Изобретение относится к черной металлургии, в частности к разливке ферросплавов.
Целью изобретения является повышение выхода годных фракций, исключающее процесс дополнительного дробления.
Цель достигается тем, что в известной изложнице для отливки мерных фракций ферросплавов, содержащей днище с поперечными пережимами, расположенными параллельно торцовым стенкам и выступам максимального уровня заливки, расположенными на боковой стенке, изложница дополнительно снабжена продольными пережимами, причем высота продольных пережимов выше поперечных в 1,3-1,8 раза и ниже выступа максимального уровня заливки в 1,2-1,5 раза, а поперечные и продольные пережимы выполнены в форме усеченного конуса, основание которого расположено на днище изложницы.
Соотношение высот продольных и поперечных пережимов и выступа максимального уровня заливки обусловливают получение такой толщины слоя металла на пережимах, который в период охлаждения дает усадку, частично растрескивается и таким образом подготавливает дальнейшее разделение слитка на кондиционные фракции при выпадении его в период опрокидывания изложниц.
На достижение этой цели направлено и выполнение пережимов в форме конуса, обращенного основанием в днище изложницы, обеспечивающего максимальный отвод тепла и сокращение времени затвердевания расплавленного металла на пережимах.
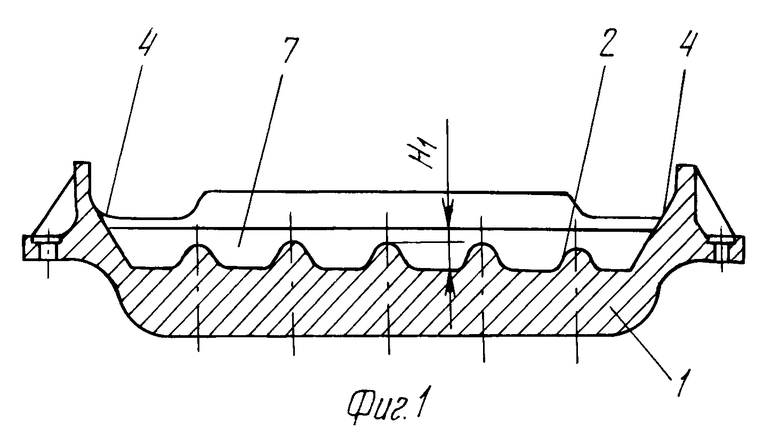
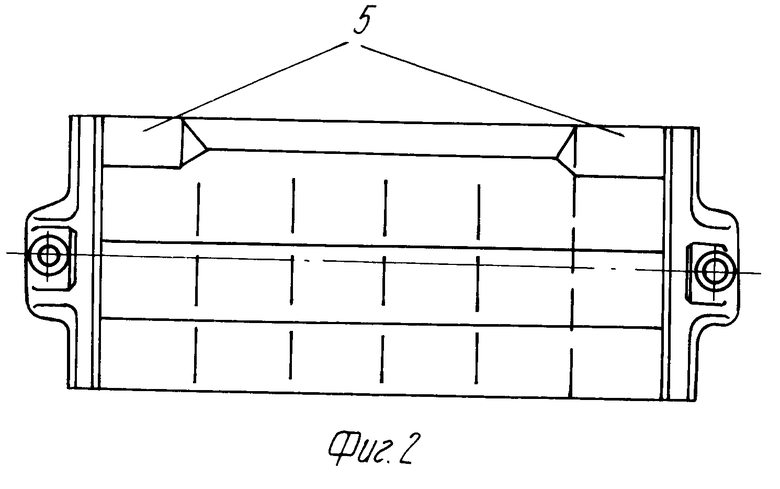
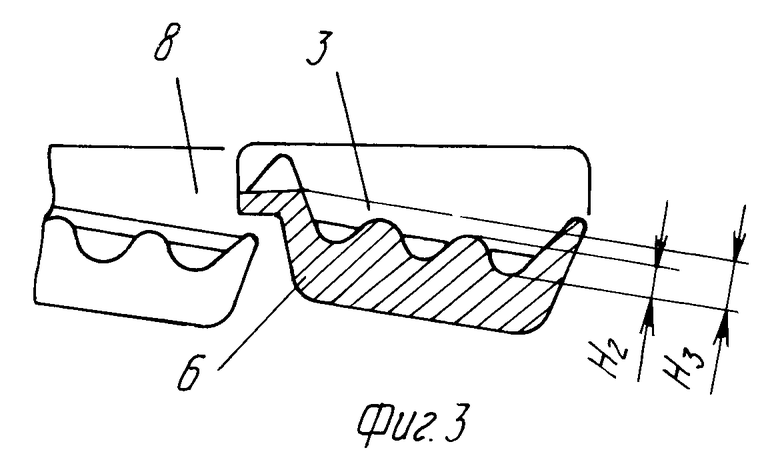
На фиг. 1 показана изложница для отливки мерных фракций ферросплавов, продольное сечение; на фиг. 2 то же, вид сверху; на фиг. 3 то же, поперечное сечение.
Изложница для отливки мерных фракций ферросплавов содержит днище 1 с поперечными 2 и продольными 3 пережимами, торцовые стенки 4, выступы максимального уровня заливки 5, расположенные с двух сторон одной из боковых стенок 6. Продольные 3 и поперечные 2 пережимы служат для образования на днище 1 изложницы ячейки 7 необходимого размера. Позицией 8 на чертежах обозначена порожняя изложница в зоне перелива.
H1 высота поперечных ребер, H2 высота продольных ребер.
При заполнении изложницы уровень расплава достигает величины H3, равной высоте выступа максимального уровня заливки 5, и определяет толщину слоя жидкого металла над продольными 3 и поперечными 2 пережимами.
Работа изложницы осуществляется следующим образом.
Металл заливают в изложницу. При остывании металл в изложнице остывает неравномерно: в ячейках медленно, а на пережимах быстрее. Выбранное соотношение высот продольных 3 и поперечных 2 пережимов и выступа максимального уровня заливки 5, форма их выполнения обеспечивают при охлаждении растрескивание металла на пережимах и подготавливают его таким образом к дальнейшему разделению слитка. При выпадении в период опрокидывания изложницы слиток разделяется на мерные фракции.
Предлагаемое изобретение повышает выход годного за счет получения ферросплавов, в основном кондиционных фракций, и уменьшения потерь на мелкую некондиционную фpакцию, снижает энергозатраты за счет устранения операции дробления, необходимой при получении кондиционных фракций ферросплавов при разливке металла в известные изложницы.
Испытания проводились с использованием изложниц с разливочными параметрами: высота продольных пережимов 57 мм, высота поперечных пережимов 45 мм и высота до выступа уровня заливки 65 мм; высота продольных пережимов 50 мм, высота поперечных пережимов 35 мм и высота до выступа уровня заливки 15 мм; высота продольных пережимов 45 мм, высота поперечных пережимов 25 мм и высота до выступа уровня заливки 65 мм.
Из анализа полученных данных следует, что при разливке металла в обычные изложницы получается большое количество некондиционных фракций 0-5 мм от 9 до 12% в результате добавления фракции более 100 мм.
По сравнению с разливкой металла в ячеистые изложницы выход фракций 5-0 мм увеличивается на 6-7
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗЛОЖНИЦА ДЛЯ ПРИЁМА ШЛАКА И МЕТАЛЛА | 2023 |
|
RU2809725C1 |
| ИЗЛОЖНИЦА ДЛЯ ПРИЁМА ШЛАКА И МЕТАЛЛА | 2015 |
|
RU2605729C2 |
| Изложница | 1983 |
|
SU1110539A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
| Способ разливки ферросплавов | 1982 |
|
SU1084105A1 |
| Способ разливки спокойной стали сверху | 1978 |
|
SU854557A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА, УШИРЕННОГО КНИЗУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2198763C1 |
| Способ электрошлаковой отливки слитков | 1971 |
|
SU341323A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 2017 |
|
RU2658682C1 |
| Поддон для изложницы | 1981 |
|
SU980933A1 |
Сущность: изложница выполнена с ячеистым дном, образованным продольными и поперечными ребрами, имеющими в поперечном сечении форму усеченного конуса, обращенного большим основанием книзу, и выступами, ограничивающими максимальный уровень заливки ферросплавов, причем высота продольных ребер больше высоты поперечных ребер в 1,3 1,8 раза и меньше высоты выступов максимального уровня заливки в 1,2 1,5 раза. 3 ил.
ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ ФРАКЦИОНИРОВАННЫХ СЛИТКОВ МАРГАНЦЕВЫХ ФЕРРОСПЛАВОВ, выполненная с ячеистым дном, образованным продольными и поперечными ребрами, имеющими в поперечном сечении форму усеченного конуса, обращенного большим основанием книзу, и выступами, ограничивающими максимальный уровень заливки ферросплавов, отличающаяся тем, что высота продольных ребер больше высоты поперечных ребер в 1,3 1,8 раза и меньше высоты выступов максимального уровня заливки в 1,2 1,5 раза.
| Устройство для анализа периодических кривых | 1936 |
|
SU49506A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
