Изобретение относится к машиностроительному производству и предназначено для обработки бичей молотильного барабана зерноуборочных машин в автоматической линии.
Целью изобретения является повышение производительности транспортной системы за счет одновременной подачи нескольких деталей в рабочую зону технологического оборудования.
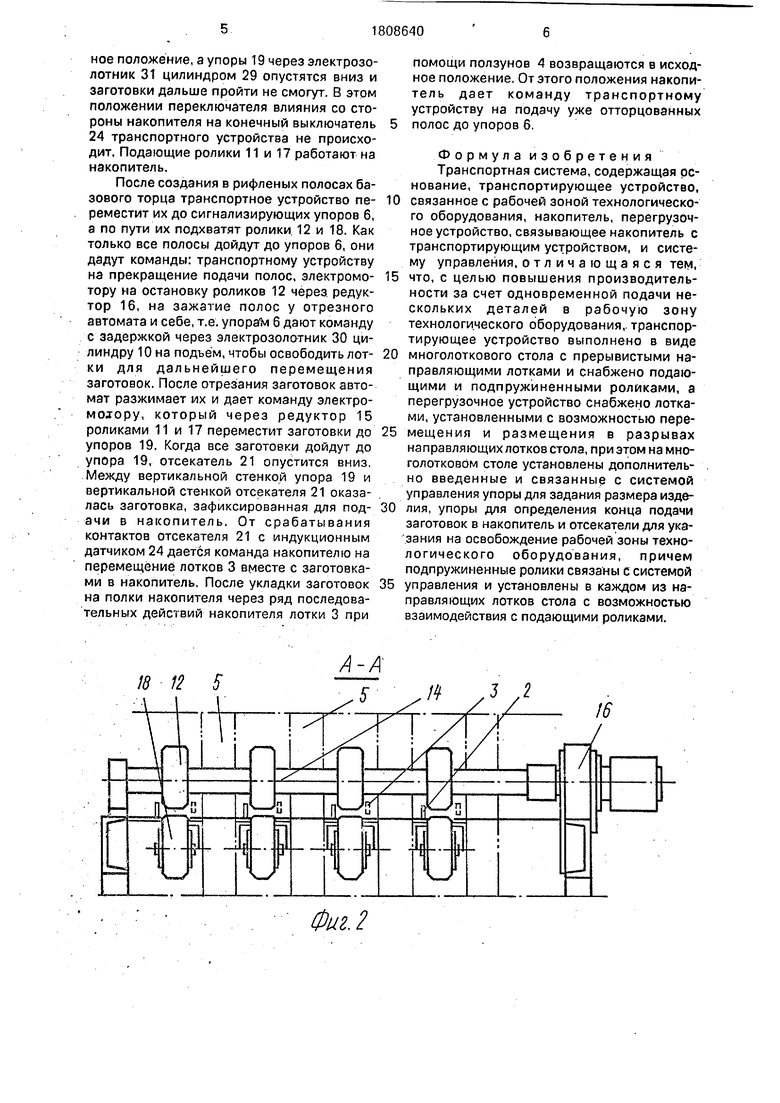
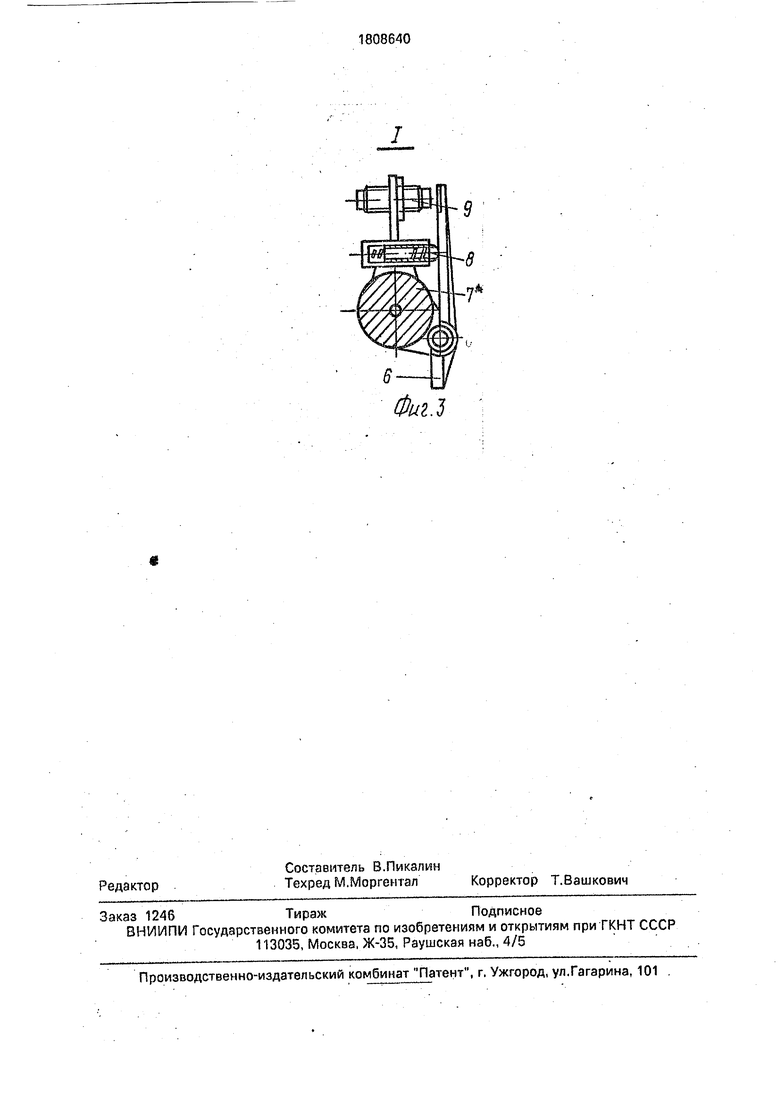
На фиг.1 дан продольный разрез по лот- ку;на фиг,2 - сечение по роликам; на фиг.З - сигнализирующий упор (узел 1).
Транспортная система содержит многолотковый стол 1, на котором смонтирова- ны в разрыве между соседними лотками 2 (обозначены пунктире) перемещающиеся лотки 3, прикрепленные к ползунам 4. Межстаночный накопитель 5 своими секциями проходит между лотками 3, Сигнализирую- щиеупоры 6 ш зрнирно прикреплены к залу 7 и подпружинены пружиной 8. Против каждого упора 6 к валу 7 закреплен индукционный датчик 9. Удаление упоров 6 из лоткоа осуществляется поворачиванием вала 7 ци: линдром 10. Подающие ролики 11 так же, как и додающие ролики 12, наглухо соединены с валами 13 и 14 и приводятся но вращение от электродвигателей через редукторы 15 и 16. Нижние ролмки 17 и 18 подпружинены для надежного взаимодействия с подающими роликами. Упоры 19 смонтированы на одном валу 20 наглухо и включаются а работу прм заполнении накопителя заготовками. Сигнализаторы 21, а точнее отсекзтели в виде рычагов соединены с валом 22 наглухо. Вертикальный рычаг 23 соединен с валом 22 тоже наглухо, а против него установлен индукционный датчик 24, Вал 22 на опорах свободно поворачива- ется. Сигнализаторы 25 (ртсекатели), жестко соединенные с валом 26, конструктивно выполнены аналогично отсекателю 21.
Транспортирующее устройство включает многолотковый стол 1 с разрывом на- правляющих лотков 2 в пределах накопителя для прохода направляющих лот- коз 3 в перпендикулярном направлении, подающие 11, 12 и подпружиненные 17, 18 ролики.
Перегрузочное устройство содержит перемещающиеся лотки 3, смонтированные на ползунах 4.
Транспортная система выполняет три работы;.
1. Бесперебойно обеспечить заготовками последующий станок, принимая их от предыдущего станка;
2. Обеспечить заготовками последующий станок, принимал их от накопителя;
3. При остановке последующего станка обеспечить работу устройства на накопитель.
1. При включении переключателя в положение Прямой ход отсекатели 21 и индукционные датчики 24 заняли пассивное положение, а упоры 19 от цилиндра 29 автоматически заняли верхнее положение для пропуска заготовок к станку, как показано на фиг.1. Подающие ролики на транспортном устройстве не могут последнюю заготовку додать до сигнализирующих упоров 6. Поэтому введены додающие ролики 12 и 18. Как только все полосы дойдут до сигнализирующих упоров 6, они дадут команды на прекращение подачи полос роликами, на зажатие полос с задержкой дают команду упорам 6 через электрозолотник 30 цилиндру 10 на подъем, чтобы освободить лотки для дальнейшего передвижения заготовок. Отрезной автомат производительнее сверлильного автомата, и он давно дал команду через конечный выключатель 31 подающим роликам 11 и 17 на удаление заготовок от станка, но они не удаляют. Как только приемные упоры 5 сверл ильного автомата дадут сигнал подающим роликам 11 к 17 о готовности приема заготовок, они станут подавать заготовки к сверлильному автомату, а по пути их подхватят подающие ролики 3 и 67 сверлильного автомата. Как только заготовки пройдут отсекатели 25, они мгновенно опустятся от собственного веса, и рычаг 27 сконтактирует с индукционным датчиком 28, от которого поступит команда через злектрозолотник 30 цилиндру 10 на опускание упоров б, Вторую команду индукционный датчик 28 посылает конечным выключателям 24 и 26, находящимся на транспортном устройстве.
2. При включении переключателя в положение разгрузка накопителя отсекатели 21 и 25 выключили из работы индукцинные датчики 24 и 28, а упоры 19 от цилиндра 29 .через электрозолотник 31 автоматически за- няли верхнее положение и включили в работу накопитель. Приемные упоры 5 сверлильного автомата дают сигнал на срабатывание электрозолотнику 25, находящемуся на межстаночном накопителе, от которого цилиндром 26 ползуны 4 перемещают лотки к накопителю за заготовками. Получив заготовки, они возвращаются с.ни- ми в исходное положение, там же конечный выключатель 28 даёт команду подающим роликам 11 и 17 на транспортном устройстве для перемещения заготовок к станку.
3. При включении переключателя в положение загрузка накопителя отсекатели 21 и индукционный датчик 24 заняли активное положение, а упоры 19 через электрозолотник 31 цилиндром 29 опустятся вниз и заготовки дальше пройти не смогут. В этом положении переключателя влияния со стороны накопителя на конечный выключатель 24 транспортного устройства не происходит. Подающие ролики 11 и 17 работают на накопитель.
После создания в рифленых полосах базового торца транспортное устройство пе- реместит их до сигнализирующих упоров 6, а по пути их подхватят ролики 12 и 18. Как только все полосы дойдут до упоров б, они дадут команды: транспортному устройству на прекращение подачи полос, электромо- тору на остановку роликов 12 через редуктор 16, на зажатие полос у отрезного автомата и себе, т.е. упора м б дают команду с задержкой через электрозолотник 30 цилиндру 10 на подъём, чтобы освободить лот- ки для дальнейшего перемещения заготовок. После отрезания заготовок автомат разжимает их и дает команду электро- MOJOpy, который через редуктор 15 роликами 11 и 17 переместит заготовки до упоров 19. Когда все заготовки дойдут до упора 19, отсекатель 21 опустится вниз. .Между вертикальной стенкой упора 19 и вертикальной стенкой отсекателя 21 оказалась заготовка, зафиксированная для под- ачи в накопитель. От срабатывания контактов отсекателя 21 с индукционным датчиком 24 дается команда накопителю на перемещение лотков 3 вместе с заготовками в накопитель. После укладки заготовок на полки накопителя через ряд последовательных действий накопителя лотки 3 при
помощи ползунов 4 возвращаются в исходное положение. От этого положения накопи- тель дает команду транспортному устройству на подачу уже отторцованных полос до упоров 6.
Формула изобретения Транспортная система, содержащая основание, транспортирующее устройство, связанное с рабочей зоной технологического оборудования, накопитель, перегрузочное устройство, связывающее накопитель с транспортирующим устройством, и систему управления, отличающаяся тем, что, с целью повышения производительности за счет одновременной подачи нескольких деталей в рабочую зону технологического оборудования,, транспортирующее устройство выполнено в виде многолоткового стола с прерывистыми направляющими лотками и снабжено подающими и подпружиненными роликами, а перегрузочное устройство снабжено лотками, установленными с возможностью перемещения и размещения в разрывах направляющих лотков стола, при этом на мно- голотковом столе установлены дополнительно введенные и связанные с системой управления упоры для задания размера изделия, упоры для определения конца подачи заготовок в накопитель и отсекатели для указания на освобождение рабочей зоны технологического оборудования, причем подпружиненные ролики связаны с системой управления и установлены в каждом из направляющих лотков стола с возможностью взаимодействия с подающими роликами.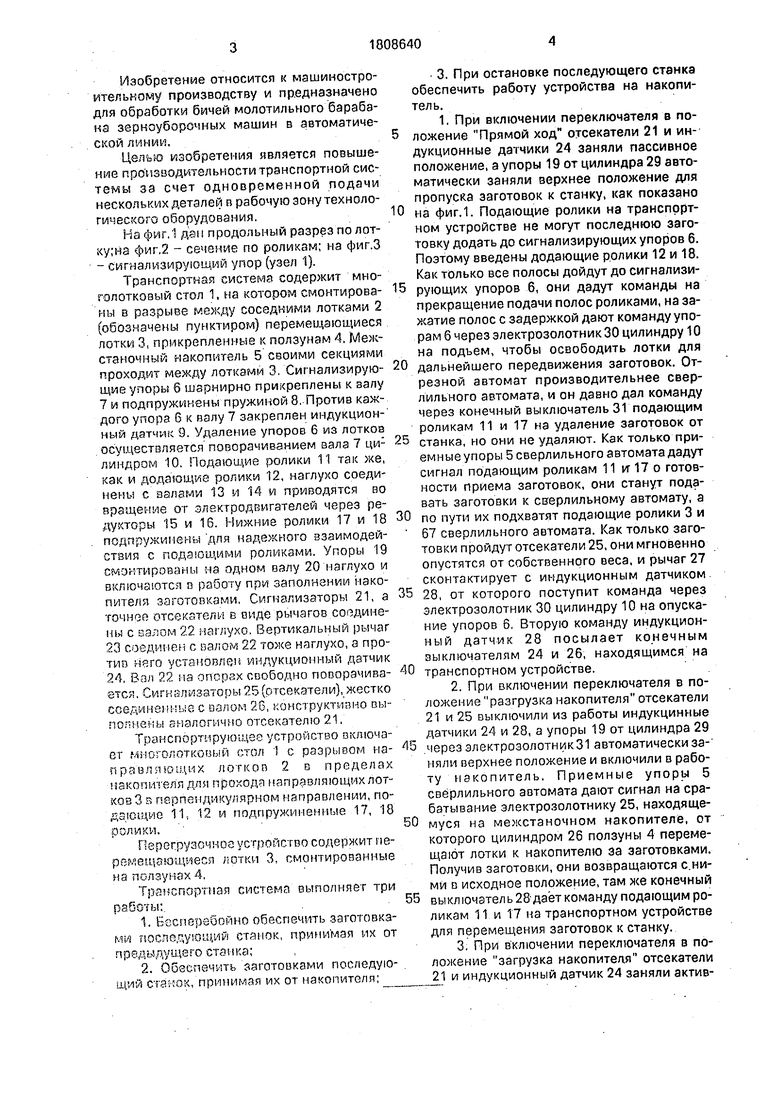
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ МНОГОЛОТКОВАЯ ЛИНИЯ | 1989 |
|
RU2023569C1 |
| Многошпиндельный сверлильный автомат | 1989 |
|
SU1748966A1 |
| Транспортное устройство | 1989 |
|
SU1808639A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| МНОГОСЕКЦИОННОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1990 |
|
RU2021187C1 |
| Отрезной автомат | 1990 |
|
SU1731603A1 |
| МЕЖСТАНОЧНЫЙ МНОГОСЕКЦИОННЫЙ НАКОПИТЕЛЬ | 1989 |
|
RU2044615C1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Автомат для обработки деталей | 1978 |
|
SU818813A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU435295A1 |
Использование: машиностроение, в частности устройства для перемещения деталей в автоматических линиях. Сущность изобретения: .транспортирующее устройство выполнено в виде многолоткового стола 1 с прерывистыми направляющими лотками 2 и снабжено подающими 11 и подпружиненными 17 роликами а перегрузочное устройство снабжено лотками 3 которые при перемещении размещаются в разрывах направляющих лотков 2 стола и совмещаются с последними. На многолотковом столе 1 установлены упоры для определения конца подачи заготовок в накопитель и отсекатели 21 для указания на освобождение рабочей зоны технологического оборудования. Подпружиненные ролики 17 связаны с системой управления и установлены в каждом из направляющих лотков 2 стола с возможностью взаимодействия с подающими роликами 11. 3 ил.
Фиг. 2
Фиг.З
| Автоматическая станочная линия | 1974 |
|
SU536039A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
