через ползуны 6 воспринимают всю нагрузку от накопителя, а в верхней части стойки еще образуют направляющие 7. На настиле 17 (фиг.3) транспортного устройства имеются окна, в которых перемещаются секции 2 в вертикальном направлении. В свою очередь, перемычки между окнами настила 17 размещены в соответствующем проеме между секциями 2 кассеты 1. На фиг.8 в крупном масштабе представлен лоток 5, образованный стенками 18, и форма перемычки между окнами в настиле 17, которая проходит в проеме между секциями 2. На фиг.9 представлено такое положение лотков 5 на ползунах 4, которое совпадает с положением лотков на настиле 17 транспортного устройства, и заготовки 41 могут проходить к следующему многошпиндельному станку, минуя секции 2 кассеты или при помощи лотков переместятся в секции 2 (показаны четыре секции, но их может быть и больше); желательно попарно, так как бичи обрабатываются правые и левые.
Работа накопителя разделяется на загрузку, когда последующий станок не работает, и разгрузку, когда последующий станок принимает заготовки от накопителя.
При включении накопителя в работу "загрузка" отсекатель 19 и индукционный датчик 20 заняли рабочее положение, а упор 21 от цилиндра 22 через электрозолотник 23 автоматически опустится на настил 17, и заготовки по лоткам транспортной линии дальше пройти не смогут. Когда подающие ролики 24 подадут все заготовки до упоров 21, концы отсекателей 19 мгновенно опустятся, вертикальный конец их вступит в контакт с индукционным датчиком 20, от которого через электрозолотник 25 поступит команда цилиндру 26 на перемещение ползунов 4 с лотками 5, в которых находятся заготовки, в сторону секций 2 (вправо). В конце подачи заготовок в секции рычаг ползуна нажмет на конечный выключатель 27, откуда поступит команда через электрозолотник 29 цилиндру 30 на расфиксацию кассеты. После расфиксации рычаг штока цилиндра 30 вступит в контакт с индукционным датчиком 31, который даст команду цилиндру 33 через электрозолотник 34 на опускание кассеты вместе с только что загруженными заготовками на один шаг между полками 3. В этот момент один из кулачков 12 нажмет на конечный выключатель 35, который даст команду через электрозолотник 29 цилиндру 30 на фиксацию кассеты. Посла фиксации индукционный датчик 32 даст сигнал электрозолотнику 25 цилиндра 26 на отход ползунов 4 в исходное положение, при котором рычаг ползунов нажмет на конечный выключатель 28, который даст команду предыдущему станку на подачу следующих заготовок в лотки 5.
При включении накопителя в работу "разгрузка" отсекатель 19 и индукционный датчик 20 выключается из работы, а упоры 21 от цилиндра 22 через золотник 23 автоматически займут верхнее положение для пропуска заготовок по лоткам транспортного устройства к следующему станку. Получив сигнал от предыдущего станка, который накопитель должен обеспечить заготовками, ползуны 4 перемещают пустые лотки 5 к секциям 2. В конце хода срабатывает конечный выключатель 27, отчего срабатывает электрозолотник 29, и цилиндр 30 расфиксирует кассету. В нижнем положении фиксаторного ползуна 13 срабатывает индукционный датчик 31, воздействуя тем самым на электрозолотник 34, а цилиндр 33 будет поднимать на шаг кассету с гружеными секциями 2 кверху, отчего заготовки попадают в лотки 5. По окончании подачи заготовок кулачок 12, воздействуя на конечный выключатель 36, дает сигнал электрозолотнику 29, от которого срабатывает цилиндр 30, чтобы зафиксировать кассету с секциями. В верхнем положении ползуна 13 индукционный датчик 32 дает сигнал электрозолотнику 25, отчего цилиндр 26 ползунами 4 переместит лотки 5 с заготовками из секций 2 на исходное положение транспортного устройства. В исходном положении от контакта ползунов 4 с конечным выключателем 28 дается команда транспортному устройству на удаление заготовок из зоны накопителя. Конечный выключатель 37 взаимодействует с кулачком 38, а конечный выключатель 39 взаимодействует с кулачком 40 в предельно допустимых подъемах и опусканиях кассеты, воздействуя на цилиндр 33 через электрозолотник 34.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ МНОГОЛОТКОВАЯ ЛИНИЯ | 1989 |
|
RU2023569C1 |
| МНОГОСЕКЦИОННОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1990 |
|
RU2021187C1 |
| Транспортная система | 1989 |
|
SU1808640A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Многошпиндельный сверлильный автомат | 1989 |
|
SU1748966A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ И ФИКСАЦИИ ДЕТАЛЕЙ ТИПА ЗУБЧАТАЯ РЕЙКА | 1989 |
|
RU2023545C1 |
| Отрезной автомат | 1990 |
|
SU1731603A1 |
| Транспортное устройство | 1989 |
|
SU1808639A1 |
| Полуавтоматический сверлильный станок для сверления рядов линейно расположенных отверстий с различным шагом | 1961 |
|
SU145428A1 |
| Многошпиндельная сверлильная головка | 1961 |
|
SU145426A1 |

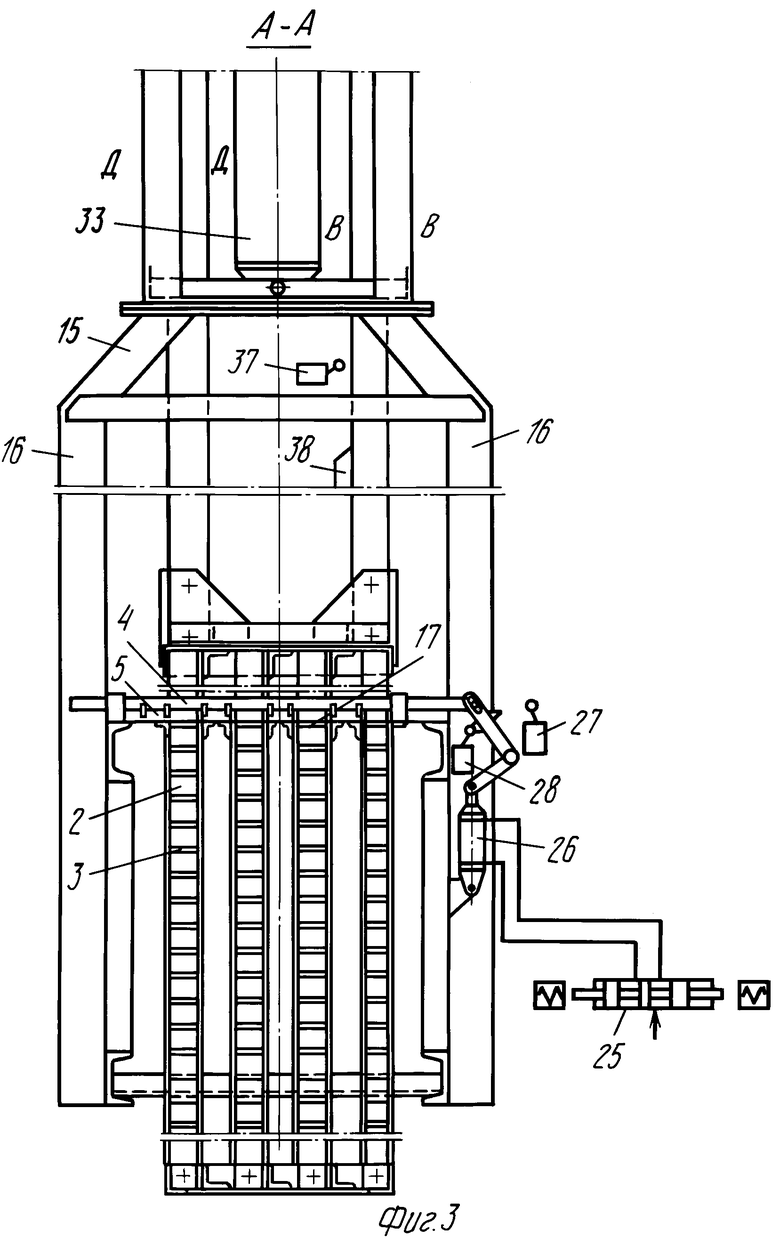






Использование: в машиностроении, в частности в транспортных устройствах на автоматических линиях. Сущность изобретения: для подачи деталей к параллельно работающим шпинделям многошпиндельного станка кассета поднимается, в результате чего детали оказываются между полками лотков 5. При рабочем ходе ползунов 4 лотки 5 сдвигают детали с консольных полок 3 вертикальных секций 2 в проем между секциями 2, откуда детали подаются к шпинделям транспортными средствами. Кассета периодически перемещается вверх и выдает детали к шпинделям. При опускании, кассета может работать в качестве накопителя. В этом случае транспортные средства подают детали от предшествующего станка в проемы между секциями 2, а ползуны 4 лотками 5 загружают их на полки 3. 1 з. п. ф-лы, 9 ил.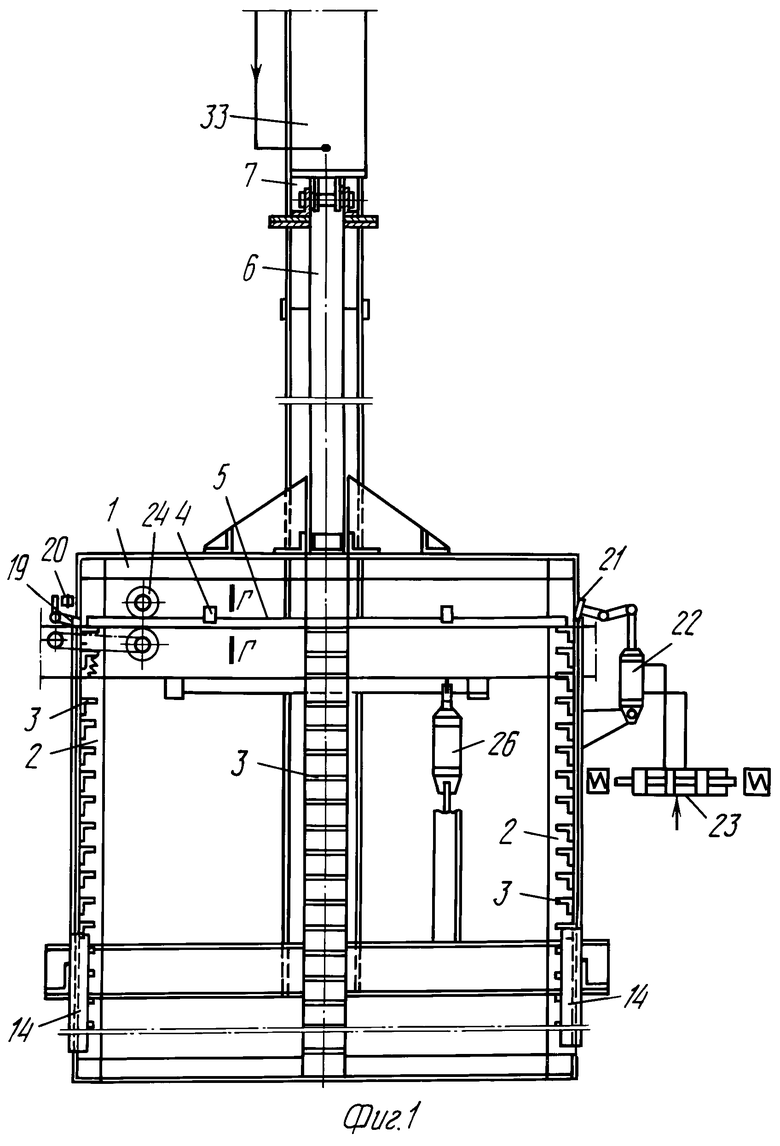
| Автоматическая линия | 1986 |
|
SU1445916A1 |
