Изобретение относится i оборудованию fljjH обработки металлов давлением и может быть использовано в кузнечйо-штамповочном производстве машиностроительных отраслей промышленности.
Известен многопозиционный штамповочный автомат, содержащий станину, на которой размещены пресс со столом и ползуном, центральная оправка и расположенные вокруг нее ползушки, несущие штамповочные инструменты и установленные с возможностью радиального возвратнопоступательного перемещения и связанные -общим приводом с ползуном пресса и механизмами перемещения заготовок и удаления готовых изделий из рабочей зоны Cl.
Недостатком известного многопоЗИЦИО.ННОГО штампов.очного автомата . является невысокая производительность.
, Цель изобретения - повышение производительности.
Цель достигается тем, что в многопозиционнЬм штамповочном автомате, содержащем станину, на которой размещены пресс со столом и ползуном, центральная олравка и расположенные вокруг нее ползушки, несущие штамповочные инструменты и установленные с возможностью радиального возвратно-поступательного перемещения и связанные общим приводом с ползуном преса и механизмами перемещения заготовок и удаления готовых изделий из ра бочей зоны, пресс снабжен дополнительным столом, столы размещены один над другим в два. яруса, ползун выполнен, в виде рамы с поперечной балкой, расположенной между столами механиз удаления выполнен в виде желоба, расположенного между центральной оправкой и нижней рабочей позицией пресса, и отсекателя, размещенного у конца желоба, обращенного к рабочей позиции пресса.
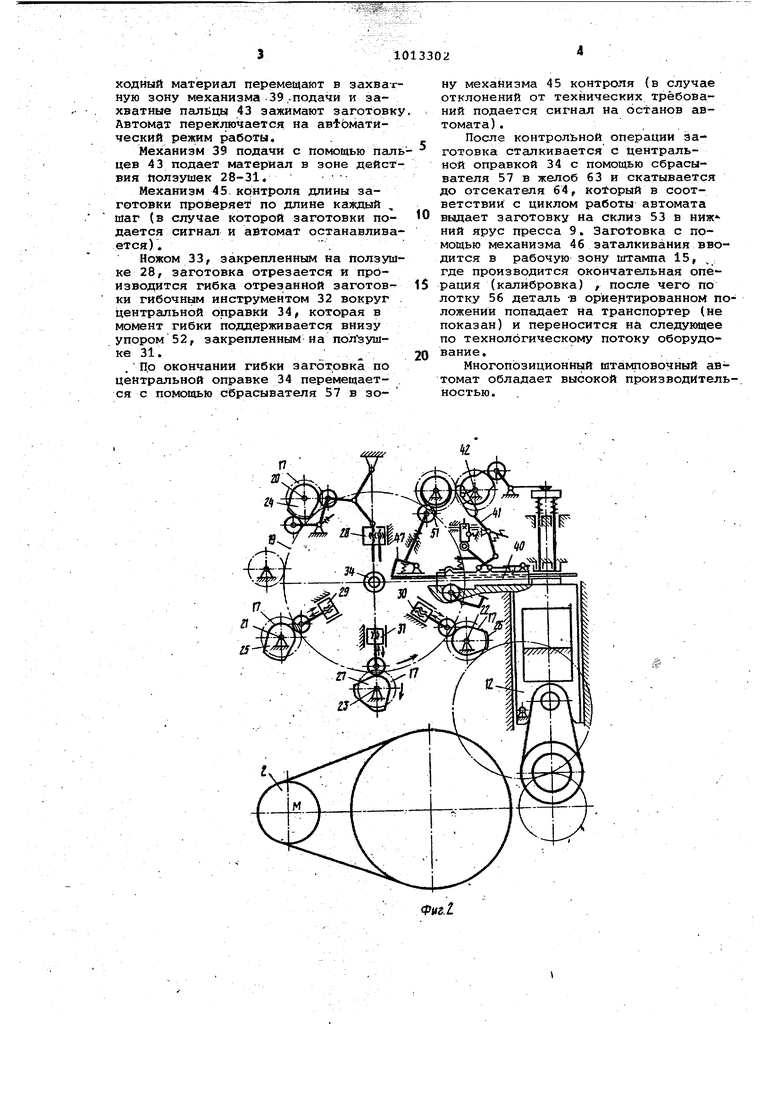
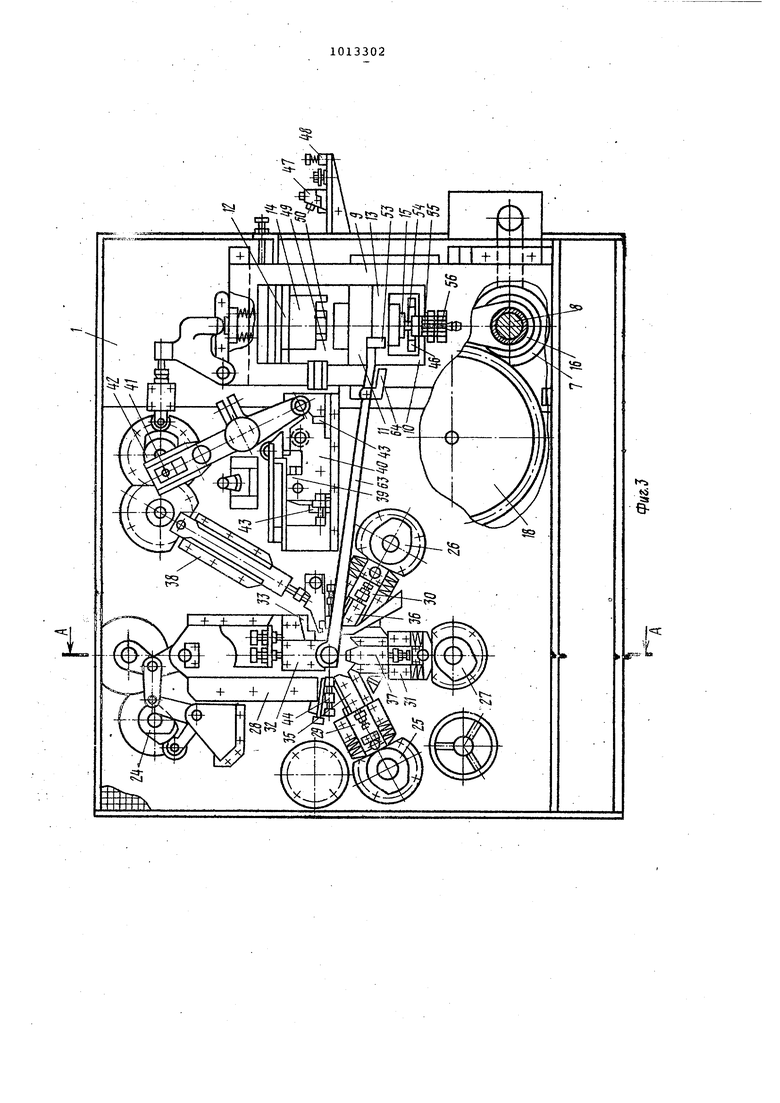
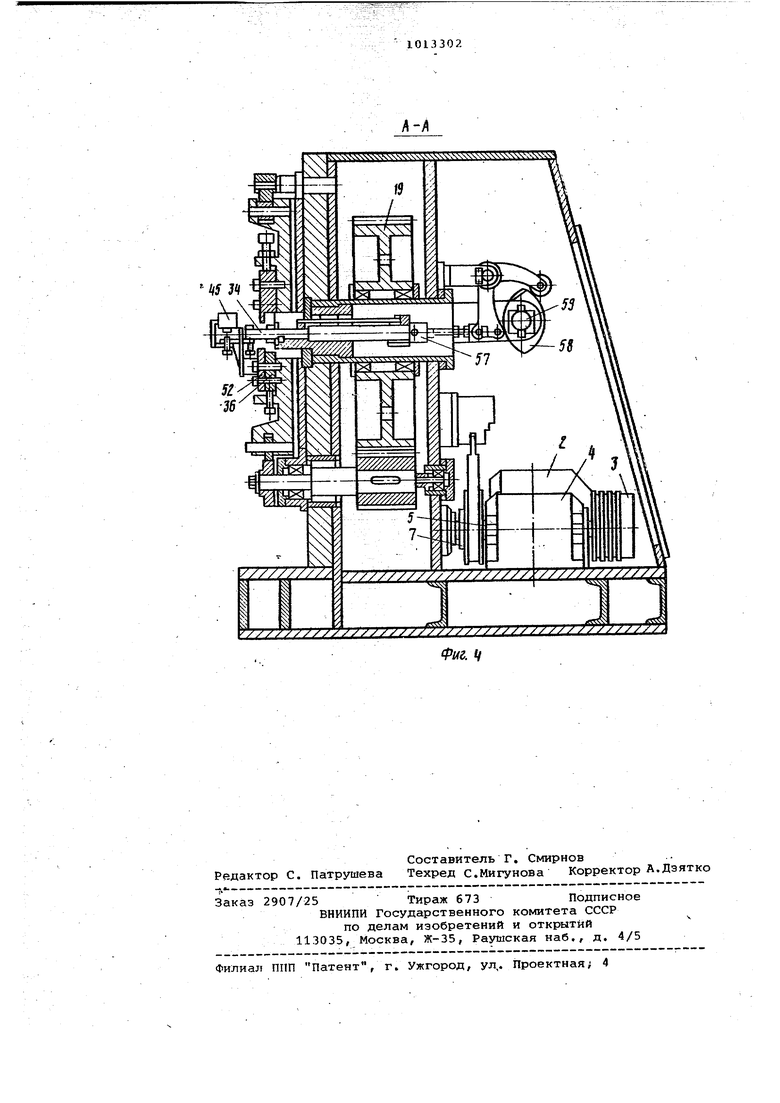
На фиг.1 и.2 изображена кинематическая схема многопозиционного автомата на фиГ.З - то же, общий вид; на фиг.4 - раз:еэ А-А на фиг.З.
Многопооиционный штамповочный автомат содержит станину 1, на которой смонтированы электродвигатель 2, связанный с маховиком 3, редуктор 4 с валом 5, который посредством зубчатой муфты 6 соединен с шестерней 7 установленной на эксцентриковом валу 8 пресса 9, выполненного с двумя столами 10 и 11, расположенными один над другим в два яруса, и ползуном 1 выполненным в виде рамы с поперечной балкой 13, и Несущим подвижные части штамповочного инструмента 14 и 15. Привод ползуна 12 пресса 9 осуществляется от эксцентрикового вала 8 и шатуна 16. Одна из шестерен
17 находится в зацеплении с шестерней 18, а другие - с зубчатым колесом 19, осуществляющим привод валов 20-23 с жестко установленными на них силовыми кулаками 24-27, взаимодействующими с ползушками 28-31,
Ползушка 28 снабжена гибочным штампом 32 и ножом 33 для отрезки заготовки. На уровне оси подачи заготовки установлена -центральная оправка 34.
Ползушки 29-31 снабжены гибочными штампами 35-37.
Между прессом 9 и механизмом 38 прижима гибочных ползушек расположен механизм 39 подачи заготовки в зону гибки. Каретка 40 механизма 39 подачи имеет привод с помощью кулисного механизма 41 от кривошипного вала 42 и оснащена захватными пальцами 43i Слева от центральной оправки 34 установлен механизм 44 контроля длины заготовки.
В зоне центральной оправки 34 расположен механизм 45 контроля. В рабочей зоне штампа 15 установлен меха-низм 46 заталкивания заготовок в ручей штампа,
На станине 1 установлен механизм 47 заготовок с окном 48, В . зоне штампа 14 установлен выдвижной упор 49, а на штампе 14 - пуансон 50 Механизм 47 зажима имеет привод от . кулака 51.
На ползушке 31 закреплен уаор 52, между верхним и нижним ярусами пресса 9 установлен склиз 53, в нижнем ярусе пресса 9 размещены пуансон 54, матрица 55, лоток 56. В центре зубчатого колеса 19 установлен сбрасыватель 57, предназначенный для перемещения заготовки по центральной оправке 34 и механизму 45 контроля. Привод сбрасывателя 57 осуществляется от кулака 58, приводимого от зубчатого колеса 19. Привод кулачковорычажных механизмов осуществляется от распределительного вала 59, приводимого от зубчатого колеса 19 посредством цилиндрической шестерни 60 вала 61 и конической 62.
Между центральной оправкой 34 и нижней рабочей позицией пресса 9 установлен желоб 63 с отсекателем 64.
Многопозиционный штамповочный автомат работает следующим образом.
Профилированный исходный материал вводится через окно 48 механизма 47 зажима до выдвижного упора 49 расположенного в рабочей зоне штампа 9. Выдвижной упор 49 выводится из рабочей зоны штампа 14, закрепленного на верхнем ярусе пресса 9. Выдвижной упор 49 выводится из рабочей зоны штампа и производится, один рабочий ход пресса. После выполнения рабочих операций (надрезка, формирование, клеймение) в штампе 14 исходный материгш перемещают в захватную зону механизма 39-подачи и захватные пальцы 43 зажимают заготовку Автомат переключается на ав Ьматический режим работы.
Механизм 39 подачи с помощью пальцев 43 подает материал в зоне действия Иолзушек 28-31,
Механизм 45.контроля длины заготовки проверяет по длине каждый , шаг (в случае которой заготовки подается сигнал и автомат останавливается).
Ножом 33, закрепленным на ползушке 28, заготовка отрезается и производится гибка отрезанной заготовки гибочным инструментом 32 вокруг центральной оправки 34, которая в момент гибки поддерживается внизу упором 52, закрепленным на ползушке 31.
.По окончании гибки заготовка по центральной оправке 34 перемещается с помощью сбрасывателя 57 в зону механизма 45 контроля {в случае отклонений от технических требований подается сигнал на останов автомата) ., .
После контрольной операции заготовка сталкивается с центральной оправкой 34 с помощью сбрасывателя 57 в желоб 63 и скатывается до отсекателя 64, который в соответствии с циклом работы автомата выдает заготовку на склиз 53 в нижний ярус пресса 9. Заголовка с помощью механизма 46 заталкивания вводится в рабочую зону штампа 15, где производится окончательная операция (калибровка) , после чего по лотку 56 деталь -в ориентированном положении попадает на транспортер (не показан) и переносится на следующее по технологическому потоку оборудование.
Многопозиционный штамповочный автомат обладает высокой производительностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат | 1979 |
|
SU848120A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| Автомат для изготовления крюков | 1959 |
|
SU130874A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| МНОГОПОЗИЦИОННЫЙ ПРЕСС | 1992 |
|
RU2013173C1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Устройство переноса заготовок к многопозиционным штамповочным автоматам | 1988 |
|
SU1503969A1 |
1. МНОГОГЮЗИЦИрННЫЙ ШТАМПОВОЧНЫЙ АВТОМАТ, содержа1аий станину, на которой размещены пресс со столом и ползуном, центральная оправка и расположенные вокруг нее ползуижи, несущие штамповочные инструменты. л f- t i t ; . J .... ;, a- rt .,:..с::дЛЗ установленные с возможностью радиального возвратно-поступательного перемещения и связайные общим приводом с ползуном пресса и механизмами перемещения заготовок и удаления готовых изделий из рабочей зоны, отличающийся тем, что, с целью повышения производительности, пресс снабжен дополнительным столом,-столы размещены один над другим в Два , ползун выполнен в виде рамы с поперечной балкой, расположенной между столами. 2. Автомат non.l, отличающийся :Тем, что механизм удаления выполнен в виде желоба, расположенного между центральной оправкой и нижней рабочей позицией пресса, и (Л отсека 1еля, размещенного у конца желоба , обращенного к рабочей позиции с пресса.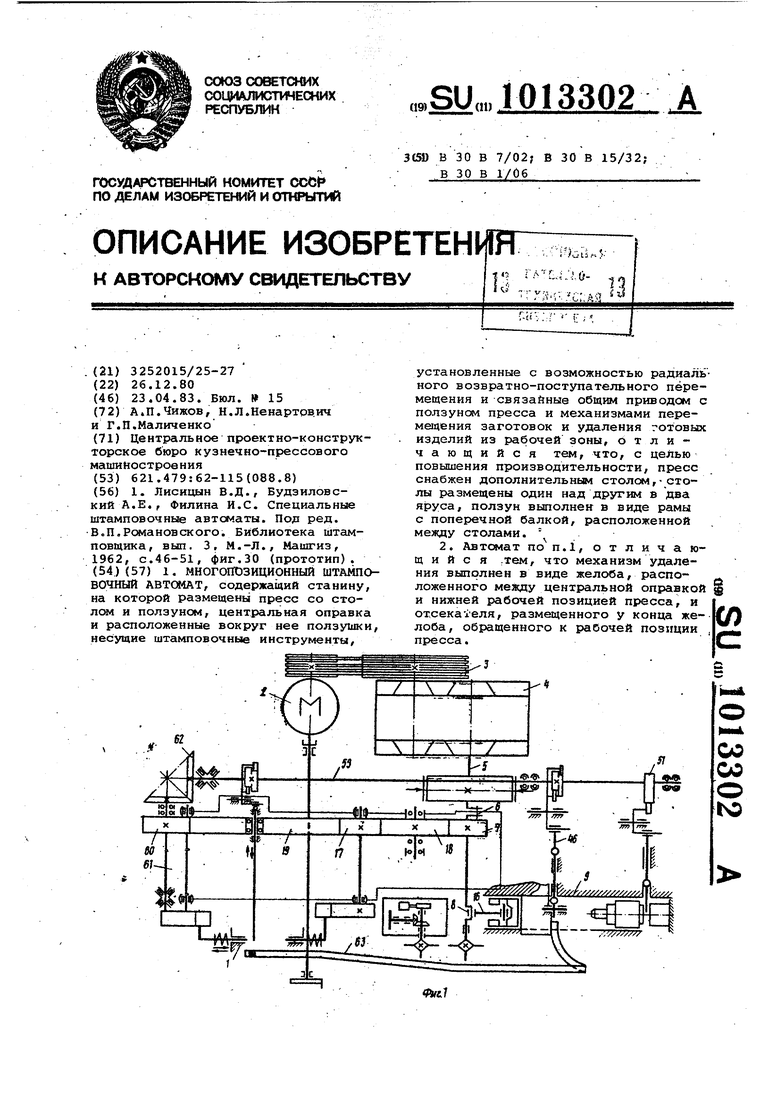
П
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лисицын В.Д., Будзиловский А.Е., Филина И.С | |||
| Специальные штамповочные автоматы | |||
| Под ред | |||
| В.П,Романовского | |||
| Библиотека штамповщика, вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
