Изобретение относится к металлургии, в частности к способам закалки нержавеющих сталей.
Известны способы высокотемпературной закалки инструментальных сталей, включающие нагрев под закалку в соляных ваннах с одним или двумя подогревами. При этом в известных способах нагрев под закалку инструмента, в частности из быстрорежущих сталей, осуществляется до температур 1200-1280оС, после чего следует выдержка для растворения специальных карбидов и выравнивания химсостава аустенита. Время нагрева согласно известным данным составляет 8-10 с на 1 мм диаметра изделия, а время выдержки для изделий диаметром 5-7 мм составляет 4-5 ми. Таким образом суммарное время нагрева и выдержки в соляных ваннах для изделий указанных размеров без учета подогревов должно составлять 5-7 мин. После такой высокотемпературной закалки обязательно следует трех-пятикратный отпуск для разложения остаточного аустенита и вторичного твердения. Вместе с тем известные способы не позволяют одновременно повышать прочностные, пластические свойства и ударную вязкость сталей.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ термической обработки изделий, преимущественно из нержавеющих сталей.
Способ включает скоростной высокотемпературный нагрев под закалку на установке ТВЧ до температур на 370-450оС выше т. Aс3, т. е. до 1320-1400оС в течение 17-19 с (для деталей диаметром 6 мм). Однако для осуществления известного способа требуется специальное оборудование (установка ТВЧ), он не применим для изделий сложной конфигурации. Кроме того нагрев ТВЧ должен обеспечивать сквозной прогрев деталей, что не всегда возможно на указанных высокочастотных установках.
Предлагаемый способ упрощает технологию термообработки, повышает прочностные, пластические свойства и ударную вязкость деталей из нержавеющих сталей практически любой конфигурации за счет получения мелкозернистой дисперсной гетерогенной смеси, состоящей из мартенсита, нерастворившихся карбидов и метастабильного остаточного аустенита.
Это достигается тем, что в способе термообработки нержавеющих сталей, включающем отжиг, высокотемпературный нагрев, охлаждение и низкотемпературный отпуск, высокотемпературный кратковременный нагрев ведут со скоростью 20-30оС/с до температур 1200-1300оС.
Предварительный отжиг необходимо не только для разупрочнения сталей и улучшения обрабатываемости резанием, но и для получения феррито-карбидной механической смеси, состоящей из ферритной основы и равномерно распределенных карбидов хрома. Последующая высокотемпературная закалка из другого исходного структурного состояния указанного технического эффекта не вызывает.
При последующем высокотемпературном кратковременном нагреве до температур 1200-1300оС феррит превращается в аустенит. В связи с отсутствием выдержки растворение карбидов в аустените лишь только начинается, при этом исключается гомогенизация аустенита. Закалка в масло производится из своеобразного структурного состояния, представляющего гетерогенную смесь аустенита и частично растворенных карбидов хрома. Участки аустенита, располагающиеся вокруг карбидов, обогащаются углеродом и хромом, остальные места остаются обедненными этими элементами.
В процессе последующего охлаждения в масле обедненные участки аустенита превращаются в малоуглеродистый скрытокристаллический мартенсит с мелким зерном, армированный дисперсными равномерно распределенными полурастворенными карбидами. Вокруг них в основном сохраняется повышенное количество обогащенное углеродом и хромом метастабильного остаточного аустенита (20-28% ). Такая мелкозернистая структура обладает наряду с повышенной прочностью высокими пластичностью и вязкостью. Дополнительный вклад в повышение указанных свойств вносит превращение обогащенного аустенита в мартенсит в процессе деформации при испытании свойств, либо при эксплуатации деталей.
Скорость, температура и время нагрева под закалку в заявляемом способе являются взаимосвязанными параметрами. Чем выше скорость нагрева, тем выше должен быть температурный интервал аустенизации, а чем выше температура, тем меньше требуется времени для получения гетерогенного состояния аустенита.
При скоростях нагрева, меньших 20оС/с, в значительной степени развиваются диффузионные процессы, затрудняющие получение гетерогенного аустенита, что снижает свойства стали. При более высоких, чем 30оС/с скоростях нагрева для получения указанного гетерогенного состояния аустенита требуется более высокий, чем 1200-1300оС интервал температур, что технологически затруднено, так как требует специального оборудования (установки ТВЧ, электронагрев и т. д. ) и применимо лишь для деталей определенной формы. Скорость нагрева 20-30оС/с соответствует нагреву в соляной ванне с температурой расплава 1200-1300оС.
При температурах нагрева под закалку, меньших 1200оС, и выбранных скоростях нагрева превращение феррита в аустенит полностью не завершается, вследствие чего снижаются прочностные свойства сталей. Нагрев до более высоких чем 1300оС температур с указанными скоростями вызывает полное растворение карбидов, гомогенизацию аустенита, рост зерна, что снижает прочностные свойства и вязкость стали.
Таким образом нагрев под закалку образцов из хромистых сталей, например диаметром 6 мм, с заданными температурно-скоростными параметрами для достижения указанного структурного состояния обеспечивается за 30-90 с вместо 5-6 мин по известной технологии.
Сопоставимый анализ заявляемого технического решения с прототипом показывает, что предложенный способ термообработки хромистых сталей отличается от известного температурой и скоростью нагрева под закалку и проведением обязательной предварительной операции - отжига, а также возможностью обработки с помощью него деталей любой конфигурации.
Анализ известных способов высокотемпературной закалки с нагревом в соляных ваннах показал, что высокотемпературная закалка в частности инструментальных быстрорежущих сталей известна. Однако ее проведение из феррито-карбидного структурного состояния (после отжига) без промежуточных подогревов и без выдержки при окончательном нагреве в сочетании с низкотемпературным (вместо высокотемпературного трех-пятикратного) отпуском, придает хромистым сталям новые качества, а именно повышение прочностных, пластических свойств и ударной вязкости.
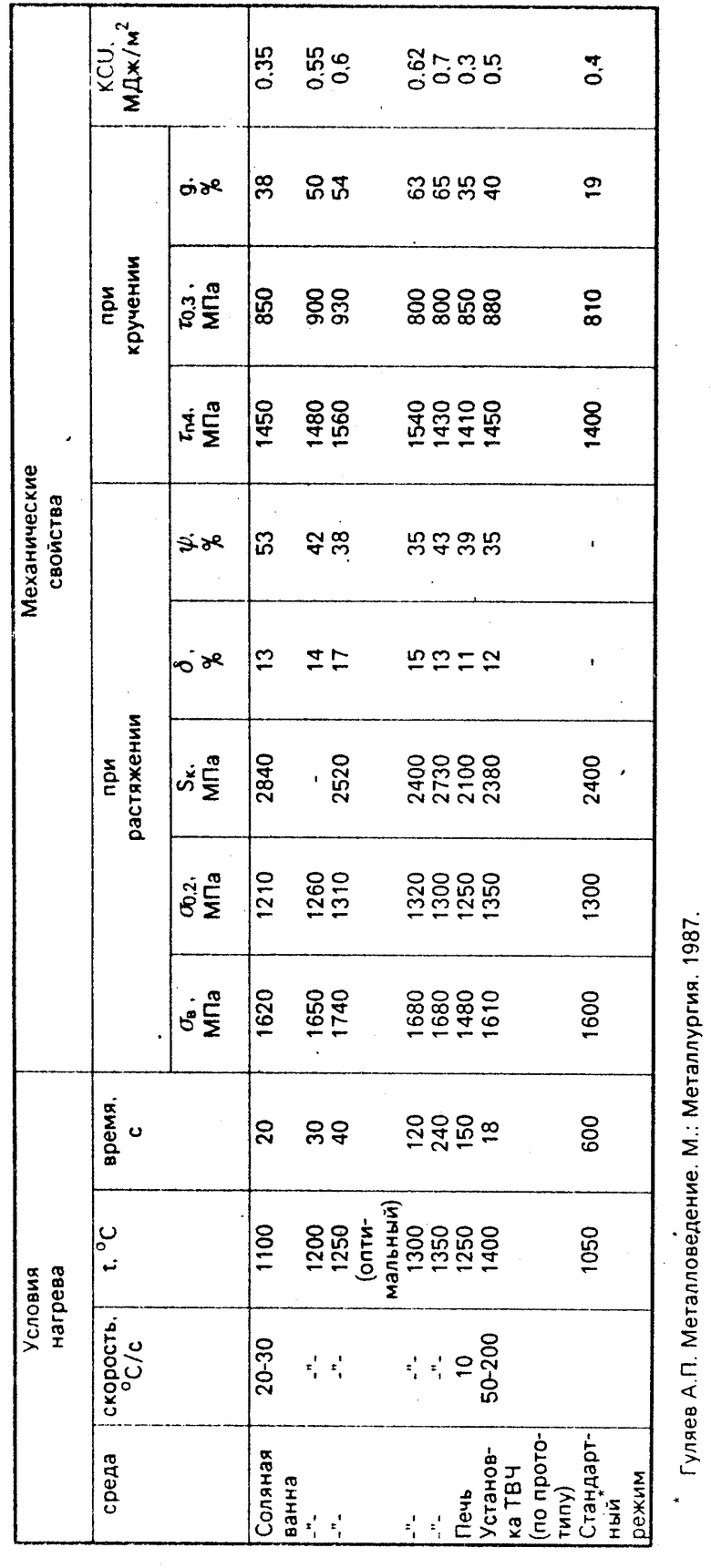
Предложенный способ термообработки хромистых сталей опробован в условиях ПО "Азовмаш". Стандартные образцы для механических испытаний из хромистой стали 30Х13 (разрывные "гагаринские", ударные сечением 10 10 мм с U-образным надрезом, на кручение с диаметром рабочей части 6 мм) предварительно отжигали при 750-800оС с охлаждением в печи до ≈500оС, затем на воздухе. Высокотемпературную закалку осуществляли с нагревом в соляной ванне С-100, состава BaCl2 до температур 1200-1350оС в течение 20-360 с (со скоростью нагрева 20-30оС/c) и охлаждением в масле. После этого проводили низкотемпературный отпуск при 200оС 1 ч. Испытания механических свойств стали после термообработки по предложенному и известным способам проводили в лабораторных условиях Мариупольского металлургического института. Испытания на растяжение осуществляли на разрывной машине Р-4, на кручение - на машине КМ-50-1, на ударную вязкость - на маятниковом копре МК-30.
Результаты механических испытаний приведены в таблице.
Из таблицы следует, что после термообработки по предложенному способу с высокотемпературным нагревом в соляной ванне по оптимальному режиме прочностные характеристики (σв, σ0,2, Sк, τn4, τ0,3), пластичность ( δ, Ψ, g) и ударная вязкость (KCU) выше, чем после скоростной закалки по способу прототипа, и значительно выше, чем по стандартному режиму. (56) Геллер Ю. А. Инструментальные стали, М. : Металлургия. 1983, с. 211.
Термическая обработка в машиностроении. Справочник. Под ред. Ю. М. Лахтина и А. Г. Рахштадта, с. 739-743, 744, 751, 755.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термообработки изделий | 1990 |
|
SU1782243A3 |
| Способ поверхностной термообработки изделий из нержавеющих хромистых сталей | 2018 |
|
RU2691022C1 |
| Способ производства горячекатаной высокопрочной коррозионно-стойкой стали | 2015 |
|
RU2615426C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗАГОТОВКИ ИЗ НЕРЖАВЕЮЩЕЙ ХРОМИСТОЙ СТАЛИ | 2014 |
|
RU2591901C2 |
| СПОСОБ ОБРАБОТКИ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 1992 |
|
RU2048539C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1990 |
|
RU2010870C1 |
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
| Способ термической обработки износостойких втулок буровых насосов нефтегазового оборудования из инструментальных хромистых сталей | 2018 |
|
RU2708722C1 |
| Способ поверхностного упрочнения дисперсионно-твердеющих сталей | 2020 |
|
RU2749008C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 1991 |
|
RU2017838C1 |
Изобретение относится к металлургии, в частности к способам скоростной закалки нержавеющих сталей. Способ позволяет повышать прочностные, пластические свойства и ударную вязкость сталей. Сталь 30 13 отжигают при 750С с охлаждением в печи до 500С, затем на воздухе. Высокотемпературную закалку осуществляют с нагревом в соляной ванне до 1200С со скоростью 20С/с и охлаждают в масле, затем проводят низкотемпературный отпуск при 200С 1 ч. 1 табл.
СПОСОБ ТЕРМООБРАБОТКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ, включающий отпуск, высокотемпературный нагрев, охлаждение и низкотемпературный отпуск, отличающийся тем, что высокотемпературный нагрев ведут со скоростью 20 - 30 град/c до 1200 - 1300oС.
