Н
ft
ft
(Л
С
П.
Л
tt
/7
23
ft
ft
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточной патрон | 1987 |
|
SU1484453A1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1134303A1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1074661A1 |
| Расточная головка с автоматическим управлением размером обработки | 1987 |
|
SU1657281A1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1066752A1 |
| Устройство для радиального перемещения резца | 1985 |
|
SU1348072A1 |
| Мобильный расточной станок | 2021 |
|
RU2760351C1 |
| Расточная головка | 1974 |
|
SU495163A1 |
| Мобильный расточной станок | 2020 |
|
RU2753848C1 |
| Головка | 1974 |
|
SU465278A1 |
Использование: станкостроение, обработка отверстий на станках с ЧПУ сверлиль- нр-фрезерно-расточной группы. Сущность изобретения: выполнение спиральной поверхности: 10 на торце вала 11 вытянутой вдоль оси головки, снабжение головки одноплечим рычагом 17, размещённым в полости головки с возможностью качания, и пружи ной 27, установленной вдоль оси головки, что позволяет повысить точность обработки за счет увеличения точности позиционирования резцедержателя. При работе, вращая вал 11, вращают спиральную поверхность 10 и резцедержатель перемещается в радиальном направлении. Подвижные соединения .резцедержателя с рычагом 17 обеспечивают плавное перемещение резцедержателя. 3 з.п. ф-лы, 10 ил.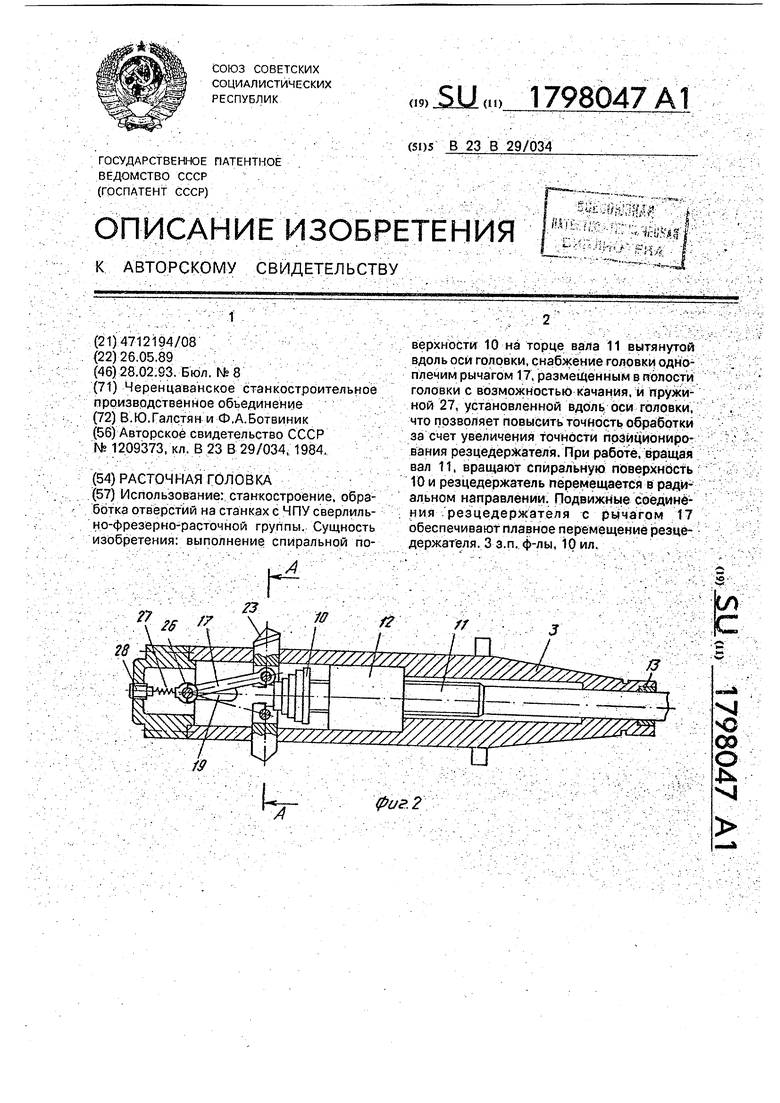
WW&.
фиг, 2
4 Ю 00
о
4 xj
Изобретение относится к станкостроению и может быть использовано в станках с ЧПУ сверлильно-фрезерно-расточной группы с автоматической сменой инструмента.
Цель изобретения - устранение отмеченных недостатков, т.е. повышение точности обработки за счет увеличения точности позиционирования резцедержателя. .
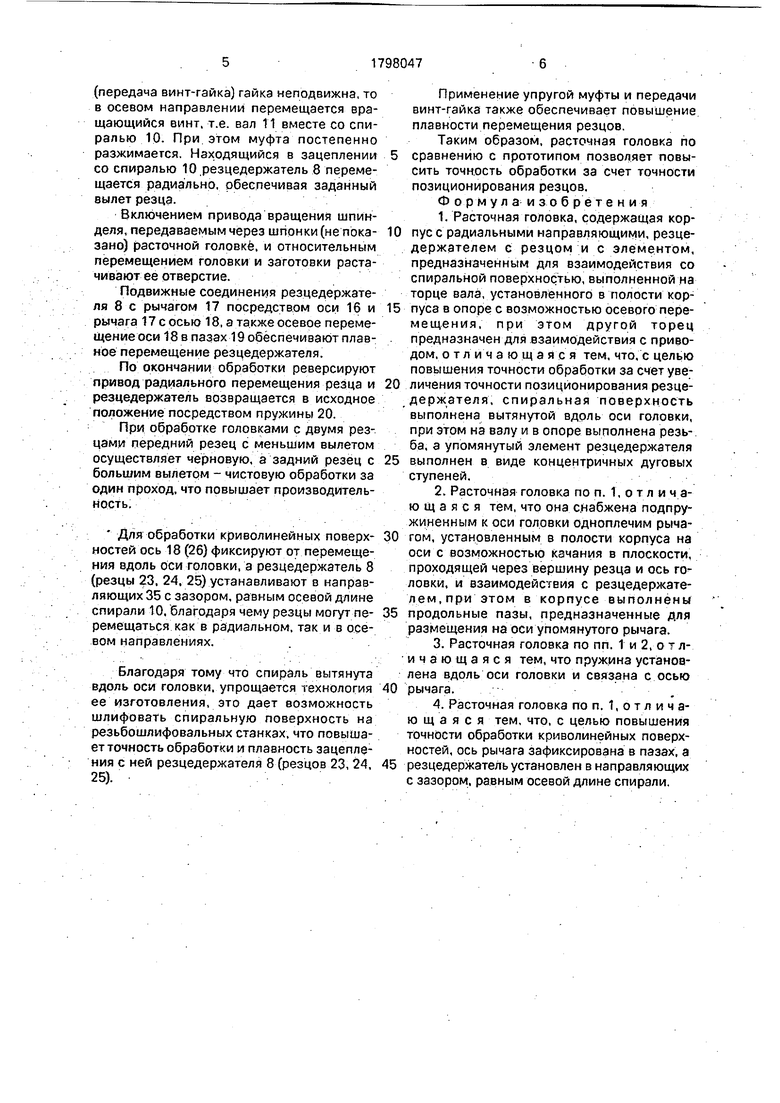
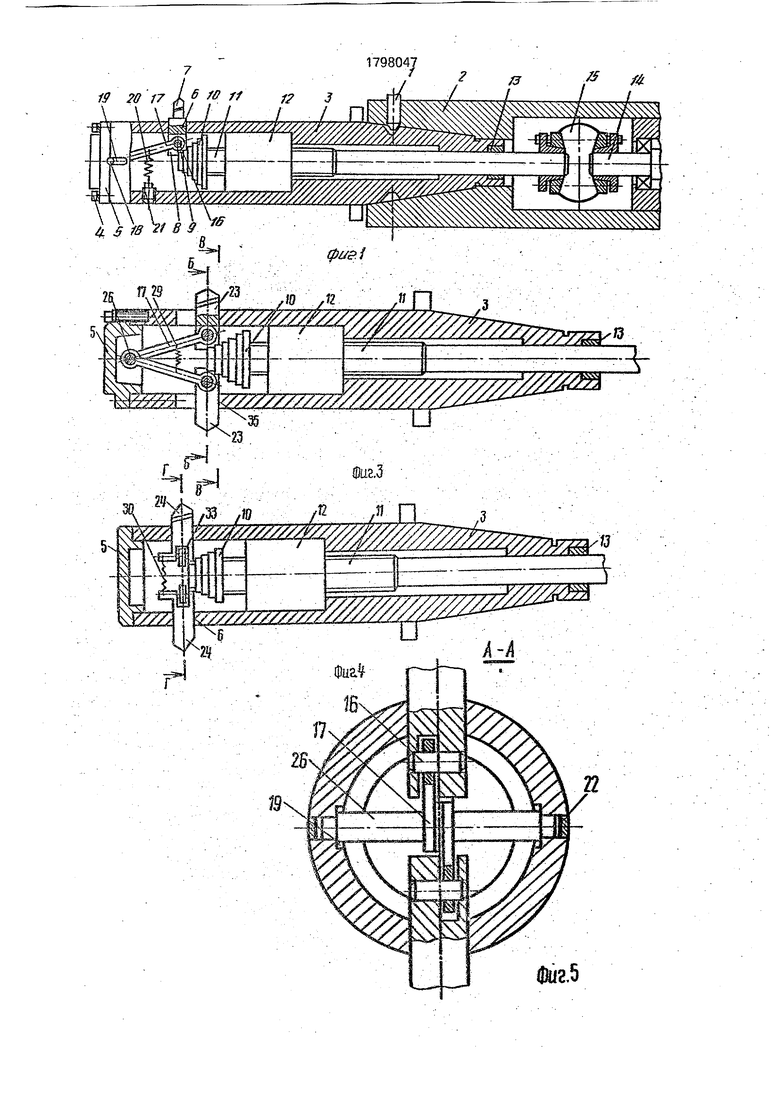
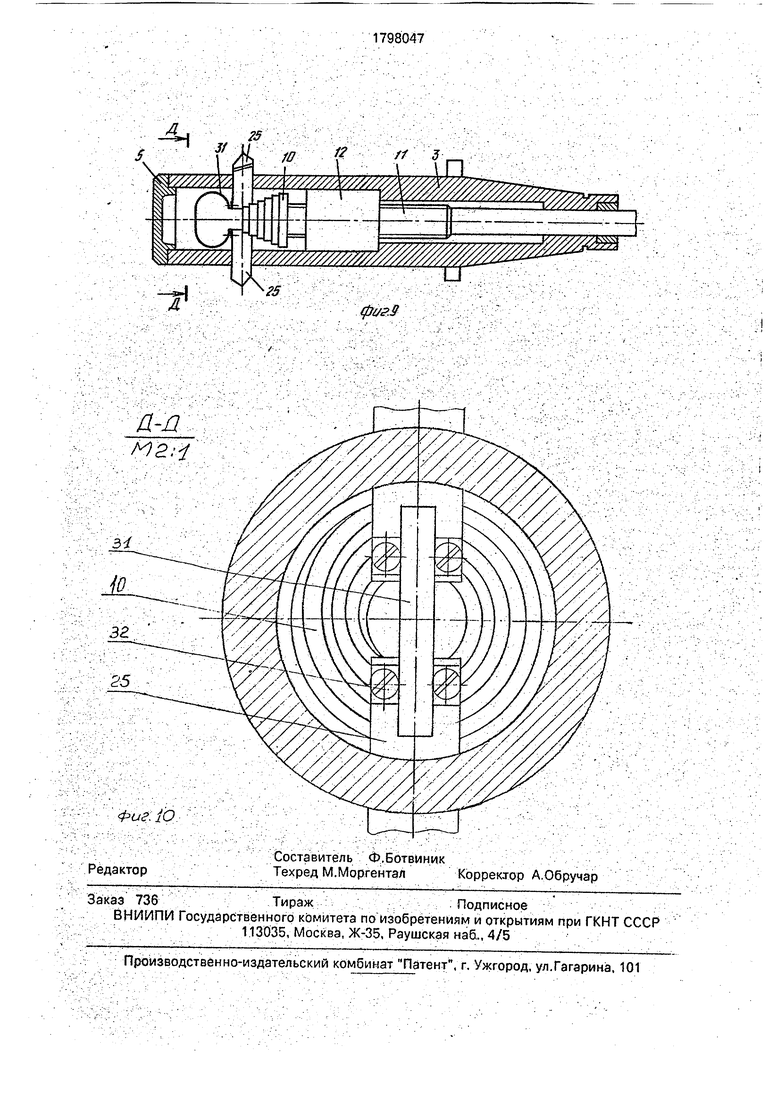
На фиг. 1 представлена головка с одним резцедержателем, осевой разрез; на фит. 2 - головка с двумя резцами, соединенными рычагами с подпружиненной общей осью качания, осевой разрез; на фиг. 3 - головка с двумя резцами, соединенными взаимно подпружиненными рычагами, осевой разрез; на фиг. 4 - головка с двумя резцами, взаимодействующими со спиралью вала посредством тел вращения, осевой разрез; на фиг. 5, 6, 7, 8 - разрезы А-А на фиг. 2, Б-Б на фиг. 3, В-В на фиг; 3 и Г-Г на фиг. 4 соответственно; на фиг. 9 - головка с двумя резцами, соединенными пружиной, осевой разрез; на фиг. 10- разрез Д-Д на фиг, 9.
Головка (фиг, 1) состоит из закреплённого фиксаторами 1 в шпинделе 2 станка корпуса 3 с закрепленной винтами 4 крышкой 5. На радиальных направляющих Q корпуса смонтирован несущий резец 7, резцедержатель 8, на котором выполнены концентричные ступени 9, находящиеся в зацеплении с вытянутой вдоль оси головки однозаходной спиралью 10, в частности спиралью Архимеда, выполненной на торце переднего конца аксиально подвижного вала 11, смонтированного на опорах 12, 13 корпуса. Вал 11 соединен с приводным, валом 14, в частности, упругой муфтой 15, обеспечивающей беззазорную передачу вращения валу 11 при его осевом перемещении.
Резцедержатель 8 посредством оси 16 поворота соединен с задним концом одноплечего рычага 17, передний конец которого имеетесь 18 качания.устанбвлённую в продольных пазах 19 корпуса или его крышки 5, перекрещивающуюся под углом 90° с его направляющими б и, в частности, пересекающую ось головки. Рычаг 17 соединен пружиной 20 с регулирующим ее натяжение винтом 21, ввинченным в стенку корпуса.
Вал 11 и опора 12 образуют, в частности, передачу винт-гайка, где шаг винта равен шагу спирали 10. Для защиты полости корпуса от попадания стружки пазы выполнены внутренними (не сквозными) или закрыты снаружи заглушками 22.
Головка может быть оснащена несколькими, в частности двумя, равнорасположен- ными по окружности резцедержателями с резцом или только резцами 23, 24, 25, корпуса которых непосредственно эацепляются со спиралью 10 (фиг. 2, 3, 4, 9). При этом рычаги, подпружинивёющие резцы 23 к оси головки, имеют общую ось 26 качания, которая соединена установленной вдоль оси головки пружиной .27 с регулирующим ее натяжение винтом 28, ввинченным в крышку корпуса (фиг. 2), или рычаги соединены пружиной 29 (фиг. 3).
Резцы 24 могут быть подпружинены к
оси головки также непосредственно соединяющей их радиально установленной пружиной 30 (фиг. 4), а резцы 25-Ј5-образной пружиной 31, закрепленной на резцах винтами 32 (фиг. 9), Оба резца 23 (24, 25) и
5 соответствующие радиальные направляю-: щие корпуса несколько смещены относительно друг друга вдоль оси головки, а вершина заднего резца имеет больший вьг- лет.- . -. : .}-. - }. . .- .
0 Резцедержатель 8 (резцы 23, 24, 2.5) зацепляются со спиралью непосредственно ,илй посредством тела вращения, например ролика 33, сидящего на оси 34 (фиг. 4 8), что уменьшает силу трения и увеличивает плав5 ность перемещения резца..
Расточная головка (фиг. 1) работает следующим образом. -.- . .-г . ;
Устанавливают хвостовик корпуса 3 головки в щпиндель2 станка и закрепляют его
0 посредством радиальных фиксаторов 1, которые заходят Ё; кольцё&ую канавку хвостовика с помощью гидроцилиндров и клиньев, расположенных по окружности в шпинделе и воздействующих на наружные концы фик5 саторов. При этом вал 11 посредством муфты соединяется с проходящим через шпиндель валом 14 реверсируемого привода радиального перемещения резца.
В исходном положении резцёдержа0 тель 8 находится на минимальном расстоянии от оси головки, вал 11 г в крайнем заднем положении, спираль 10 - на минимальном расстоянии от опоры 12, муфта 15 - в максимально сжатом состоянии. В этом
5 положении головка обеспечивает обработку минимального диаметра отверстия, а в сие-. теме ЧПУ станка посредством датчиков привода радиального перемещения резца фиксируется нуль.
0 Для обеспечения плавности радиального перемещения резца винтом 21 регулируют усилие пружины 20. Усилие можно регулировать и перестановкой конца пружины в отверстия рычага 17, выполненные по
5 его длине (не показано). В процессе этого регулирования происходит окончательная самоустановка дуговых ступеней 9 и спирали 10.;
Включением привода вращают вал 14 и через муфту 15 вал 1.1. Так как в опоре 12
(передача винт-гайка) гайка неподвижна, то в осевом направлении перемещается вращающийся винт, т.е. вал 11 вместе со спиралью 10. При этом муфта постепенно разжимается. Находящийся в зацеплении со спиралью 10 резцедержатель 8 перемещается радиально, обеспечивая заданный вылет резца.
Включением привода вращения шпинделя, передаваемым через шпонки (не пока- зано) расточной головке, и относительным перемещением головки и заготовки растачивают ее отверстие.
Подвижные соединения резцедержателя 8 с рычагом 17 посредством оси 16 и рычага 17сосью 18, а также осевое переме- щениеоси 18 в пазах 19 обеспечивают плав- ноё перемещение резцедержателя.
По окончании обработки реверсируют привод радиального перемещения резца и резцедержатель возвращается в исходное положение посредством пружины 20.
При обработке головками с двумя резцами передний резец с меньшим вылетом осуществляет черновую, а задний резец с большим вылетом - чистовую обработки за один проход, что повышает производительность.
Для обработки криволинейных поверх- ностей ось 18 (26) фиксируют от перемещения вдоль оси головки, а резцедержатель 8 (резцы 23, 24. 25) устанавливают в направляющих 35 с зазором, равным осевой длине спирали 10. благодаря чему резцы могут п е- ремещаться как в радиальном, так и в осевом направлениях.
Благодаря тому что спираль вытянута вдоль оси головки, упрощается технология ее изготовления, это дает возможность шлифовать спиральную поверхность на резьбошлифовальных станках, что повышает точность обработки и плавность зацепления с ней резцедержателя 8 (резцов 23, 24, 25).
Применение упругой муфты и передачи винт-гайка также обеспечивает повышение, плавности перемещения резцов.
Таким образом, расточная головка по сравнению с прототипом позволяет повысить точность обработки за счет точности позиционирования резцов.
Ф о р м ул а и зо б ре т е н и я
| Расточной плансуппорт | 1984 |
|
SU1209373A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
