12
/J ,
i
(Л
4 4;: СП
СО
О5
Изобретение относится к машиностроению и может быть использовано при автоматизации операций сборки и механообработки.
Целью изобретения является расширение технологических возможностей за счет обеспечения возможности обслуживания нескольких рабочих позиций одним манипулятором.
На чертеже показана автоматическая линия, общий вид.
Линия содержит несколько накопителей, каждый из которых выполнен в виде каркаса 1, в направляюш,их 2 и 3 которого размешены каретки 4 и 5, каждая из которы.х имеет свой привод 6 и 7, ряды стеллажей 8 и 9, установленных с проемом и жестко закрепленных на соответствующей каретке консоль- но, манипулятор 10 на направляюших II, размещенных в проеме между рядами стеллажей 8 и 9 над уровнем рабочих позиций 12, расположенных на одной линии вдоль направляющих по обе стороны от каркаса 1 склада-накопителя, и систе.му 14 управления. Рука манипулятора 10 имеет два схвата 13. Система 14 управления электрически связывает приводы кареток складов-накопителей, рабочие позиции и манипулятор. Около каждой рабочей позиции размещен по меньшей мере один накопитель.
Рабочие места оснащены, например, вибробункерами 15, рабочим столом 16 и сборочными или механообрабатывающими устройствами 17.
Транспортно-накопительная система работает следующим образом.
По комаЕ де системы 14 управления (например, контролера) манипулятор 10 перемещается по направляющим 11, например, в левое крайнее положение, схваты 13 берут детали, например, корпуса прибора и переносят на рабочее место, на котором после выхода схватов 13 из рабочей зоны проводится операция подсборки (механообработки) с деталями, поступающими из вибробункеров 15 по заданной программе, обеспечиваемой рабочим столом 16 с помощью сборочных (механообрабатывающих) устройств 17. Пока производятся операции на первой рабочей позиции, манипулятор обслуживает
0
5
0
5
0
5
0
другие рабочие позиции, перенося детали из соответствующего накопителя или пополняя накопители. После подсборки корпуса на первой рабочей позиции манипулятор 10 в зависимости от техпроцесса либо устанавливает корпуса на свободные стеллажи накопителя, образуя технологический задел, либо непосредственно на следующую рабочую позицию, расположенную в плоскости перемещения схватов 13, для проведения следующих операций и т.д.
В случае выхода из строя оборудования на одной из рабочих позиций детали на следующую операцию подаются из накопителя рабочей позиции до устранения неисправности, при этом обеспечивается бесперебойная работа системы. Количество накопителей каждой рабочей позиции и их е.мкость выбираются с учетом обеспечения технологического задела, достаточного для бесперебойной работы системы в целом.
Формула изобретения
Автоматическая линия, содержащая технологическое оборудование с рабочими позициями, манипулятор с захватом и накопители деталей, размещенные у технологического оборудования, каждый из которых содержит вертикальные направляющие с установленной в них с возможностью перемещения приводной кареткой со стеллажами, отличающаяся тем, что, с целью расщире- ния технологических возможностей, каждый накопитель снабжен дополнительными направляющими и приводной кареткой, при этом стеллажи на каретках закреплены кон- сольно, а консоли основной и дополнительной кареток направлены навстречу друг другу, кроме того, манипулятор снабжен по меньшей мере одни.м дополнительным захватом и размещен с возможностью перемещения от дополнительного введенного привода относительно рабочих позиций, а также с возможностью одновре.менной установки или захвата деталей по меньшей мере с двух рабочих позиций или двух стеллажей, каждый из которых размещен на основной и дополнительной каретках соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Устройство для автоматической простановки стержней | 1985 |
|
SU1268281A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Гибкий производственный модуль холодной листовой штамповки | 1986 |
|
SU1535665A1 |
| Гибкий производственный комплекс | 1985 |
|
SU1349970A1 |
| Гибкий автоматизированный участок | 1987 |
|
SU1585118A1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Гибкая производственная система | 1986 |
|
SU1357193A1 |
| Транспортная система автоматической линии сборки | 1984 |
|
SU1166967A1 |
Изобретение относится к машиностроению и может быть использовано при автоматизации операций сборки и механообработки. Целью изобретения является расширение технологических возможностей. По команде системы управления 14 манипулятор 10 перемещается по направляюш.им И, схваты 13 берут детали из накопителя и переносят на рабочие столы 16, на которых после выхода схватов 13 из рабочей зоны проводится операция подсборки (механообработки) с деталями. Пока проводятся операции на первой рабочей позиции, манипулятор обслуживает другие рабочие позиции, перенося детали из соответствующего накопителя или пополняя накопители. Манипулятор обслуживает одновременно две рабочие позиции или два ряда стеллажей 8 и 9 накопителя. 1 ил.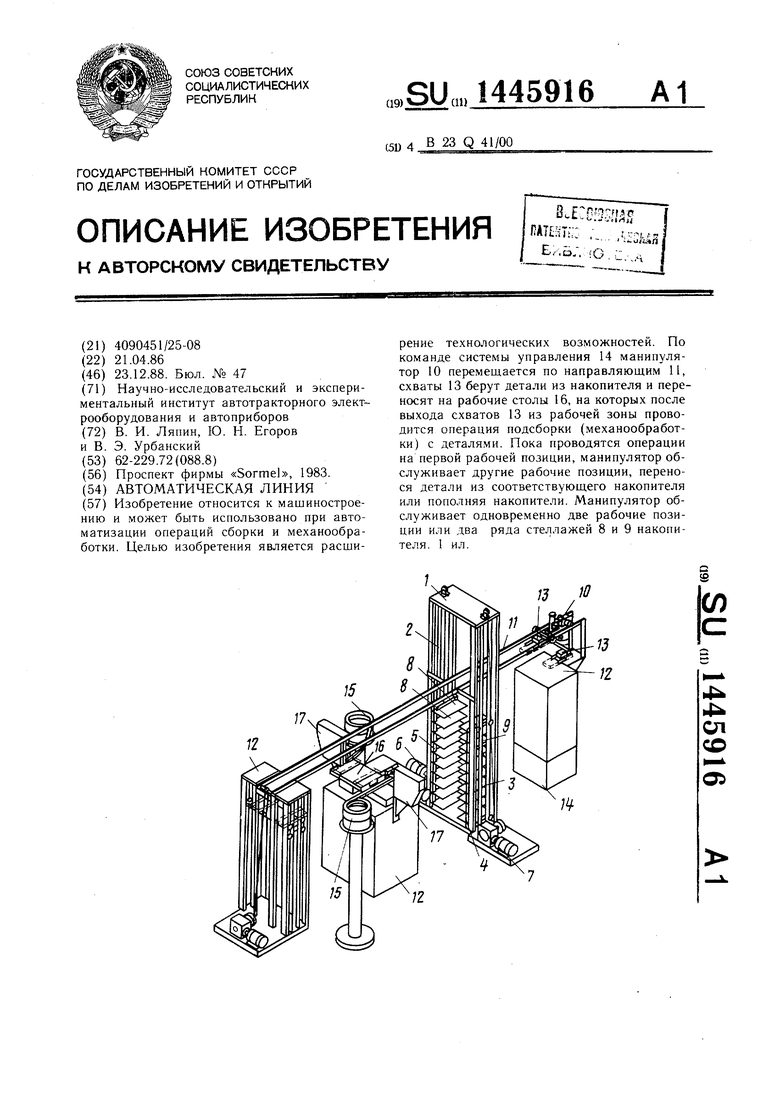
| Проспект фирмы «Sormel, 1983. |
