Изобретение относится к области турбостроения и касается изготовления лопаток осевых турбомашин из композиционных материалов на металлической матрице жидкофазным способом.
Известен способ изготовления изделий из волокнистых композиционных материалов жидкофазным методом [1] включающий укладку волокон в разъемную форму, погружение ее под зеркало расплава матрицы, вакуумирование формы, пропитку волокон расплавом и охлаждение формы в мелкодисперсном огнеупорном материале.
Недостатком этого способа являются низкие физико-механические свойства изготовленной лопатки.
Известен способ изготовления лопатки турбомашины из композиционного материала, взятый за прототип [2] в котором связанные в слои армирующие волокна раскраивают, укладывают слоями в пакет, вводят в оболочку, после чего производят пропитку связующей матрицей.
Недостатком данного способа является неплотное наполнение пакета заготовки армирующими волокнами, что снижает предел прочности готовой лопатки. Это вызвано тем, что при использовании для сборки пакета лопатки, например, из плазменно-напыленного листа боралюминиевой композиции первоначальная его толщина (0,3-0,34 мм) почти в два раза больше теоретически расчетной (0,17 мм), определяемой из условия 50%-ного содержания волокон бора в материале.
Целью изобретения является повышение качества и надежности готовой лопатки.
Указанная цель достигается тем, что заготовку в виде пакета раскроенных армирующих слоев перед укладкой в форму подвергают обжатию до размеров готовой лопатки, причем обжатие пакета производят в металлической оболочке, которую удаляют после обжатия, после чего заполняют матричным материалом в процессе жидкофазного формования лопатки.
Существенными признаками предложенного способа, отличительными от прототипа, являются механическое воздействие на пакет с армирующими слоями для формирования у заготовки необходимых размеров и геометрии готовой лопатки, а также устранение рыхлот и несплошностей в заготовке. При этом металлическая оболочка, в которую укладывается пакет со слоями, после обжатия удаляется, а занимаемый ею объем при пропитке заполняется матричным материалом, что обеспечивает качество внешней поверхности лопатки, равномерное распределение волокон, повышаются прочностные характеристики изделия, что в целом ведет к достижению поставленной цели.
Совокупность существенных признаков авторами не обнаружена в доступных источниках, следовательно предложение соответствует критерию "существенные отличия".
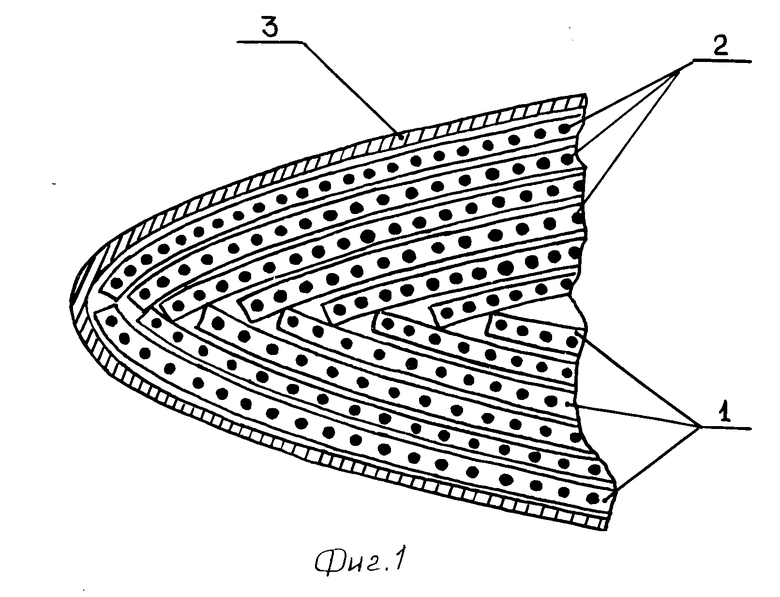
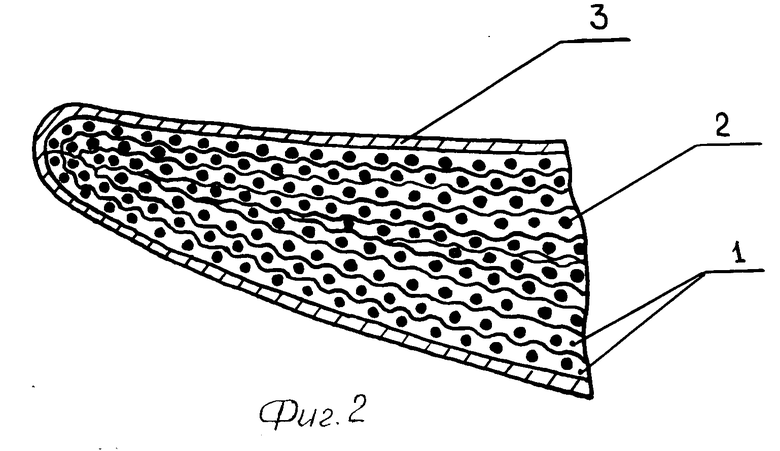
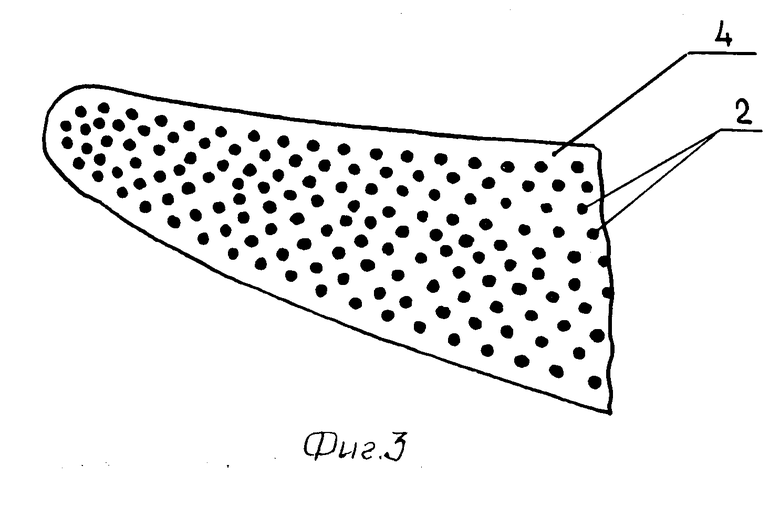
На фиг.1 изображена заготовка лопатки перед обжатием; на фиг.2 поперечное сечение заготовки после обжатия на прессе; на фиг.3 поперечное сечение лопатки после пропитки слоев матричным материалом жидкофазным способом.
Улучшение физико-механических свойств изделия достигается за счет равномерного расположения волокон наполнители в композите и его расчетного объемного содержания, благодаря обжатию пакета заготовки лопатки перед пропиткой.
Реализуется такая структура композита тем, что связанные плазменным напылением в слои 1 волокна 2 (фиг.1) удобно кроятся, укладываются в пакет и вводятся внутрь металлической оболочки 3. После введения в оболочку уложенных слоев производят обжатие пакета в среде повышенной температуры, давления в вакууме до расчетных размеров объемного наполнения лопатки волокнами (фиг. 2). После операции обжатия металлическую оболочку 3 (фиг.1, 2) удаляют, производят укладку в форму и производят пропитку заготовки металлической матрицей жидкофазным способом. При этом весь объем лопатки и удаленной металлической оболочки заполняется матрицей 4 (фиг.3). Прочность скрепления волокон 2 (фиг.3) в лопатке определяется режимом пропитки.
П р и м е р. Раскроенные армирующие слои собирали в пакет, вводили в металлическую оболочку. Затем производили обжатие при температуре 420±10оС, удельном давлении 2-3 кгс/мм2 в условиях вакуума в течение 10-15 мин до расчетных размеров объемного наполнения лопатки волокнами. После обжатия металлическую оболочку удаляли, заготовку помещали в форму и производили пропитку металлической матрицей.
Сравнительные статические испытания образцов рабочих лопаток показали, что по сравнению с аналогичными лопатками, изготовленными без обжатия, обжатые лопатки имеют повышенные прочностные характеристики. Так, разрушающее усилие, действующее на необжатую лопатку, равнялось 25 кгс, а лопатки, изготовленные с дополнительным обжатием пакета, разрушались при усилии со средним значением 30 кгс.
Результаты ультразвукового неразрушающего контроля также показали увеличение плотности и более равномерную структуpу лопаток, изготовленных с обжатием.
Таким образом, использование предложенного способа по сравнению с известными позволит достигнуть повышенных физико-механических свойств изделия за счет равномерного и оптимального по объему наполнения композита волокнами, а также более качественную внешнюю поверхность лопатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШИРОКОХОРДНОЙ ПУСТОТЕЛОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2005 |
|
RU2296246C1 |
| КОМПОЗИЦИОННАЯ ЛОПАТКА ТУРБОМАШИНЫ | 2007 |
|
RU2350757C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2001 |
|
RU2215816C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ТУРБИНЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2280767C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ОСЕВОГО ВОЗДУШНОГО НАГНЕТАТЕЛЯ СУДНА НА ВОЗДУШНОЙ ПОДУШКЕ | 2021 |
|
RU2762959C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2005 |
|
RU2293658C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА КОМПРЕССОРА ИЛИ ВЕНТИЛЯТОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2586553C1 |
| Способ получения изделий из волокнистых материалов | 1975 |
|
SU576161A1 |
| Способ изготовления трубчатых изделий из композиционных материалов | 1982 |
|
SU1162537A1 |
| Способ получения композитов с металлической матрицей, использующий эффект низкотемпературной сверхпластичности | 2023 |
|
RU2819775C1 |
Изобретение может быть использовано при изготовлении лопаток осевых турбомашин из композиционных материалов на металлической матрице жидкофазным способом. Сущность: пакет раскроенных армирующих слоев перед укладкой в форму подвергают предварительному обжатию до размеров, заложенных в геометрии готовой лопатки, причем объем армирующих слоев в профиле пера определяют, исходя из существующих напряжений в лопатке. Процесс обжатия заготовки производят в оболочке, удаляемой впоследствии, а оставшийся объем заполняют матричным материалом в процессе жидкофазного формования лопатки. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, например лопаток турбомашины, жидкофазным методом, включающий операции раскроя армирующих слоев переменной геометрии, их сборку в пакет, ввод в металлическую оболочку, укладку в разъемную форму и фиксацию, погружение формы под зеркало расплава матрицы, пропитку слоев расплавом, охлаждение формы в мелкодисперсном огнеупорном материале, причем перемещение ее на позицию охлаждения осуществляют в этом же материале, приведенном в псевдоожиженное состояние, отличающийся тем, что пакет раскроенных армирующих слоев в оболочке перед укладкой в форму подвергают обжатию до размеров готовой лопатки, после чего оболочку удаляют.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 1378468, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
