временно и на осевую составляющую сил 30 риситетом, при этом ось конических поверхосевая составляющая действует на передний конец стебля 2, на котором закреплена головка 1 с резцом 7. Величиной усилия, развиваемого нажимным узлом, можно в процессе образования отверстия в заготовке 8 выбирать кольцевые зазоры между поверх- ностью колец 3 и 4 и отверстием заготовки 8. Стебель 2 в процессе обработки может также базироваться своими опорными участками Н на поверхности отверстия заготовки с заранее заданным натягом.
Таким образом, при действии усилия от нажимного узла обеспечиваются предварительные разгрузки стебля, которые направлены в противоположном направлении осевой силе резания режущей головки, что повышает в целом статическую и динамическую устойчивость борштанги и создает условия для дальнейшего повышения производительности обработки.
В случае возникноения крутильных колебаний резца 7 борштанги эти колебания гасятся за счет возникающих на увеличенных поверхностях торцов бив сил трения, увеличение которых можно достичь также за счет выбора фрикционных материалов для колец или подбора демпфирующих покрытий поверхностей элементов борштанги.
С увеличением силы трения между кольцами и стеблем 2 борштанги создается возможность уменьшения механических коле
ностеи смещена в плоскости, проходящей через вершину резца и ось стебля в направлении, противоположном вершине резца, кольца с большим эксцентриситетом уста- нрвлены со стороны головки, а кольца с меньшим эксцентриситетом - со стороны нажимного узла.
5.Борштанга по п. 1, отличающаяся тем, что, с целью осуществления наружного подвода технологической среды, на наружной
поверхности колец выполнены наклонные канавки, предназначенные для соединения продольных пазов, образуя непрерывный канал вдоль стебля по ломаной винтовой линии.
6.Борштанга по п. 1, отличающаяся тем, что кольца выполнены с различной радиаль5 ной жесткостью, причем кольца с большей радиальной жесткостью установлены со стороны головки, а с меньшей, со стороны нажимного узла.
7.Борштанга по п. 1, отличающаяся тем, что кольца выполнены из фрикционных мате0 риалов с различным коэффициентом трения, причем кольца с большим коэффициентом трения материала установлены со стороны головки, а с меньшим - со стороны нажимного узла.
8.Борштанга по п. 1, отличающаяся тем, что кольца выполнены разной ширины, причем кольца меньшей ширины установлены со стороны головки, а большей ширины - со стороны нажимного узла.
5
d,
CJ4
9
- v
cv
( 1 Ч х
Cj,
о
f
S
,
«Л
CXI
i,
I
i
Сл
СЛ CO Ю
ел
CD
Qo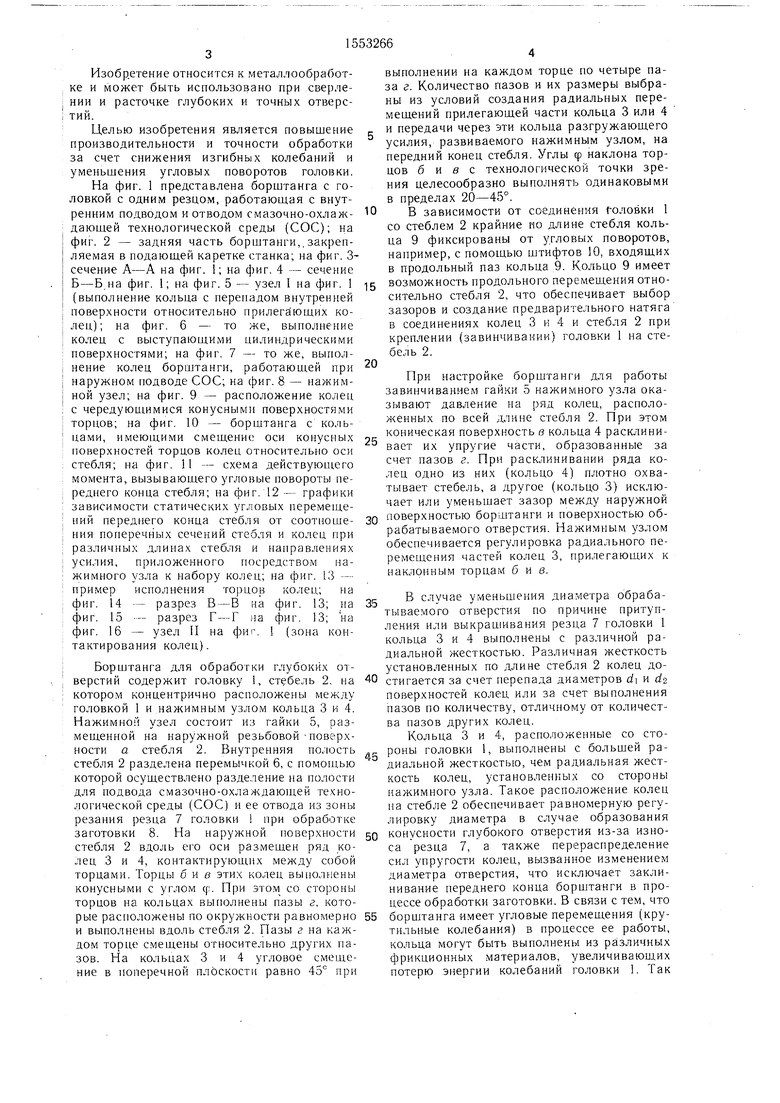
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки глубоких отверстий и инструмент для его осуществления | 1987 |
|
SU1509194A1 |
| Расточная головка | 1987 |
|
SU1509189A1 |
| ВПТБ | 1973 |
|
SU398354A1 |
| Подшипниковый узел | 1990 |
|
SU1760203A1 |
| Устройство для глубокого сверления | 1986 |
|
SU1421470A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Стенд для измерения | 1985 |
|
SU1263497A2 |
| Стенд для измерения радиального перемещения инструмента | 1978 |
|
SU781026A1 |
| Способ обработки длинномерных цилиндрических отверстий | 2015 |
|
RU2616724C2 |
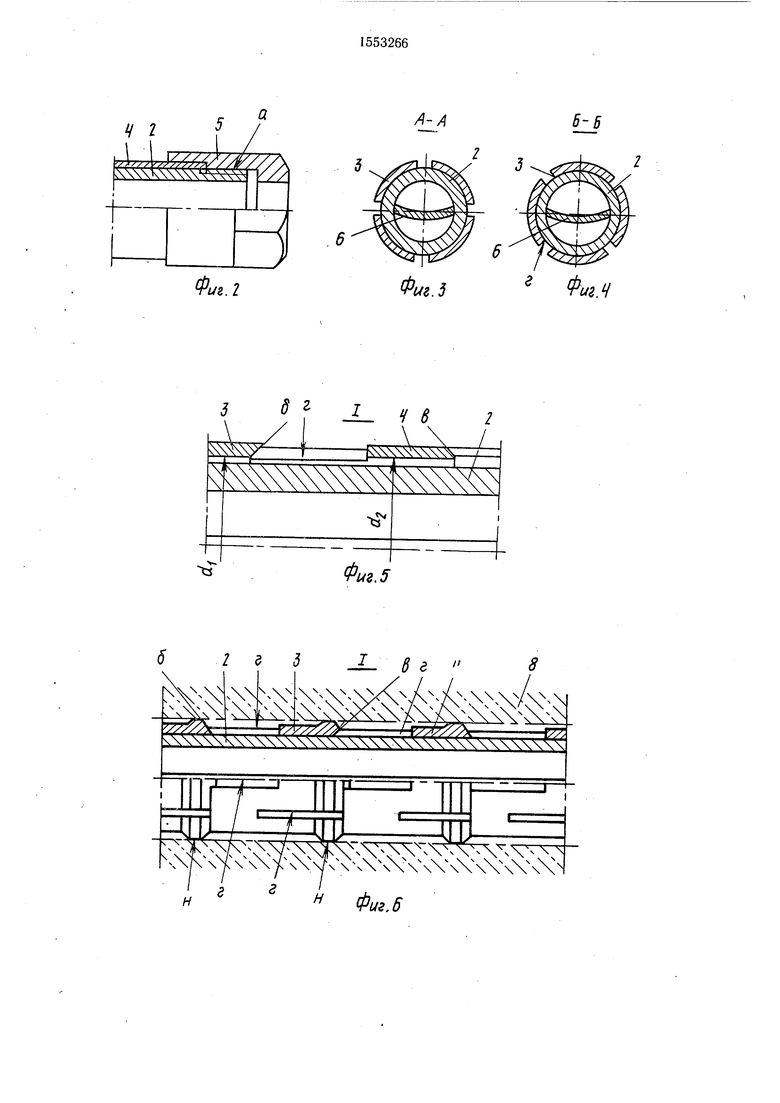
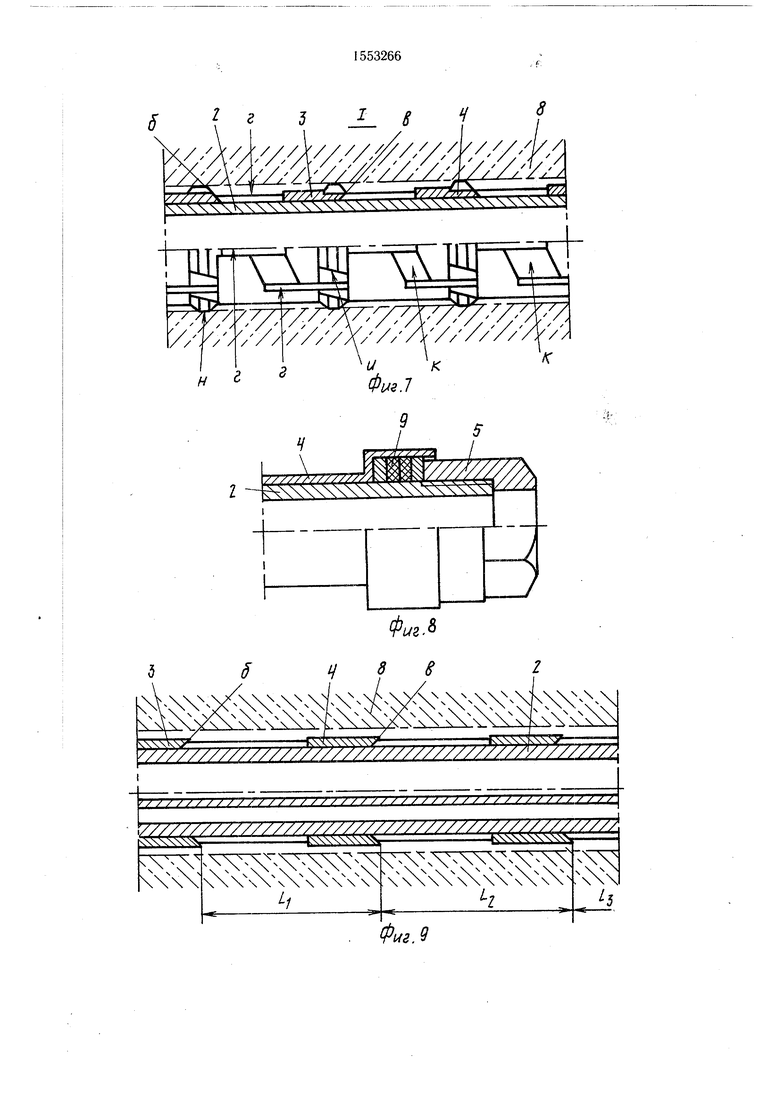
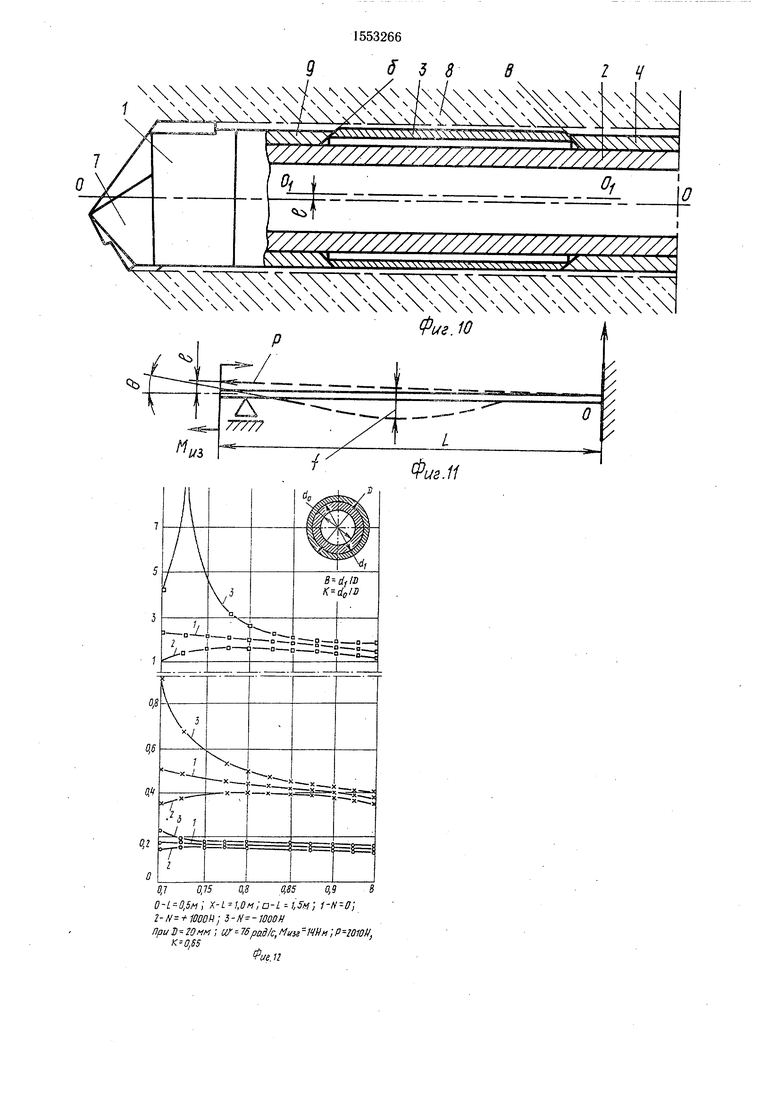
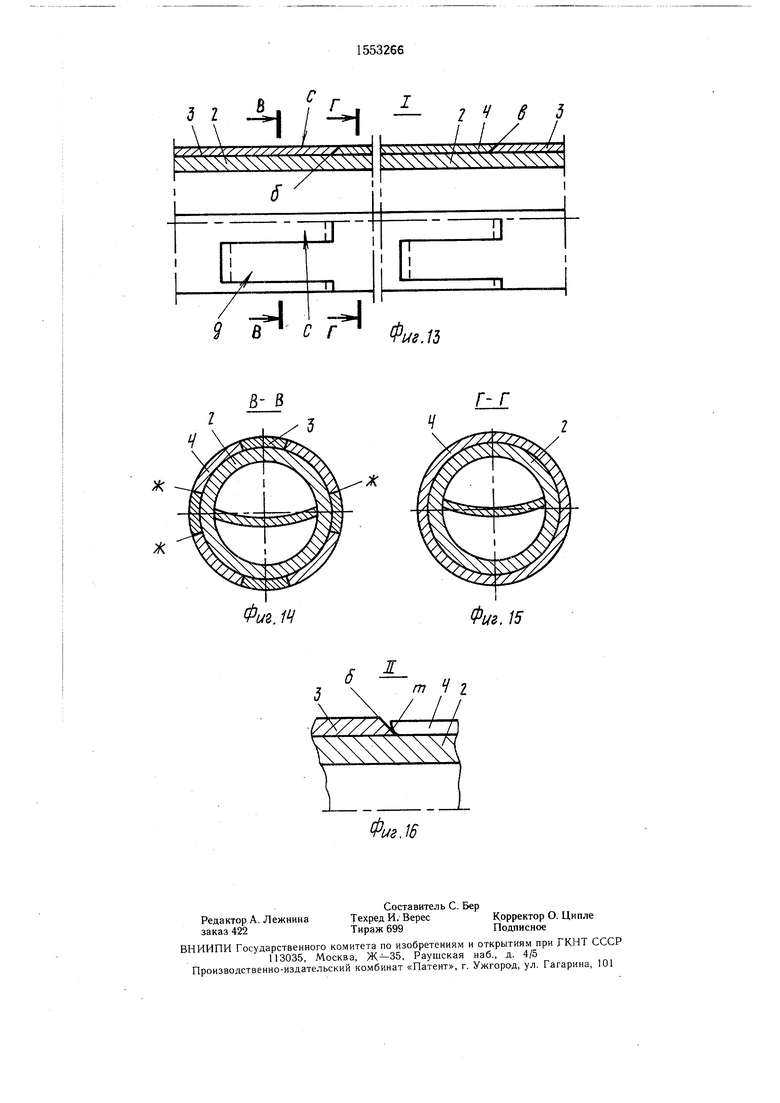
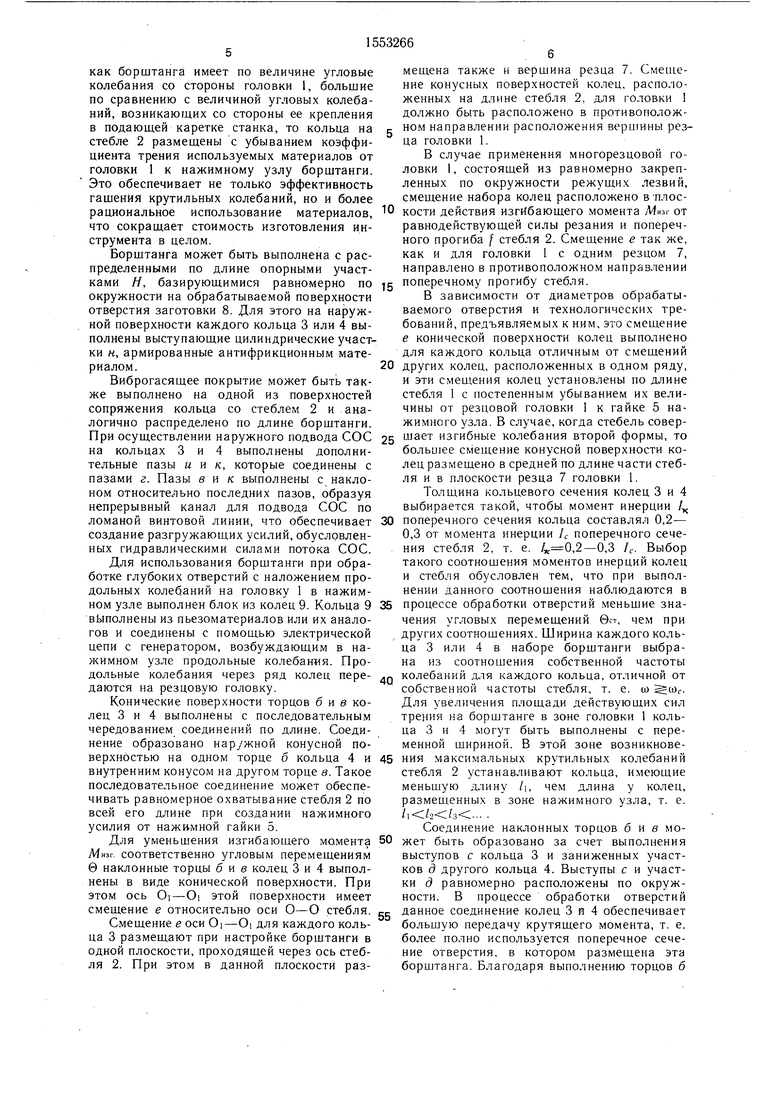
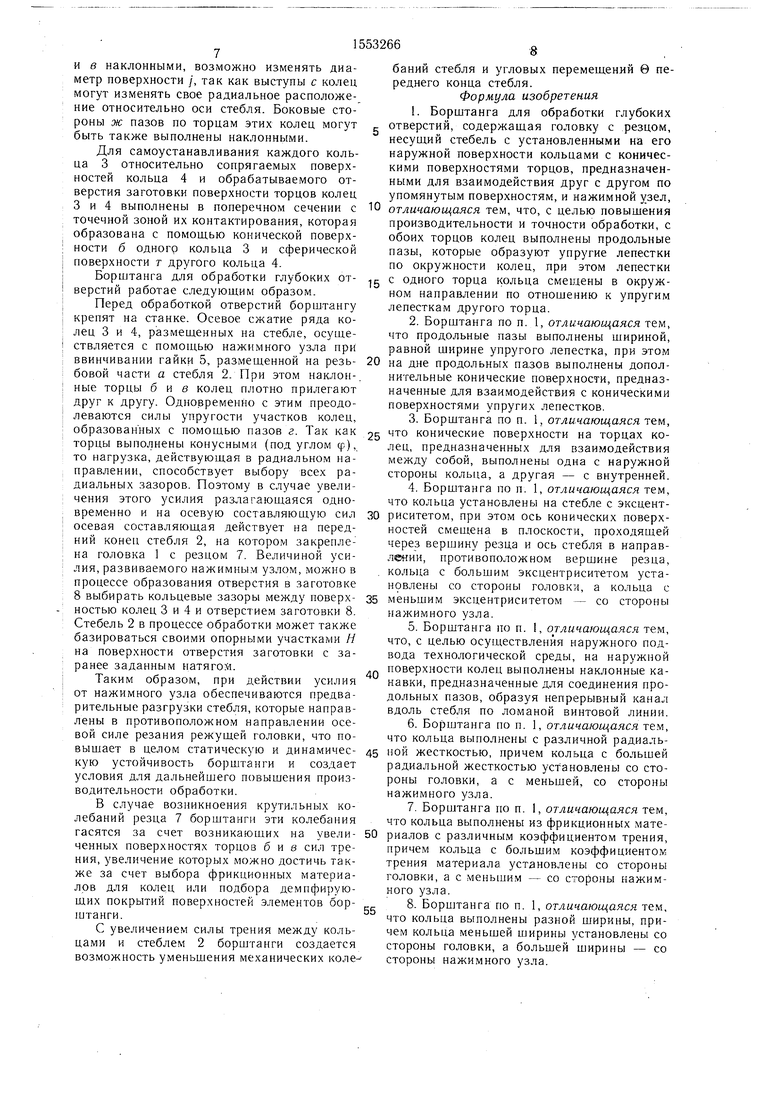
Изобретение относится к области металлообработки и может быть использовано при сверлении и расточке глубоких и точных отверстий. Целью изобретения является повышение производительности и точности обработки за счет снижения изгибных колебаний и уменьшения угловых поворотов головки. На стебле 2 между головкой 1 и нажимным узлом в виде гайки установлены кольца 3 и 4 с коническими торцовыми поверхностями б и в и продольными пазами г образующими упругие лепестки, смещенные по окружности колец с одного торца по отношению к лепесткам с другого торца. При воздействии на кольца 3 и 4 гайки создается их напряженное состояние в осевом направлении а т.к. торцы колец выполнены конусными, нагрузка действует в радиальном направлении, способствует выбору всех радиальных зазоров. 7 з.п.ф-лы, 16 ил.
Фиг 488
Ш
УЧ. Х ч ч ч
Г -ГГч
Ч ХХХУУчУ
ч ч Ч S
V
Ч
i5
Фиг. 9
01
Ч 41
ч ХХХХХХу . , , j i .
УТТ/Т////////////////////////,
0
/
V
Х чХкХХ
/////,
Y////////7/S//y/7/777777 Z7}
Г т04 V V-ч V i ™г I. . ч -- vf - rf-V-
h 2
-
4 ч Ч s У N ч
/ч / Х 8 8 Ј р6
Ш№$1
.
.ннЫ к Ь/ з/еяадЈ л) i иногда ndu
HOOOI- H-S нш + я-г
.O-N-t .ks i-l-a . .Щ О-Т-О I D SibS O SL OL O
ч
E
. ч -- vf - rf-V- т
У N ч
Х 6
.
ft гт
} г JLi i LJ - 2 ч S 5
Ч Н
-А -А
а л г- I
Ј Ј Г
X
i/8. 14
I
т Ч 2
77777Ж 11
Й«.Й
Фиг. 15
| Расточная головка | 1977 |
|
SU638428A1 |
