1
Известное устройство для подачи бревен в деревообрабатывающий станок, включающее подающий механизм и узел базирования, не обеспечивает точного базирования бревен, имеющих кривизну и дефекты образующей поверхности.
С целью повышения точности базирования в предлагаемом устройстве узел базирования установлен сбоку от подающего механизма и выполнен в виде фрезерных головок, расположенных в одной плоскости, причем перед подающим механизмом смонтированы дополнительный узел базирования, также выполненный в виде фрезерной головки, и опорная, самоустанавливающаяся в вертикальной плоскости балка.
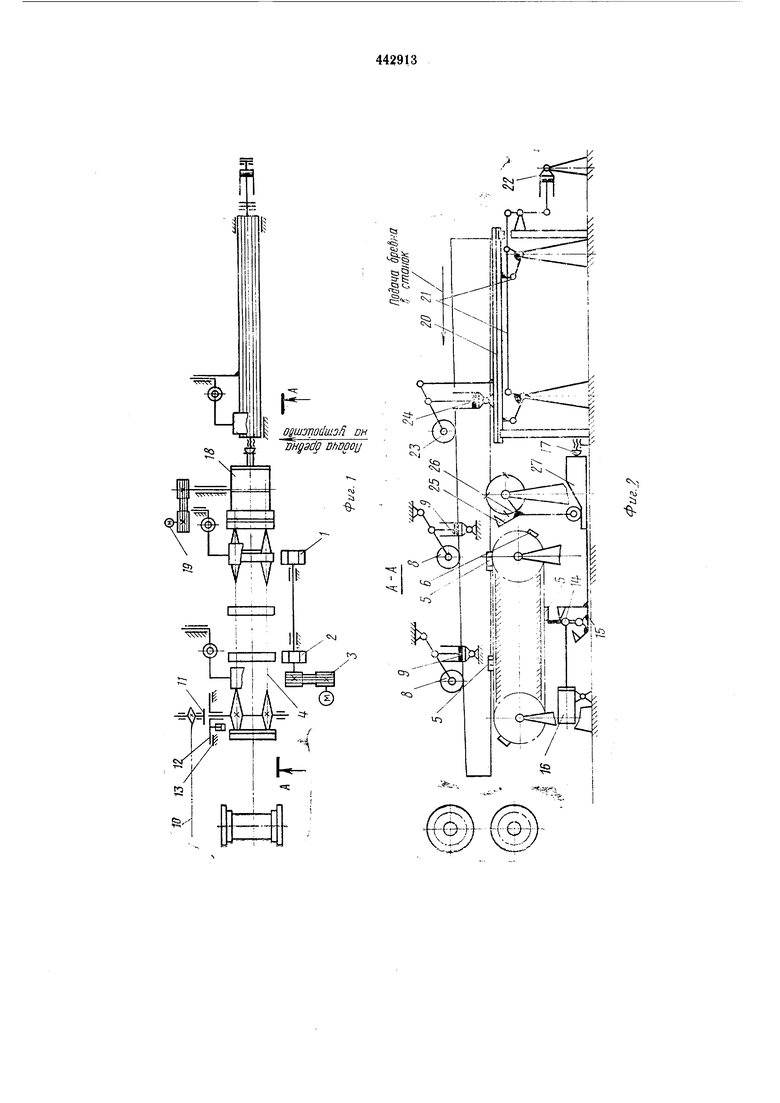
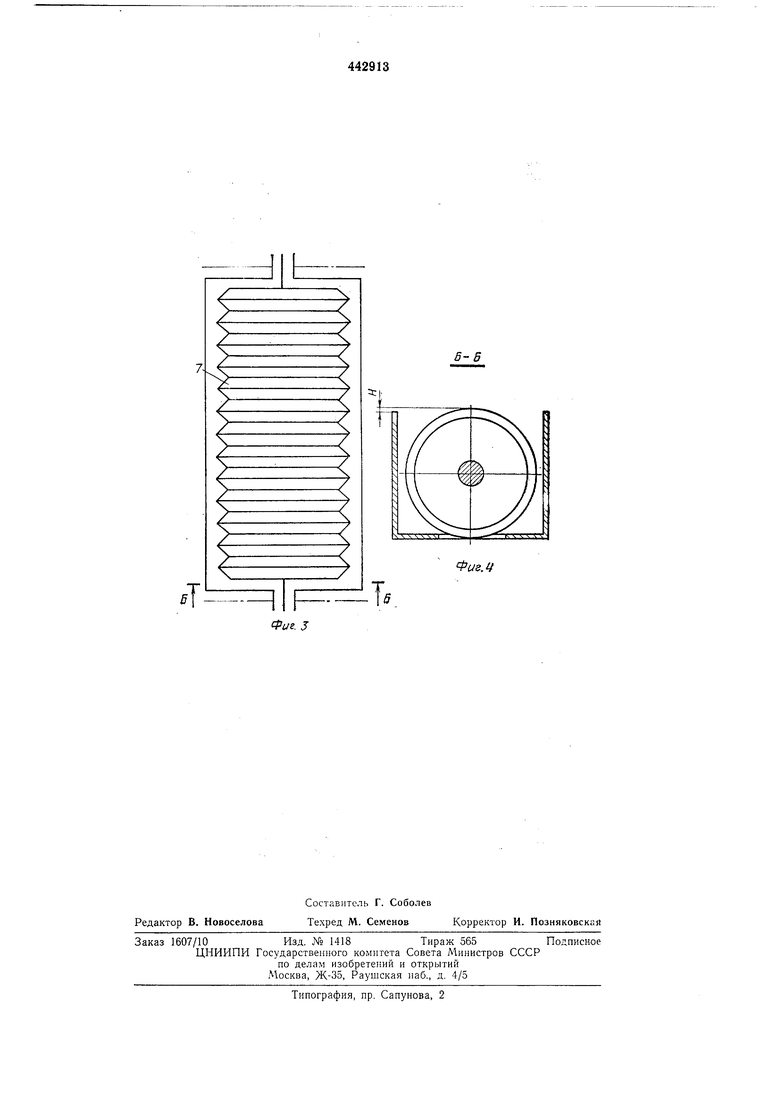
На фиг. 1 - изображено предлагаемое устройство, вид в плане; на фиг. 2 - разрез по А-А на фиг. 1; фиг. 3 - траверса устройства, вид в плане; на фиг. 4 - разрезы по Б-Б на фиг. 3.
Устройство состоит из базоформирующих фрез 1 и 2 с приводом 3, подающего механизма, выполненного в виде цепного транспортера 4 с траверсами 5 и 6. Каждая траверса снабжена роликом 7, верхняя образующая которого выступает над плоскостью траверсы. Поверхность роликов вынолнена ребристой с целью улучщения сцепл ния с бревном и исключения поперечного смещения его в процессе подачи.
Прижим подаваемого бревна к траверсам осуществляется с помощью пары неприводных
вальцов 8, перемещаемых с помощью цилиндров 9.
Движение цепного транспортера может быть осуществлено от отдельного привода или от привода деревообрабатывающего станка посредством цепной передачи 10 и фрикционной управляемой муфты, состоящей из двух полумуфт И и 12. При этом полумуфта 12 выполняет одновременно функцию тормоза при прижиме ее к неподвижной плоскости 13.
Точная установка цепного транспортера осуществляется поворотным упором 14, расположенным на каретке 15, перемещаемой силовы.м цилиндро.м 16.
Фиксированное положение обеспечивается
перемещением каретки 15 вправо до упора 17. При перемещении каретки 15 влево упор 14 поворачивается вокруг оси, обеспечивая свободное перемещение траверс над ним.
Фрезерование консольной части бревна осуществляется фрезой 18 с приводом 19. Опорная балка 20, поддерживающая консольную часть бревна, выполнена с возможностью перемещения в вертикальной плоскости посредством параллелограммного рычажного механизма 21, перемещаемого с помощью силового цилиндра 22. Опорная плоскость балки для улучщения базирования комлевой части бревна снабжена продольными рифлями.
Прижим консольной части бревна к опорной плоскости балки осуществляется неприводным вальцом 23 посредством силового цилиндра 24.
Для исключения прогибов бревна после схода его комля с опорной балки 20 установлена опорная площадка 25, расположенная на поворотном рычаге 26, перемещаемом силовым цилиндром 16 через копир 27.
Устройство для подачи бревен в деревообрабатывающие станки работает следующим образом.
Предварительно сориентированное бревно в зажатом состоянии передается сбоку (в данном случае слева от направления нодачн) от подающего механизма на ось цепного транспортера.
При этом фрезы I и 2 образуют на бревне при его перемещении над ними две базовые плоскости.
После перемещения на ось цепного транспортера бревно опускается и устанавливается базовыми плоскостями на траверсы 5. При этом одновременно нроисходит прижим его вальцами 8 с помощью силовых цилиндров 9, поджим с определенным усилием опорной балки 20 к консольной части бревна и прижим неприводного вальца 23 цилиндром 24. Опорная балка прижимается к консольной части бревна с определенным усилием, нри достижении которого происходит запирание обеих полостей цилиндра 22 и фиксация положения балки в вертикальной плоскости.
Затем включением фрикционной муфты транспортер 4 приводится в движение, и расположенное на нем бревно подается во фрезерный станок.
В процессе подачи бревна с консольной его части фрезой 18 снимается слой древесины, и образуется базовая плоскость, которой бревно при своем движении опирается на траверсы ценного транспортера. После прохождення бревном определенного расстояния нодается команда (с помощью одной из траверс) на
подъем опорной площадки 25 до уровня верхней образующей траверсы.
Останов цепного транспортера происходит при достижении траверсой 6 вертикальной оси ведущей звездочки ценного транспортера. Его производят следующим образом.
При под.ходе траверсы 6 к оси происходит отключение транспортера от привода и его одновременное торможенне с помощьй полумуфты 12.
Затем бревно движется по роликам 7, расположеннУм на траверсах 5 и 6.
При движении бревна в станок нрижи.мные вальцы сходят с него и авто.матически занимают верхнее положение. Одновременно с подъемом вальца 23 происходит опускание опорной балки 20.
Ближний к станку валец 8 после выхода из под него бревна также автоматически поднимается в верхнее положение и нри этом выдает команду на перемещепие цепного транснортера в исходное положение, которое производится с номощью силового цилиндра 16 ири движении его щтока вправо. Унор 14 зацепляется за траверсу 5 и перемещает ценной транспортер до тех пор, пока каретка 15 не дойдет до упора 17. При этом поворотный рычаг 26 с площадкой 25 займут нижнее положение, опустивщись по копиру 27 на требуемую величину. В фиксированном положении траверсы 5 транспортера 4 располагаются напротив фрез 1 и 2. После этого дается команда на передачу следующего бревна на устройство для нодачи.
Предмет изобретен и я
Устройство для подачи бревен в деревообрабатывающий станок, включающее подающнй механизм и узел базирования, отличающееся тем, что, с целью новыщения точности базирования, узел базирования установлен сбоку от нодающего механизма и выполнен в виде фрезерных головок, расноложенных в одной плоскости, причем перед подающи.м
механизмом смонтированы дополнительный узел базирования, также выполненный в виде фрезерной головки, и онорная, самоустанавливающаяся в вертикальной плоскости балка.
t
osшзmdшзfi он Тн§дф Dhogou
&
1
Ъ
is
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи бревен в деревообрабатывающий станок | 1973 |
|
SU458438A1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| Устройство для подачи бревен в деревообрабатывающие станки | 1983 |
|
SU1129074A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРУГЛЫХ ВЕНЦОВЫХ ЧАШЕК В ДЕТАЛЯХ СРУБА | 2007 |
|
RU2336161C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 2012 |
|
RU2497661C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Окорочный станок | 1980 |
|
SU870138A1 |
| Устройство для подачи бревен в деревообрабатывающие станки | 1973 |
|
SU475264A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |