Изобретение относится к области металлургии, в частности к способам обработки хромомарганцевых сталей мартенситно-аустенитного класса.
Известны способы обработки хромоникелевых и хромомарганцевых сталей с метастабильным аустенитом, заключающиеся в проведении после закалки холодной пластической деформации прокаткой со степенями обжатия 10-50% и последующего старения (отжига) при температуре 350-480оС. В результате такой обработки существенно возрастают прочностные свойства (σв σ0,2), однако снижается пластичность сталей (δ).
Наиболее близким техническим решением по совокупности признаков и технической сущности является способ обработки хромомарганцевых сталей. Способ осуществляют закалкой при 1000-1100оС в масле, отпуском при 200-300оС, холодной деформацией кручением со степенями 5-15% и последующим отпуском 200-300оС. Способ повышает одновременно прочностные свойства и пластичность хромомарганцевой стали с преимущественно аустенитной структурой.
Недостатком известного способа является невозможность одновременного повышения прочностных свойств и пластичности сталей мартенситно-аустенитного класса.
Изобретение позволяет одновременно увеличивать прочностные и пластические свойства сталей мартенситно-аустенитного класса. Это обеспечивает повышение долговечности и снижение металлоемкости деталей типа тел вращения, работающих в условиях эксплуатации на кручение.
Технический результат достигается тем, что способ обработки хромомарганцевых сталей, включающий закалку, низкотемпературный отпуск и предварительную холодную деформацию кручением со степенями 5-15% отличается тем, что предварительную деформацию осуществляют реверсивно деформации при испытаниях либо эксплуатации. Хромомарганцевые стали переходного класса после закалки и низкого отпуска содержат 50-70% мартенсита и метастабильный остаточный аустенит. Предварительная холодная деформация вызывает в них частичное превращение аустенита в мартенсит, что увеличивает предел текучести. Реверсирование деформации кручением, сохраняя прежнюю схему напряженного состояния, значительно уменьшает интенсивность деформационного γост ->> α превращения при деформировании в противоположную сторону в условиях испытаний (эксплуатации). Это обусловлено тем, что при реверсировании деформации для мартенситного превращения уже не реализуются прежние кристаллографические ориентировки, сокращается число потенциальных мест зарождения и направлений роста мартенситных кристаллов, снижается и сопротивление повторному нагружению по эффекту Баушингера. В результате в этих условиях нагружения деформационное γост ->> α превращение развивается более продолжительно и обеспечивает более эффективное самоупрочнение и релаксацию микронапряжений, что и вызывает одновременное повышение предела прочности и пластичности сталей. Таким образом, осуществление предварительной деформации реверсивно деформации при испытаниях или эксплуатации деталей обеспечивает одновременное увеличение прочностных свойств и пластичности мартенситно-аустенитных сталей.
Проведение обработки по известному способу с деформацией кручением предварительной и при испытаниях (эксплуатации) в одном направлении вызывает чрезмерно интенсивное образование мартенсита и снижает пластичность сталей мартенситно-аустенитного класса в сравнении с обычной термообработкой закалкой и низким отпуском.
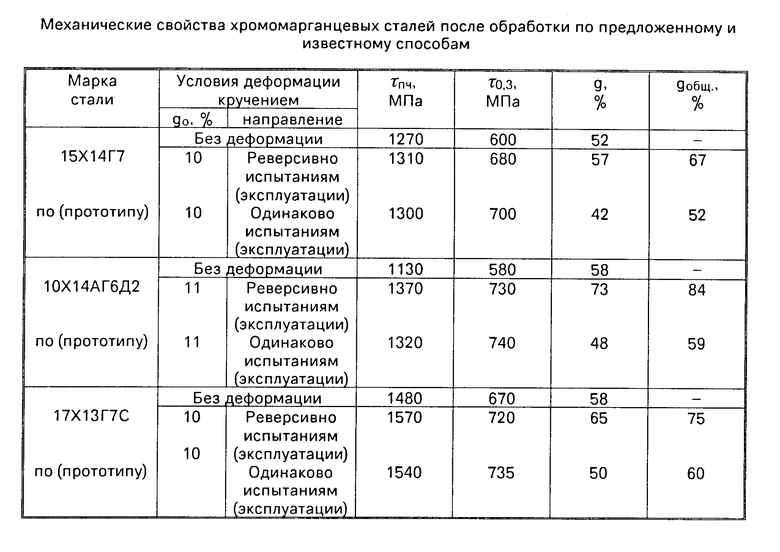
Предложенный способ обработки хромомарганцевых сталей опробован в лабораторных условиях Мариупольського металлургического института. Образцы хромомарганцевых сталей 15Х14Г7, 17Х13Г7С и 10Х14АГ6Д2 закаливали с 900-980оС в масле и отпускали при температуре 180-200оС 2 ч. Затем их закрепляли в захватах машины на кручение КМ-50-1, где производили предварительную деформацию кручением со степенями 5-15% скорость деформации составляла 3˙10-3с-1. Причем направление деформации выбирают противоположно последующей деформации при испытаниях или эксплуатации. Результаты испытаний механических свойств сталей приведены в таблице. Из таблицы следует, что обработка по предложенному способу повышает одновременно прочностные свойства при кручении (τпч, τ0,3) и пластичность (g) сталей, особенно предел текучести (τ0,3) и относительный сдвиг (g).
Обработка мартенситно-аустенитных сталей по способу прототипа, т.е. с предварительной холодной деформацией и деформацией при испытаниях (эксплуатации) в одну сторону вызывает снижение пластичности (g) и не реализует технического эффекта.
Эффективность предложенного способа заключается в повышении комплекса прочностных и пластичных свойств хромомарганцевых сталей мартенситно-аустенитного класса, в результате чего может быть снижена металлоемкость деталей, а также возможности его применения для деталей тел вращения, работающих на кручение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки хромомарганцевых сталей | 1990 |
|
SU1765206A1 |
| СПОСОБ ТЕРМООБРАБОТКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 1992 |
|
RU2005799C1 |
| Сталь | 1990 |
|
SU1770440A1 |
| Сталь | 1990 |
|
SU1723185A1 |
| Способ термообработки изделий | 1990 |
|
SU1782243A3 |
| Способ закалки хромомарганцевых нержавеющих сталей | 1989 |
|
SU1696514A1 |
| Способ термообработки хромомарганцевых сталей | 1988 |
|
SU1636458A1 |
| Способ механикотермической обработки метастабильных аустенитных сталей | 1980 |
|
SU1022997A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАСТАБИЛЬНОЙ АУСТЕНИТНОЙ СТАЛИ | 2015 |
|
RU2598744C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
Изобретение относится к области металлургии, в частности к способам обработки хромомарганцевых сталей мартенситно-аустенитного класса. Способ позволяет одновременно увеличивать прочностные и пластические свойства сталей. Способ обработки хромомарганцевых сталей включает закалку, низкотемпературный отпуск и предварительную холодную деформацию кручением со степенями 5 15% осуществляемую реверсивно деформации при испытаниях либо эксплуатации. 1 табл.
СПОСОБ ОБРАБОТКИ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ, включающий закалку, низкотемпературный отпуск и предварительную холодную деформацию кручением со степенями 5 15% отличающийся тем, что предварительную деформацию осуществляют реверсивно деформации при испытаниях или эксплуатации.
| Способ обработки хромомарганцевых сталей | 1990 |
|
SU1765206A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
