V)
с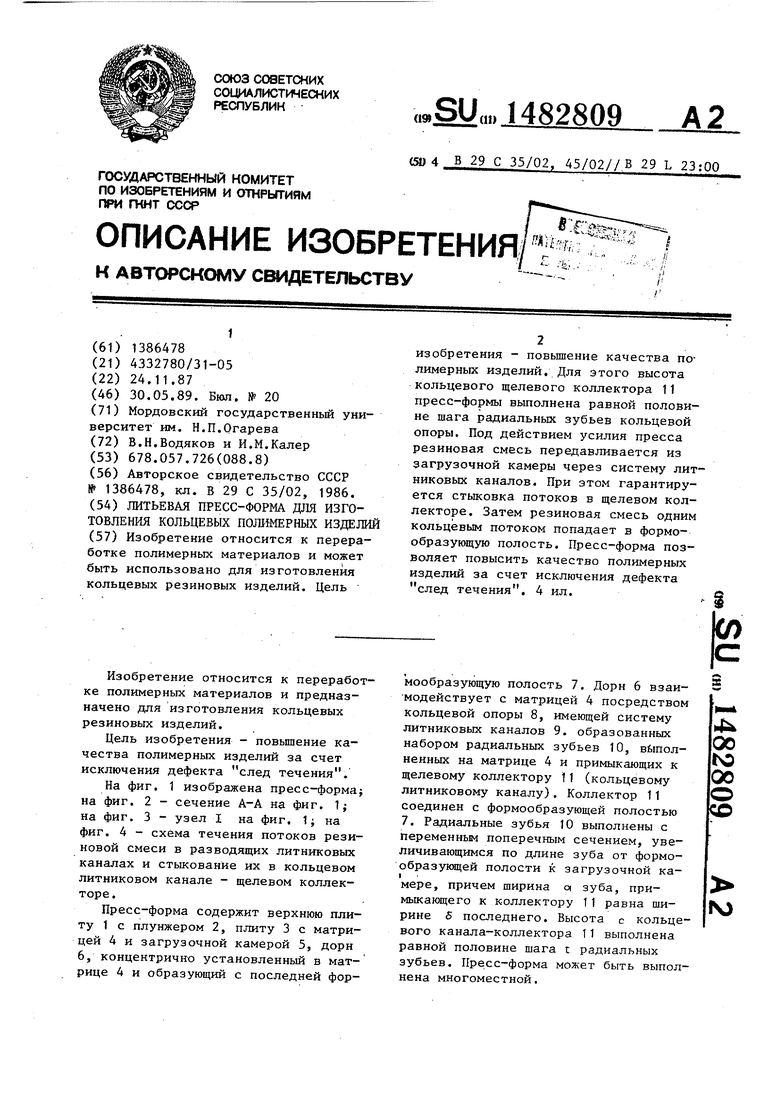
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1986 |
|
SU1386478A1 |
| Установка для соединения резиновых профилей | 1986 |
|
SU1442417A1 |
| Литьевая пресс-форма | 1989 |
|
SU1643163A1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1984 |
|
SU1224151A2 |
| ЭТАЖНАЯ ЛИТЬЕВАЯ ФОРМА | 1993 |
|
RU2050278C1 |
| Литьевая форма для изготовления изделий из полимерного материала | 1987 |
|
SU1497024A1 |
| Литьевая пресс-форма | 1989 |
|
SU1643164A1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления кольцевых резиновых изделий. Цель изобретения - повышение качества полимерных изделий. Для этого высота кольцевого щелевого коллектора пресс-формы выполнена равной половине шага радиальных зубьев кольцевой опоры. Под действием усилия пресса резиновая смесь передавливается из загрузочной камеры через систему литниковых каналов. При этом гарантируется стыковка потоков в щелевом коллекторе. Затем резиновая смесь одним кольцевым потоком попадает в формообразующую полость. Пресс-форма позволяет повысить качество полимерных изделий за счет исключения дефекта "след течения". 4 ил.
Изобретение относится к переработке полимерных материалов и предназначено для изготовления кольцевых резиновых изделий.
Цель изобретения - повышение качества полимерных изделий за счет исключения дефекта след течения.
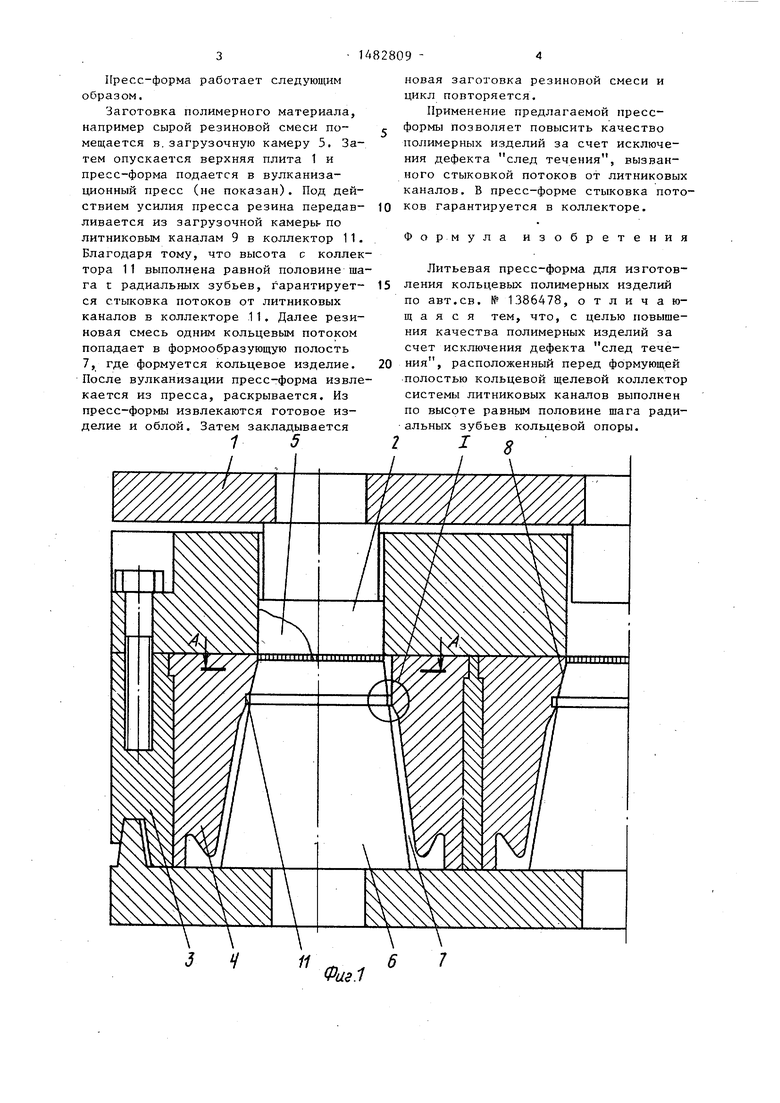
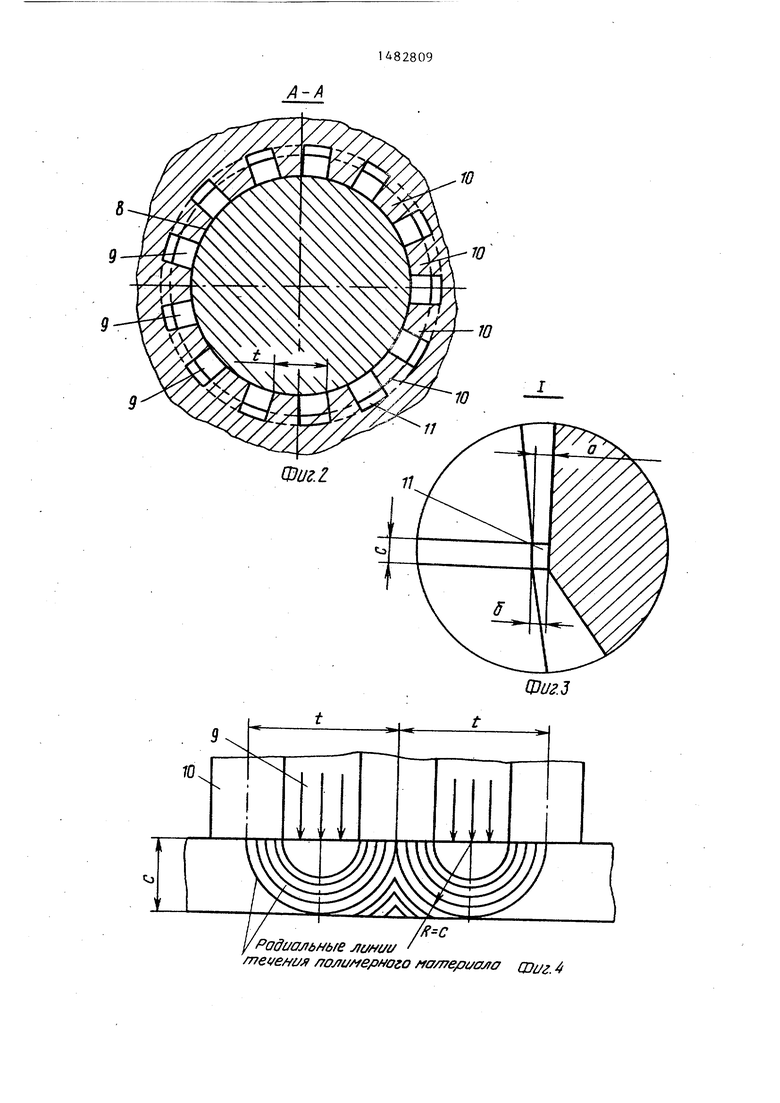
На фиг. 1 изображена пресс-форма; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - схема течения потоков резиновой смеси в разводящих литниковых каналах и стыкование их в кольцевом литниковом канале - щелевом коллекторе.
Пресс-форма содержит верхнюю плиту 1 с плунжером 2, плиту 3 с матрицей 4 и загрузочной камерой 5, дорн 6, концентрично установленный в матрице 4 и образующий с последней формообразующую полость 7. Дорн 6 взаимодействует с матрицей 4 посредством кольцевой опоры 8, имеющей систему литниковых каналов 9. образованных набором радиальных зубьев 10, выполненных на матрице 4 и примыкающих к щелевому коллектору 11 (кольцевому литниковому каналу). Коллектор 11 соединен с формообразующей полостью 7. Радиальные зубья 10 выполнены с переменным поперечным сечением, увеличивающимся по длине зуба от формообразующей полости к загрузочной камере, причем ширина а зуба, примыкающего к коллектору 11 равна ширине 6 последнего. Высота с кольцевого канала-коллектора 11 выполнена равной половине шага t радиальных зубьев. Пресс-форма может быть выполнена многоместной.
& 00 ГС
00
о
Ј
IV)
Пресс-форма работает следующим образом.
Заготовка полимерного материала, например сырой резиновой смеси помещается в загрузочную камеру 5. Затем опускается верхняя плита 1 и пресс-форма подается в вулканиза- ционный пресс (не показан). Под действием усилия пресса резина передавливается из загрузочной камеры- по литниковым каналам 9 в коллектор 11. Благодаря тому, что высота с коллектора 11 выполнена равной половине шага t радиальных зубьев, гарантируется стыковка потоков от литниковых каналов в коллекторе 11. Далее резиновая смесь одним кольцевым потоком попадает в формообразующую полость 7, где формуется кольцевое изделие. После вулканизации пресс-форма извле кается из пресса, раскрывается. Из пресс-формы извлекаются готовое изделие и облой. Затем закладывается
1 5
Фиг.1
новая заготовка резиновой смеси и цикл повторяется.
Применение предлагаемой прессформы позволяет повысить качество полимерных изделий за счет исключения дефекта след течения, вызванного стыковкой потоков от литниковых каналов. В пресс-форме стыковка потоков гарантируется в коллекторе.
Формула изобретения
Литьевая пресс-форма для изготов- ления кольцевых полимерных изделий по авт.св. № 1386478, отличающаяся тем, что, с целью повышения качества полимерных изделий за счет исключения дефекта след тече- ния, расположенный перед формующей полостью кольцевой щелевой коллектор системы литниковых каналов выполнен по высоте равным половине шага радиальных зубьев кольцевой опоры.
0&ОЛС/Эи/ОЬ/ O2OHtfaU/lifOU ХЯНЭЛЭШ
Я/Wnir 3J9H9tfDnffOd,
ЈЖф
01
01
01
01
и
2 2Лф
9
| Литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1986 |
|
SU1386478A1 |
| Солесос | 1922 |
|
SU29A1 |
