Изобретение относится к области металлургии железа, более конкретно к изменению механических свойств метастабильной аустенитной стали путем деформации, в том числе низкотемпературной (с охлаждением в жидком азоте), теплой деформации T=673-973 K (400-700°С) и последующих отжигов 873-1073 K (600-800°С), длительностью от 200 с до 1 ч. Предложенный способ может быть использован при обработке давлением заготовок и деталей высоконагруженных конструкций из стали.
Известен способ термомеханической обработки сталей аустенитного класса (патент РФ №2525006, МПК C21D6/00, опубл. 10.08.2014). В этом способе сталь подвергают обработке, состоящей из комбинации пластической деформации в интервале температур Т=673-973 K в два этапа и отпусков при Т=673-873 К. Деформация ведется в аустенитной области, общая достигаемая степень логарифмической деформации e>2.5. Недостатком этого способа является использование относительно высоких степеней деформации при высоких температурах.
Известен способ криогенно-деформационной обработки стали, включающий закалку, пластическую деформацию при криогенных температурах в несколько стадий с суммарной степенью деформации 50-90%, низкотемпературный отпуск после каждой стадии при температуре 220-270°C и высокотемпературный отпуск на заключительной стадии обработки заготовок (патент РФ №2394922, МПК C21D 8/00, опубл. 20.07.2010). Недостатком данного способа обработки является высокая (>30%) объемная доля мартенсита в структуре стали.
Наиболее близким по технической сущности решением, выбранным в качестве прототипа, является способ обработки сталей, заключающийся в измельчении микроструктуры посредством пластической деформации, отличающийся тем, что обработку осуществляют в температурном интервале 1000-400oС за один или несколько этапов с поэтапным регламентированным снижением температуры до получения конечного размера зерен DКР. Одним из вариантов применения этого способа обработки является использование деформации аустенитных и аустенито-ферритных нержавеющих сталей при температуре ниже МД, затем повторная деформация в интервале 600-800°С; а также новый цикл деформации при температуре ниже МД и нагрев до температуры обратного превращения 600-650oС (патент РФ №2181776, МПК C21D 8/00, опубл. 27.04.2002). Недостатком этого способа обработки является использование значительного числа операций и высокая общая суммарная степень деформации, задаваемая образцу, что накладывает ограничение на размеры обрабатываемых деталей.
Задачей предлагаемого изобретения является разработка способа термомеханической обработки (ТМО) метастабильной аустенитной стали, позволяющего повысить ее прочностные свойства при относительно невысоких степенях деформации с сохранением высокой объемной доли аустенитной структуры.
Технический результат изобретения заключается в том, что предлагаемые режимы термомеханической обработки позволяют получить субмикрокристаллическую структуру с регламентированной высокой (до 95%) объемной долей аустенита, высокие прочностные свойства за счет реализации прямых и обратных (γ→α′→γ) мартенситных превращений, формирования структуры типа «пакетного аустенита» и дополнительного фазового наклепа. Относительно невысокие (e<1) общие степени деформации и ограниченное количество используемых технологических операций (низкотемпературная деформация, теплая деформация, отжиг) повышают экономическую эффективность данного способа по сравнению с прототипом. Комбинация теплой деформации и отжигов позволяют в широком диапазоне изменять содержание мартенсита, повышая объемную долю аустенита и пластичность материала.
Для решения поставленной задачи предложен способ термомеханической обработки метастабильной аустенитной стали, включающий пластическую деформацию методом прокатки с охлаждением заготовки при температуре кипения жидкого азота (T=77 K). Перед низкотемпературной деформацией заготовку подвергают отжигу при температуре 1373 К (1100°С) 1 ч с последующей закалкой в воду. Низкотемпературную прокатку проводят за несколько проходов до истинной логарифмической степени деформации e=0.1-0.2. Между проходами заготовка выдерживается при температуре кипения жидкого азота (T=77 K). Затем производят нагрев до температур T=673-973 K (400-700°С) и пластическую деформацию прокаткой за один или два прохода с общей степенью логарифмической деформации e≤0.5 с последующим охлаждением в воде. После теплой деформации осуществляются отжиги в интервале температур Т=673-1073 К (600-800°С) с временем выдержки от 200 с до 1 ч с последующим охлаждением на воздухе.
Достигаемый технический результат подтверждается данными, приведенными в таблице 1.
Механические испытания на растяжения проводились по ГОСТ 1497-84 при комнатной температуре. Структурные исследования проводили методом просвечивающей электронной микроскопии. Содержание фаз в стали исследовалось методом рентгеноструктурного фазового анализа и измерений удельной намагниченности.
Исследования структуры и фазового состава стали показали, что низкотемпературная деформация приводит к развитию прямого γ→α′ деформационного мартенситного превращения, формированию ламельной структуры, содержащей двойникованный аустенит, пакетный α′-мартенсит и пластины ε-мартенсита. Содержание α′-мартенсита составляет ~ 55-75%. Теплая деформация при Т=400-500°С после низкотемпературной деформации не приводит к реализации обратного α′→γ превращения. Содержание мартенсита при этом достигает 60-75%, прочностные свойства значительно увеличиваются, пластичность снижается (таблица 1). Пластическая деформация при Т=400-700°С приводит к формированию ламельной структуры с повышенной плотностью дислокаций, множественными дефектами упаковки и нанодвойниками деформации. При Т=600-700°С в процессе деформации реализуется обратное α′→γ превращение. Деформация при Т=700°С приводит к увеличению средних размеров аустенитных фрагментов и развитию динамической рекристаллизации. Деформация при Т≥600°С в комбинации с последующими отжигами позволяет значительно увеличить объемную долю аустенита до 95%. При этом достигаются высокие прочностные и пластические свойства (таблица 1).
Таблица 1. Содержание фаз, предел текучести σ0.1, предел прочности и относительное удлинение δ при испытании на растяжение при Т=20°С.
ТМО-1: прокатка с охлаждением в жидком азоте, ε≈17%; прокатка при Т=500°С, ε≈40%.
ТМО-2: прокатка с охлаждением в жидком азоте, ε≈17%; прокатка при Т=600°С, ε≈40%; отпуск при Т=600°С, 1 ч.
ТМО-3: прокатка с охлаждением в жидком азоте, ε≈17%; прокатка при Т=600°С, ε≈40%; отпуск при Т=800°С, 200 с.
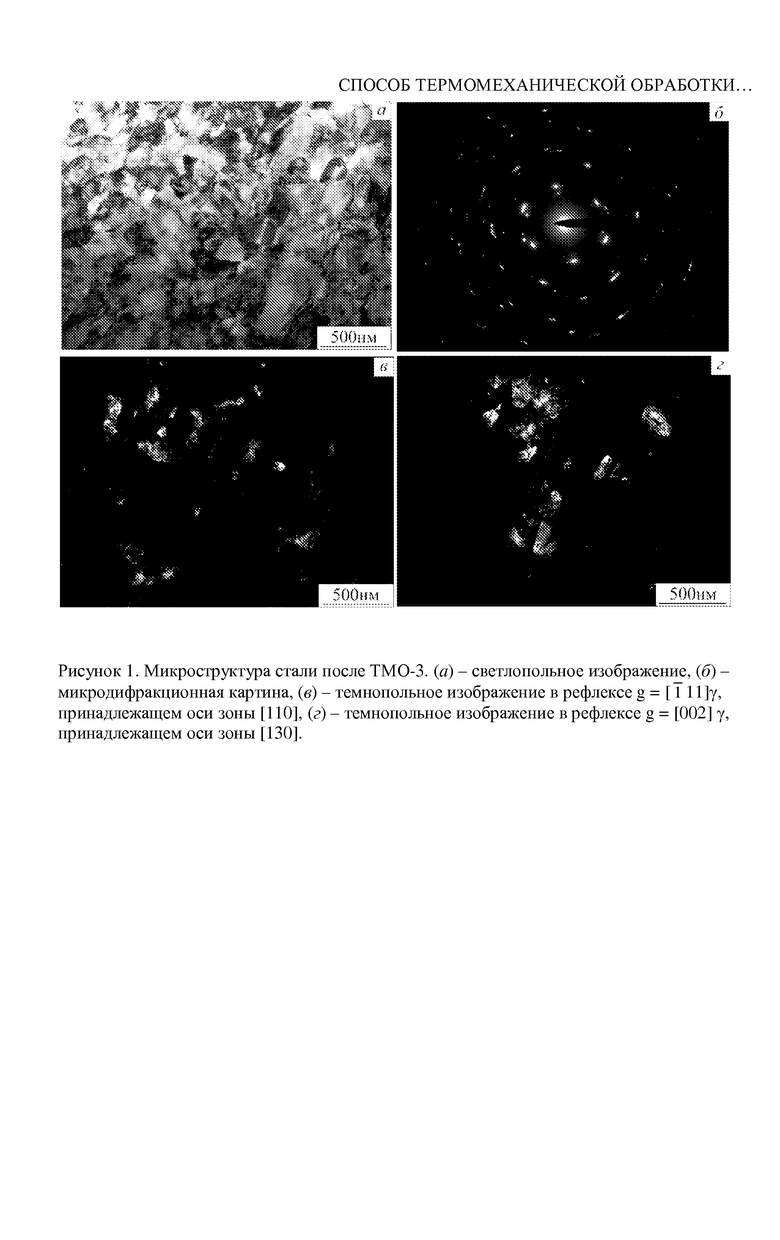
Электронно-микроскопические исследования показали, что микроструктура стали после ТМО представлена преимущественно аустенитными ламелями - «пакетный аустенит» (рисунок 1) по форме и размерам, напоминающими пакетный мартенсит. Между аустенитными ламелями наблюдаются как малоугловые, так и высокоугловые, в том числе двойниковые, разориентировки, что характерно для разориентировок в мартенситном пакете и между пакетами. На рисунке 1в и 1 г представлены темнопольные изображения в рефлексах, принадлежащих двум осям зон [110] и [130]. Между представленными фрагментами наблюдаются высокоугловые разориентировки, размеры фрагментов субмикрокристаллического масштаба.
Высокотемпературные отжиги различной длительности после теплой деформации позволяет в широком диапазоне изменять объемную долю фаз, повышая объемную долю аустенита до 95%. При этом прочностные свойства стали уменьшаются, пластичность существенно увеличивается (таблица 1). Предложенные варианты ТМО позволяют в 4-5 раз повысить предел текучести стали по сравнению с исходным значением. Достигаемые при этом свойства сравнимы с прототипом - сталь близкого состава 12Х18Н10Т после интенсивной пластической деформации и отжигов. В прототипе используется высокотемпературная деформация аустенитной стали при Т>900°C с общей степенью деформации 60-120%, деформация ниже температуры Мд с общей степенью 30-50%, дополнительные отжиги и (или) пластическая деформация при Т=600-800°C. При этом количество операций обработки более трех. В отличие от прототипа для обработки метастабильной аустенитной стали не используется высокотемпературная деформация, общая суммарная деформация, задаваемая образцу менее 60% (истинная логарифмическая деформация e<1). Количество операций обработки ограничено тремя. Принципиальным отличием является использование «теплой» деформации в интервале Т=400-700°C после низкотемпературной деформации с целью дополнительного наклепа и формирования субмикрокристаллического аустенита в процессе обратного мартенситного превращения. Регламентированное содержание аустенита достигается комбинацией теплой деформации и последующих отпусков. Повышение прочности и высокие значения пластичности достигаются за счет формирования субмикрокристаллической преимущественно аустенитной структуры.
Примеры конкретного осуществления изобретения приведены ниже:
Пример 1
Лист толщиной 12 мм стали 08Х18Н10Т промышленного производства был закален на аустенит 1100°С, 1 ч вода. Образцы размерами 30×20×12 мм охлаждались в жидком азоте до прекращения «кипения», после чего помещались на прокатный стан. Конечная толщина составляла ≈10 мм, ε≈17% достигалась за 2 прохода, между проходами образцы охлаждались в жидком азоте. После низкотемпературной деформации образцы отогревались до комнатной температуры и помещались в печь при температуре Т=600°С. По достижении указанной температуры образцы прокатывались за один проход до толщины ≈6 мм, ε≈40%. По выходу из стана образцы охлаждались в воде. Отпуск проводился в среде инертного газа при температуре Т=600°С в течение 1 ч с последующим охлаждением на воздухе. Содержание фаз и достигнутые прочностные свойства представлены в таблице - ТМО-2.
Пример 2
Лист толщиной 12 мм стали 08Х18Н10Т промышленного производства был закален на аустенит 1100°С, 1 ч вода. Образцы размерами 30×20×12 мм охлаждались в жидком азоте до прекращения «кипения», после чего помещались на прокатный стан. Конечная толщина составляла ≈10 мм, ε≈17% достигалась за 3 прохода, между проходами образцы охлаждались в жидком азоте. После низкотемпературной деформации образцы отогревались до комнатной температуры и помещались в печь при температуре Т=600°С. По достижении указанной температуры образцы прокатывались за один проход до толщины ≈6 мм, ε≈40%. По выходу из стана образцы охлаждались в воде. Отпуск проводился в среде инертного газа при температуре Т=800°С в течение 200 с с последующим охлаждением на воздухе. Достигнутые прочностные свойства представлены в таблице - ТМО-3. Структурное состояние стали представлено на рисунке 1, при этом содержание аустенита 95%. Полученная структура имеет субмикрокристаллические размеры.
К преимуществам изобретения следует отнести меньшую суммарную степень деформации, задаваемую образцу, меньшее количество операций, меньшие температуры деформации (неиспользование высокотемпературной деформации), по сравнению с прототипом, что значительно упрощает технологический процесс и снижает энергозатраты и, как следствие, стоимость проведения обработки. Кроме того, предложенные режимы позволяют формировать в стали регламентированное содержание аустенита (до 95%) с высокими прочностными характеристиками при сохранении достаточного запаса пластичности. Также предложенный метод позволяет в широких пределах варьировать содержание фаз, прочностные и пластические характеристики стали. Эти результаты свидетельствуют о высокой эффективности предложенного способа повышения прочности метастабильной аустенитной стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ СТАБИЛЬНОЙ АУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2641429C1 |
| Способ получения катаных полуфабрикатов из аустенитной коррозионностойкой стали | 2020 |
|
RU2735777C1 |
| Способ получения упрочненных цилиндрических заготовок из нержавеющей стали аустенитного класса | 2022 |
|
RU2787279C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2012 |
|
RU2482197C1 |
| СПОСОБ МЕХАНИКО-ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ НЕРЖАВЕЮЩИХ АУСТЕНИТНЫХ СТАЛЕЙ | 2005 |
|
RU2287592C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КРИОГЕННО-ДЕФОРМАЦИОННОЙ ОБРАБОТКИ СТАЛИ | 2010 |
|
RU2422541C1 |
| СПОСОБ КРИОГЕННО-ДЕФОРМАЦИОННОЙ ОБРАБОТКИ СТАЛИ | 2008 |
|
RU2365633C1 |
| СПОСОБ КРИОГЕННОЙ ОБРАБОТКИ АУСТЕНИТНОЙ СТАЛИ | 2011 |
|
RU2464324C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ПРОКАТА АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ С НАНОСТРУКТУРОЙ | 2015 |
|
RU2611252C1 |
Изобретение относится к области металлургии и может быть использовано, например, для изготовления высоконагруженных деталей в машиностроении. Для получения субмикрокристаллической структуры в стали способ включает нагрев листа из стали 08Х18Н10Т до температуры 1100°С, выдержку 1 час, охлаждение в воде, обработку холодом в жидком азоте, прокатку в несколько проходов с общей логарифмической степенью деформации e=0,1-0,2 с охлаждением в жидком азоте между проходами для формирования мартенсита деформации с объемной долей 55-75%, затем теплую деформацию при 400-700°С за один, или несколько проходов со степенью логарифмической деформации е≤0,5 и отжигу, длительностью от 200 с до 1 ч в интервале температур 600-800°С с обеспечением формирования субмикрокристаллической структуры, содержащей аустенит до 95%. Полученная структура обладает высокими прочностными свойствами при сохранении достаточного запаса пластичности. 1 табл., 1 ил., 2 пр.
Способ обработки метастабильной аустенитной стали, включающий закалку на аустенит, низкотемпературную деформацию, теплую деформацию и заключительный отжиг, отличающийся тем, что после закалки проводят деформацию прокаткой с охлаждением в жидком азоте при -196°С со степенью логарифмической деформации e=0,1-0,2 в несколько проходов с охлаждением между проходами до указанной температуры, последующую теплую деформацию прокаткой проводят в интервале температур 400-700°С со степенью логарифмической деформации e≤0,5 в один или два прохода с последующим охлаждением в воде, а заключительный отжиг проводят при 600-800°С длительностью от 200 с до 1 ч.
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА | 2013 |
|
RU2525006C1 |
| Способ обработки аустенитных нержавеющих сталей | 1989 |
|
SU1733485A1 |
| Способ обработки деталей из аустенитных сталей | 1989 |
|
SU1678859A1 |
| СПОСОБ ОБРАБОТКИ ВЫСОКОПРОЧНОЙ АУСТЕНИТНОЙ СТАЛИ | 2011 |
|
RU2451754C1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1065230A1 |

