Изобретение относится к области машиностроения, в частности к изготовлению резинотехнических изделий (РТИ) путем вулканизации в пресс-форме, и может быть применимо для изготовления армированных амортизаторов, упругих шарнирных подвесок.
Известна литьевая пресс-форма для вулканизации армированных РТИ круглого сечения, содержащая верхнюю и нижнюю полуформы, внутри которых образована литьевая полость, литниковые каналы распложены в плоскости разъема полуформ (SU, авт. св. N 1812122, В 29 C 45/02, 20.09.90г.).
Известно техническое решение, в котором при изготовлении армированных РТИ используют фиксаторы элементов арматуры (RU, патент, N 2031791, B 29 C 45/14, 70/00, 04.04.91г.).
В техническом решении, выбранном за прототип (SU, авт. св. N 825332, B 29 H 5/00, B 29 C 1/00, 25.01.78г.), предложена пресс-форма для вулканизации армированных РТИ, в которой фиксаторы арматуры выполнены в виде сердечников с резьбовой нарезкой. На сердечниках на заданном расстоянии друг от друга устанавливаются элементы арматуры, представляющие собой металлические пластины с отверстиями под фиксаторы, выкладываются слои сырой резины, после этого осуществляются формование и вулканизация по заданному режиму.
Недостатком данного технического решения является наличие отверстий под фиксаторы в пластинах арматуры готовых РТИ. Отверстия являются концентраторами напряжений, что снижает работоспособность изделия, кроме того, процесс установки пластин арматуры на резьбовых сердечниках и выкладки слоев сырой резины увеличивает трудоемкость процесса изготовления изделия.
Цель изобретения - повышение качества изделия за счет устранения мест концентрации напряжений в пластинах арматуры, снижение трудоемкости процесса изготовления изделия.
Для достижения данной цели предлагается использовать пресс-форму для изготовления армированных РТИ с этажно расположенными элементами арматуры и слоями эластомера, содержащую верхнюю и нижнюю полуформы, фиксаторы элементов арматуры, литниковую систему, в которой отверстия для подачи эластомера выполнены в фиксаторе арматуры в направлении, перпендикулярном образующей их торцев, и расположены равномерно по окружности фиксатора арматуры.
На фиг. 1 изображена пресс-форма, общий вид; на фиг. 2 и 3 - фиксатор элементов арматуры с литниковыми отверстиями.
Пресс-форма содержит верхнюю полуформу 1, нижнюю полуформу 2, литниковую систему 3, фиксаторы элементов арматуры 4, 5. Подача эластомера в изделие осуществляется, например, при помощи плунжера 6, подвижно установленного в верхней полуформе 1. В фиксаторе элементов арматуры 5 выполнены отверстия 7 в направлении, перпендикулярном образующей торцев элементов арматуры 8. Для размещения прессуемого эластомера, например, сырой резины 9, в верхней полуформе 1 выполнена кольцевая загрузочная камера 10. Со стороны верхней полуформы 1 выполнен вкладыш 11, в нижней полуформе 2 - вкладыш 12, которые обеспечивают собираемость арматуры изделия перед прессованием.
Работа пресс-формы заключается в следующем.
Элементы арматуры 8 собираются с вкладышами 11, 12 и фиксаторами 4, 5. Общий пакет устанавливается в нижнюю полуформу 2, далее производится установка верхней полуформы 1. В кольцевую загрузочную камеру 10 укладывается эластомер 9, который при помощи плунжера 6 подается в изделие по литниковой системе 3 и через отверстия 7 в фиксаторе элементов арматуры 5.
Предложенное техническое решение позволяет повысить качество изделия за счет устранения напряжения в элементах арматуры, снизить трудоемкость процесса изготовления изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469847C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469846C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457943C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2537606C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2517508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ПОДВИЖНОГО СОЕДИНЕНИЯ | 1998 |
|
RU2195601C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2467876C1 |
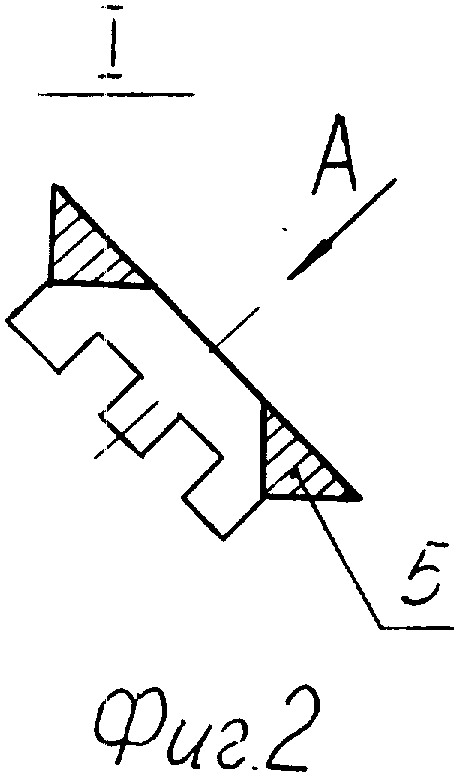
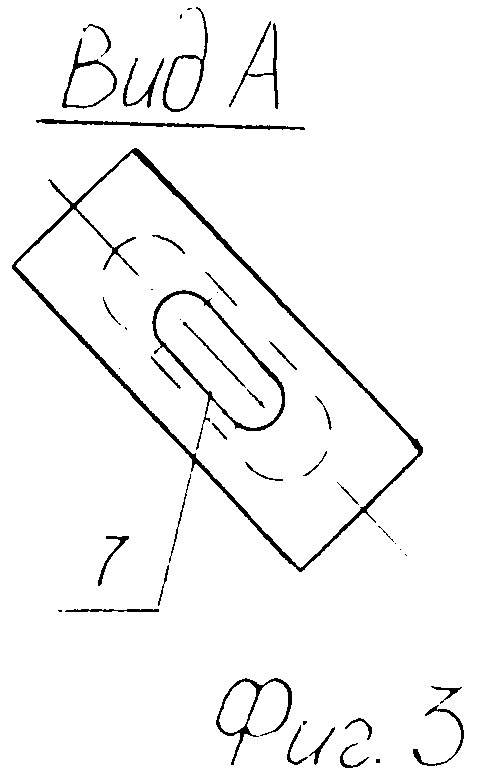
Изобретение относится к области изготовления резинотехнических изделий с пластинчатой арматурой. В фиксаторе 5 арматуры 8 выполнены отверстия для прохода эластомера из литниковой системы 3 в полость для формования изделия. Эти отверстия выполнены в перпендикулярном образующей торцев элементов 8 арматуры направлении и расположены по окружности фиксатора 5. Предлагаемая пресс-форма обеспечивает высокое качество армированных изделий за счет устранения мест концентрации напряжений в пластинах арматуры. 3 ил.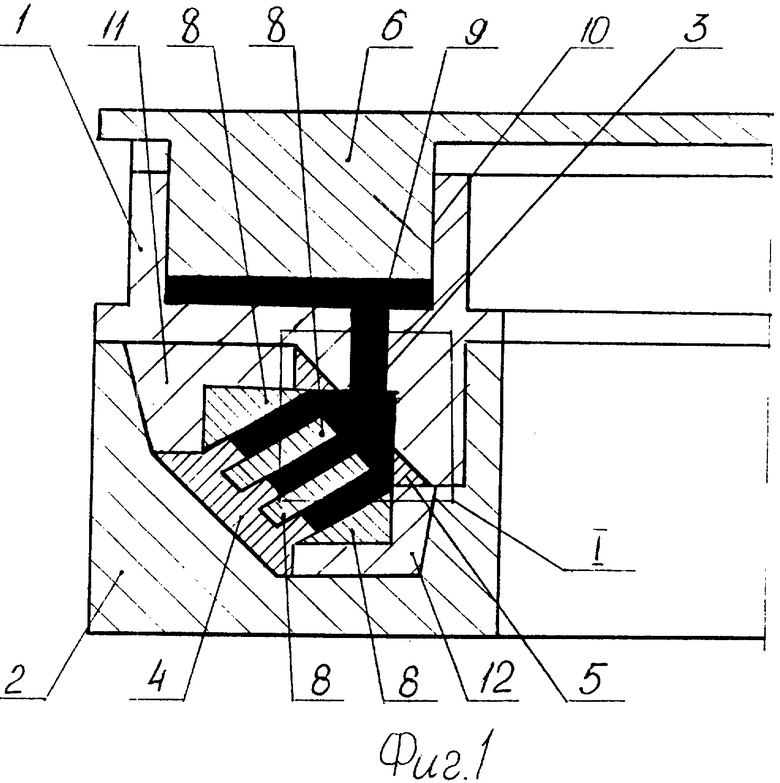
Пресс-форма для изготовления резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, содержащая верхнюю и нижнюю полуформы, литниковую систему, фиксаторы элементов арматуры, отличающаяся тем, что отверстия для подачи эластомера выполнены в фиксаторе элементов арматуры в направлении, перпендикулярном образующей торцев элементов арматуры, и расположены по окружности арматуры.
| SU, авторское свидетельство, 825332, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| US, патент, 4141950, кл | |||
| Солесос | 1922 |
|
SU29A1 |
