Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2342215C2 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| Способ изготовления колец | 1990 |
|
SU1766564A1 |
| Способ осадки цилиндрических заготовок из малопластичных материалов | 1990 |
|
SU1759512A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2001 |
|
RU2198760C1 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU946765A1 |
| КОМПОЗИЦИОННАЯ ЗАГОТОВКА ДЛЯ КУЗНЕЧНОЙ ОСАДКИ | 2019 |
|
RU2738630C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU944718A1 |
| Способ деформирования малопластичных материалов | 1975 |
|
SU572327A1 |
Использование: изобретение относится к области обработки металлов давлением, преимущественно при осадке малопластичных материалов в оболочке. Сущность изобретения: оболочку выполняют составной из двух колец одинаковой высоты. Заготовку размещают в оболочке до совпадения плоскости, разделяющей заготовку на равные части по высоте, с плоскостью стыка составных колец оболочки. Из-за бочкооб- разования при приложении к осажденной заготовке в диаметральном направлении усилий сжатия в месте стыка составных колец оболочки, последние с легкостью отделяются. 1 ил.
Изобретение относится к обработке металлов давлением, преимущественно малопластичных материалов.
Известны способы повышения пластичности металлов при осадке приложением давления на боковую поверхность заготовки средами высокого давления (порошками, жидкостями).
Способы сложны в реализации, поскольку требуют наличия специальных устройств, ограничивающих течение среды, создающей боковое давление: контейнеров, матриц, штампов и т.д.
Известен способ осадки цилиндрических заготовок, преимущественно из малопластичных материалов, включающий размещение заготовки в кольцевой оболочке, совместную осадку заготовки с оболоч кой до образования бочкообразной боковой поверхности и последующее удаление оболочки.
Оболочку выполняют монолитной, что приводит к высокой трудоемкости процесса снятия оболочки, которое осуществляется обточкой или стравливанием.
Цель изобретения - снижение трудоемкости процесса за счет облегчения удаления оболочки.
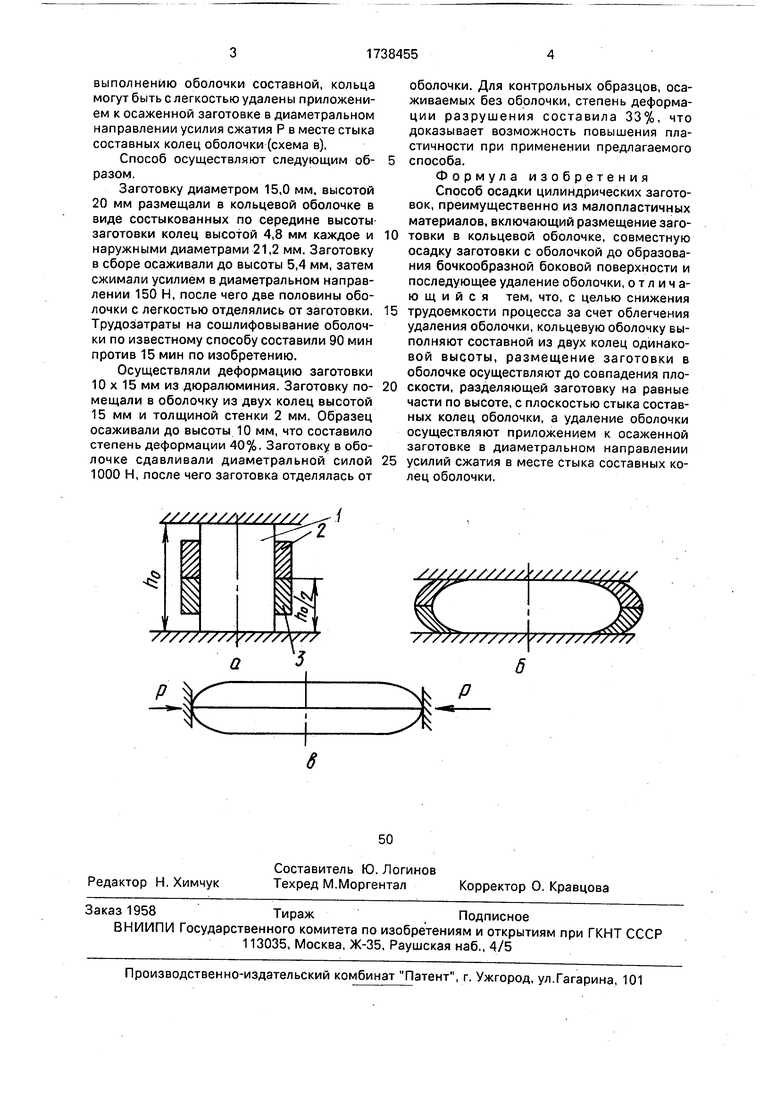
На чертеже представлена последовательность приемов, используемых для реализации способа: а - сборка заготовки перед деформацией, б - разрез заготовки после осадки, в - схема действия сил.
Кольцевую оболочку выполняют составной из двух колец одинаковой высоты. Заготовку 1 размещают в оболочке до совпадения плоскости, разделяющей заготовку на равные части по высоте с плоскостью стыка составных колец 2 и 3 оболочки (схема а), т.е. на расстоянии ho/2 от торца заготовки, где h0 - высота заготовки.
После осадки заготовка приобретает бочкообразную форму (схема б). Благодаря
СО 00
4
сл ел
выполнению оболочки составной, кольца могут быть с легкостью удалены приложением к осаженной заготовке в диаметральном направлении усилия сжатия Р в месте стыка составных колец оболочки (схема в).
Способ осуществляют следующим образом.
Заготовку диаметром 15,0 мм, высотой 20 мм размещали в кольцевой оболочке в виде состыкованных по середине высоты заготовки колец высотой 4,8 мм каждое и наружными диаметрами 21,2 мм. Заготовку в сборе осаживали до высоты 5,4 мм, затем сжимали усилием в диаметральном направлении 150 Н, после чего две половины оболочки с легкостью отделялись от заготовки. Трудозатраты на сошлифовывание оболочки по известному способу составили 90 мин против 15 мин по изобретению.
Осуществляли деформацию заготовки 10x15 мм из дюралюминия. Заготовку помещали в оболочку из двух колец высотой 15 мм и толщиной стенки 2 мм. Образец осаживали до высоты 10 мм, что составило степень деформации 40%. Заготовку в оболочке сдавливали диаметральной силой 1000 Н, после чего заготовка отделялась от
оболочки. Для контрольных образцов, осаживаемых без оболочки, степень деформации разрушения составила 33%, что доказывает возможность повышения пластичности при применении предлагаемого
способа.
Формула изобретения Способ осадки цилиндрических заготовок, преимущественно из малопластичных материалов, включающий размещение заготовки в кольцевой оболочке, совместную осадку заготовки с оболочкой до образования бочкообразной боковой поверхности и последующее удаление оболочки, отличающийся тем, что, с целью снижения
трудоемкости процесса за счет облегчения удаления оболочки, кольцевую оболочку выполняют составной из двух колец одинаковой высоты, размещение заготовки в оболочке осуществляют до совпадения плоскости, разделяющей заготовку на равные части по высоте, с плоскостью стыка составных колец оболочки, а удаление оболочки осуществляют приложением к осаженной заготовке в диаметральном направлении
усилий сжатия в месте стыка составных колец оболочки,
///////////X///////////
77
| Могучий Л.Н | |||
| Обработка давлением труднодеформируемых материалов | |||
| - М.: Машиностроение, 1976, с.91. |
