Изобретение относится к обработке металлов давлением, в частности к конструкции гидравлических прессов, используемых для точной глубокой вытяжки деталей определенного типоразмера из листовой заготовки.
Известны штампы с гидравлическим [1] и механическим [2] приводом, позволяющие на универсальных прессах выполнять двухпереходную вытяжку.
Недостатком этих штампов является резкое усложнение инструкции, снижающее надежность технологического процесса и приводящее к частым отказам, а также необходимость центровки инструмента при переналадках.
Наиболее близким по технической сущности к изобретению является специальный гидравлический пресс для глубокой вытяжки полых изделий, содержащий блок из гидравлического привода двухстороннего действия и матриц, последовательно размещенных в матрицедержателе на расстоянии по оси, превышающем высоту полуфабриката предыдущего перехода вытяжки, а также соосно расположенный с блоком матриц блок телескопически установленных пуансонов с гидроприводом, содержащим неподвижный гидроцилиндр [3]
Недостатком известного пресса является его очень большая высота для крупных изделий, обусловленная тем, что телескопические пуансоны приводятся (удерживаются) плунжерами, обеспечивающими перемещение только в одну сторону. Для перемещения в другую сторону применяется другой цилиндр с ходом, соизмеримым с суммой рабочих ходов пуансонов. Другим недостатком является сложная настройка усилия прижима в каждом переходе, что существенно для обеспечения качественной работы пресса при расширенном допуске на толщину заготовки.
Техническая задача изобретения повышение производительности труда и качества изделий при глубокой вытяжке корпусов полых изделий путем выполнения трех переходов вытяжки на одном специальном прессе упрощенной конструкции, уменьшенных габаритах и повышенной точности из листовой заготовки с расширенным полем допуска.
Указанная техническая задача достигается тем, что в специальном гидравлическом прессе для глубокой вытяжки полых изделий, содержащем блок из гидравлического привода двухстороннего действия и матриц, последовательно размещенных в матрицедержателе на расстоянии по оси, превышающем высоту полуфабриката предыдущего перехода вытяжки, а также соосно расположенный с блоком матриц блок телескопически установленных пуансонов с гидроприводом, содержащим неподвижный гидроцилиндр, последний выполнен двухстороннего действия, пуансоны первого и второго переходов выполнены в виде его полых поршней и установлены в нем с образованием кольцевых рабочих полостей, а пуансон третьего перехода в виде подвижного гидроцилиндра двухстороннего действия, имеющего диаметр наружной поверхности, соответствующий внутреннему диаметру готового изделия, и образующего своей внутренней боковой поверхностью кольцевую полость со штоком, неподвижно соединенным с пуансоном второго перехода.
Пуансоны первого и второго переходов установлены в неподвижном гидроцилиндре с возможностью образования в конце своего рабочего хода при рабочем положении матрицедержателя регламентированных зазоров соответственно с матрицами второго и третьего переходов за счет выполнения кольцевых полостей расчетной ограниченной длины. Матрица второго и третьего переходов установлены в матрицедержателе с возможностью тонкого регулирования их положения вдоль оси пресса.
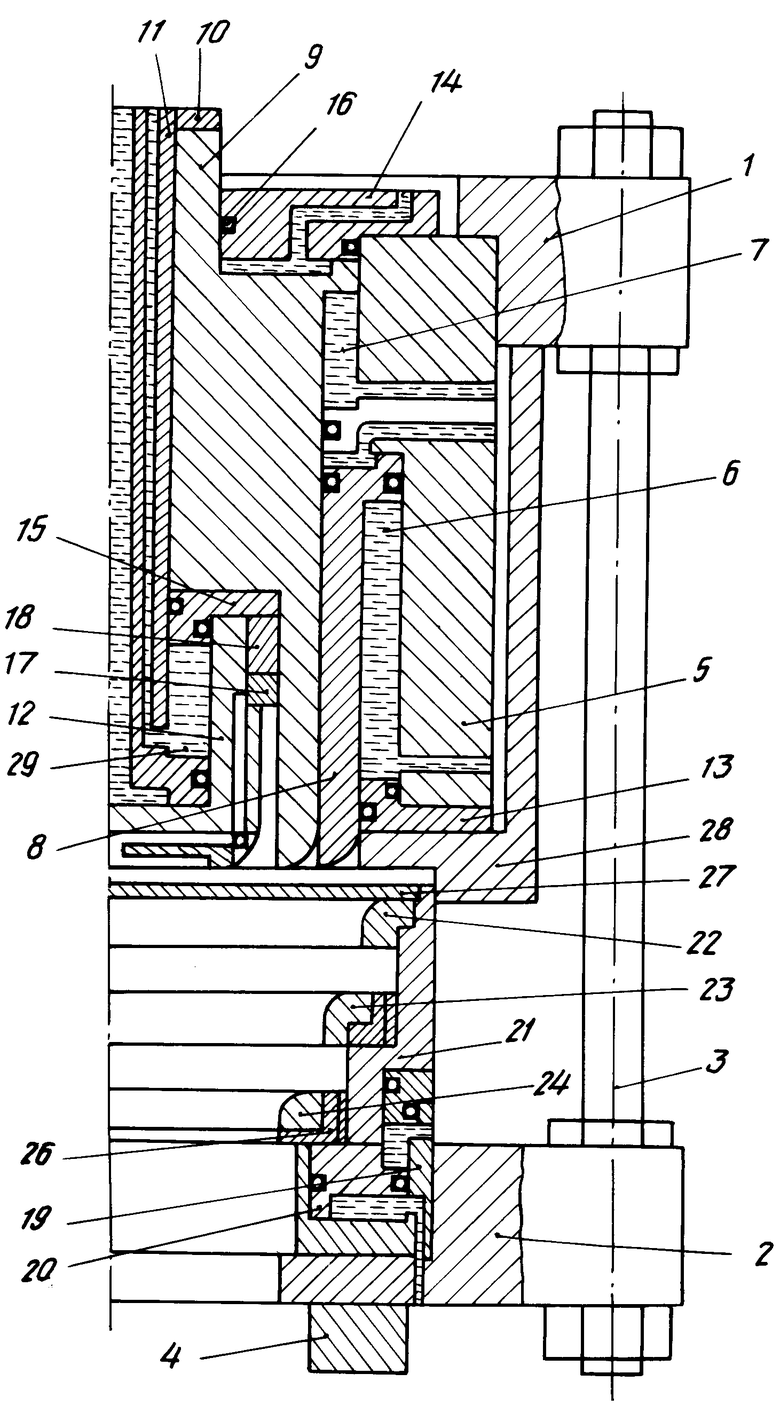
На чертеже изображен пресс, общий вид в продольном разрезе.
Пресс содержит станину, состоящую из верхней 1 и нижней 2 поперечин, стянутых колоннами-шпильками 3 и опирающихся на башмаки 4. В верхней поперечине закреплен гидроцилиндр 5 с двумя полостями 6 и 7, в которых помещены пуансон 8 первого перехода и пуансон 9 второго перехода, жестко соединенный фланцем 10 со штоком 11.
В пуансон 9 вставлен пуансон 12 третьего перехода, образующий со штоком 11 кольцевую полость. В пуансоне 12 выполнены дренажные каналы для воздуха, облегчающие съем готового изделия. Ход каждого пуансона ограничен фланцами 13, 14, 15 и внутренним выступом рабочего цилиндра. Для герметизации рабочей жидкости использованы уплотнительные кольца 16 из маслостойкой резины. На пуансоне 12 третьего перехода смонтирован нож 17 и опорная втулка 18.
В нижней поперечине закреплен цилиндр прижима 19, в который вставлен поршень 20, связанный с матрицедержателем 21, несущим три последовательно расположенные матрицы первого 22, второго 23 и третьего 24 переходов. Матрицы 23 и 24 смонтированы на подставках 25 и 26 с наружной резьбой, которые позволяют осуществлять тонкую регулировку осевого положения матриц при изменении толщины заготовки 27. Ход матрицедержателя 21 вверх ограничивается проставкой 28, опирающейся на верхнюю поперечину 1.
Пресс работает следующим образом. В исходном положении рабочая жидкость под давлением заполняет полости 6, 7, 29 и 30 и все пуансоны находятся в крайнем верхнем положении, а матрицедержатель в нижнем. На матрице 22 укладывают заготовку 27 и, подав высокое давление под поршень 20, поднимают заготовку 27 к проставке 28. После этого от высокого давления жидкости над пуансоном 8 производится первая вытяжка через матрицу 22. Положение матрицы 23 и фланца 13 таково, что, упираясь во фланец 13 в конце хода, пуансон 8 образует с матрицей 23 кольцевой зазор, равный толщине штампуемого метала, и предотвращает образование складок на заготовке 27 во втором переходе.
Далее под действием высокого давления жидкости над пуансоном 9 производится вторая вытяжка через матрицу 23 и в конце хода, упираясь в выступ внутри гидроцилиндра 5, пуансон 9 образует соответствующий регламентированный кольцевой зазор с матрицей 24 третьего перехода, чем предотвращается образование складок на заготовке 27 в третьем переходе. Подачей высокого давления жидкости под шток 11 производится телескопическое выдвижение пуансона 12 и вытяжка третьего перехода через матрицу 24. В конце хода пуансона 12 кольцевым ножом 17 отрезается облой и готовая деталь попадает на механизм удаления из пресса (на чертеже не указан). Возврат пуансонов в исходное положение происходит после подачи рабочей жидкости в полости 6, 7, 29 и 30 и слива ее из рабочих полостей гидроцилиндров двухстороннего действия. После подачи новой заготовки цикл повторяется.
Конструкция пресса с пуансонами первого и второго переходов в виде поршней и с пуансоном третьего перехода в виде гидроцилиндра двухстороннего действия с наружным диаметром, равным внутреннему диаметру готовой детали, и вставленным концентрично в пуансон второго перехода с образованием кольцевой полости со штоком, жестко связанным с пуансоном второго перехода, обеспечивает выполнение на одном прессе трех переходов глубокой вытяжки и сокращение габаритов пресса.
Выполнение пресса с ограничением длины рабочего хода пуансонов первого и второго переходов соответствующими кольцевыми полостями гидроцилиндров таким образом, что между первым пуансоном и второй матрицей, а также между вторым пуансоном и третьей матрицей в рабочем положении матрицедержателя образуется зазор, равный толщине дна заготовки, дает эффект предотвращения складок на заготовке в процессе вытяжки.
Выполнение пресса с матрицами второго и третьего переходов, установленными в матрицедержателе с возможностью тонкого регулирования, позволяет обеспечить качественную работу пресса при применении толщины листовой заготовки с расширенным полем допуска.
Использование предложенного пресса позволяет отказаться от передачи полуфабриката с пресса на пресс по переходам, что повышает производительность и облегчает труд оператора. За счет конструкции пресса обеспечена точная центровка инструмента, что повышает качество изделий. Сокращаются габариты пресса и упрощается его устройство, что снижает стоимость оборудования. Возможность точной регулировки зазора между матрицей 23 и пуансоном 8 во втором переходе и матрицей 24 и пуансоном 9 в третьем переходе позволяет снизить потери от брака при изменении толщины листовой заготовки 25.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для глубокой вытяжки | 1983 |
|
SU1081003A1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU825234A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
| Пресс-форма для литьевых машин и прессов Е.А.Колкунова | 1984 |
|
SU1181876A1 |
| Устройство для горячего гидропрессования | 1976 |
|
SU649498A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Гидравлический пресс для глубокойВыТяжКи | 1979 |
|
SU846308A1 |
| Устройство для глубокой вытяжки | 1977 |
|
SU721177A1 |
Использование: относится к обработке металлов давлением, в частности, к конструкции гидравлических прессов, используемых для точной глубокой вытяжки деталей определенного типоразмера из листовой заготовки. Сущность изобретения: специальный гидравлический пресс для глубокой вытяжки полых изделий содержит пуансоны первого и второго переходов, выполненные в виде полых поршней в гидроцилиндрах двустороннего действия, а пуансон третьего перехода в виде подвижного гидроцилиндра двустороннего действия с наружным диаметром, равным внутреннему диаметру готовой детали вставлен кондентрично в пуансон второго перехода и образует кольцевую полость со штоком, жестко соединенным с пуансоном второго перехода. Величина рабочего хода пуансонов поршней первого и второго переходов ограничена длиной соответствующих кольцевых полостей гидроцилиндров так, что между пуансоном первого перехода и матрицей второго перехода, а также между пуансоном второго перехода и матрицей третьего перехода образуется регламентированный зазор, равный толщине дна заготовки. Матрицы второго и третьего перехода установлены в матрицедержателе с возможностью тонкого регулирования их положения вдоль оси пресса. Технический результат: обеспечена точная центровка инструмента, что повышает качество изделий, сокращены габариты пресса и его устройство, что снижает стоимость оборудования. 2 з. п. ф-лы, 1 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США N 4183238, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
