Изобретение относится к технологии производства изделий из композиционных материалов методом намотки.
Известны способы изготовления оболочек из композиционных материалов (авт. св. СССР N 1522613, кл. В 29 С 53/56, 53/82 // В 29 К 105:08, В 29 L 23: 00; N 1527797, В 29 С 53/56 // B 29 K 105:08), включающие формирование изделия методом намотки на оправку длинномерным материалом по спирали при перемещении каретки, раскладчика вдоль оправки и вращении оправки вокруг своей оси или раскладочных головок вокруг оси оправки. Намотку осуществляют предварительно пропитанными прядями (препрегами) сухой метод или одновременно с их пропиткой мокрый метод.
Известны также (заявка SU N 5006840 от 29.10.91.) способы намотки многослойных оболочек, по которым, исходя из геометрических характеристик оправки и заданного рисунка намотки, определяют координатные точки траектории движения исполнительного органа намоточного станка, формируют программу устройства числового программного управления, в соответствии с которой, вырабатывая задающие сигналы управления приводами по координатным осям, наматывают на оправку слой используемого композиционного материала, затем для каждого последующего слоя в соответствии с изменяющимися по мере намотки размерами оправки определяют новые координатные точки траектории движения исполнительного органа, формируют и отлаживают новую программу устройства числового программного управления, в соответствии с которой, вырабатывая задающие сигналы управления приводами по координатным осям, наматывают на оправку последующий слой и так далее до получения требуемой многослойности.
По известному способу многослойной намотки, особенно при намотке смещаемых слоев, слоев до охвата цапф, фланцев и т. п. разрабатывают через систему автоматизации программирования (САП или САПР) на ЭВМ высшего уровня вычислительного центра отдельные управляющие программы для каждого слоя, передают их к станку, вводят в устройство числового программного управления станка или через перфоленту и фотосчитывающее устройство, или через дискету, или непосредственно по проводам магистралей, затем производят пробную намотку, измеряют полученные параметры рисунка намотки, определяют величины погрешностей и в зависимости от величины погрешностей разрабатывают снова через систему САП (САПР) ЭВМ высшего уровня новые управляющие программы для каждого слоя, затем их снова испытывают. Такие операции процесса повторяют несколько раз до полной отладки. В силу значительной сложности траекторий и процессов спиральной намотки изделий особенно для авиационно-космической, судостроительной и химической промышленности процессы отладки технологий многослойной намотки не были возможны без повторных обращений к САП (САПР). Все это усложняло производственный процесс, делало его дорогим и трудоемким с длительным циклом получения многослойных оболочек.
Целью предлагаемого изобретения является повышение сменной производительности, а также удешевление и упрощение процесса производства.
Это достигается тем, что в способе намотки многослойных оболочек, по которому, исходя из геометрических характеристик оправки и заданного рисунка намотки, определяют координатные точки траектории движения исполнительного органа намоточного станка, формируют программу устройства числового программного управления, в соответствии с которой, вырабатывая задающие сигналы управления приводами по координатным осям, наматывают на оправку слой используемого композиционного материала, затем для каждого последующего слоя в соответствии с изменяющимися по мере намотки размерами оправки определяют новые координатные точки траекторий движения исполнительного органа, формируют новые программы устройства числового программного управления, в соответствии с которыми, вырабатывая задающие сигналы управления приводами по координатным осям, наматывают на оправку последующие слои, при этом для последующего слоя измеряют по координатным осям с циклическим характером движения в соответствии с требуемыми изменениями рисунка намотки расстояния Δ1 и Δ2 между крайними точками намечаемой новой и первоначальной траекториями движения исполнительного органа станка, задают координаты базовой точки Zб, относительно которой осуществляют растяжение или сжатие цикл-витка рисунка намотки, а по координатным осям с нециклическим характером движения в зоне намотки единичной ленты слоя измеряют Δc расстояние между конечными точками намечаемой новой и первоначальной траектории движения, затем полученные значения/ а также координатные значения крайних точек первоначальной траектории движения исполнительного органа станка по корректируемым координатам через блок оперативного задания параметров вводят в блок интерполяции устройства числового программного управления, а задающие воздействия, выдаваемые в каждом такте интерполяции из блока интерполяции на блок формирования сигналов управления приводами станка, по корректируемым координатным осям с циклическим характером движения при намотке каждого цикл-витка слоя формируют и отрабатывают в соответствии со следующими выражениями
Ziн Zб + (Zi Zб) ˙ К1 при Zi ≥ Zб,
Ziн Zб + (Zi Zб) ˙ K2 при Zi < Zб, где K1= 1+  коэффициент растяжения -сжатия траектории движения исполнительного органа станка в зоне намотки единичного цикл-витка на участке Zi ≥ Zб,
коэффициент растяжения -сжатия траектории движения исполнительного органа станка в зоне намотки единичного цикл-витка на участке Zi ≥ Zб,
K2= 1+  коэффициент растяжения -сжатия траектории движения исполнительного органа станка в зоне намотки единичного цикл-витка на участке Zi < Zб,
коэффициент растяжения -сжатия траектории движения исполнительного органа станка в зоне намотки единичного цикл-витка на участке Zi < Zб,
Ziн значение координат в каждом такте интерполяции при намотке единичного цикл-витка по новой траектории движения исполнительного органа станка;
Zi значения координат в каждом такте интерполяции при намотке единичного витка по первоначальной траектории движения исполнительного органа станка;
i последовательность тактов выработки задающих воздействий;
Zб базовое значение координат;
± Δ1 и ± Δ2 расстояние между крайними точками новой и первоначальной траекторий движения у соответствующих торцов оправки в зоне намотки единичного цикл-витка, с плюсом при растяжении и с минусом при сжатии рисунка намотки;
Zmax и Zmin координаты крайних точек первоначальной траектории движения исполнительного органа в рабочей зоне станка при намотке единичного цикл-витка слоя, а по координатным осям с нециклическим характером движения задающие воздействия в каждом такте интерполяции при намотке цикл-витка единичной ленты слоя формируют и отрабатывают в соответствии с выражением
Ciн Cmin + (Ci Cmin) ˙ K, где K 1+  коэффициент растяжения-сжатия траектории движения исполнительного органа станка в зоне намотки цикл-витка единичной ленты слоя;
коэффициент растяжения-сжатия траектории движения исполнительного органа станка в зоне намотки цикл-витка единичной ленты слоя;
Сiн значения координат в каждом такте интерполяции при намотке цикл-витка единичной ленты слоя по новой траектории движения исполнительного органа станка;
Ci значения координат в каждом такте интерполяции при намотке цикл-витка единичной ленты слоя по первоначальной траектории движения исполнительного органа станка;
Cmax и Cmin координаты крайних точек первоначальной траектории движения исполнительного органа станка в зоне намотки цикл-витка единичной ленты слоя;
± Δc расстояние между последними точками новой и первоначальной траекторий движения в зоне намотки цикл-витка единичной ленты слоя, с плюсом при растяжении и минусом при сжатии рисунка намотки, при этом при подходе к циклической части новой траектории намотки последующего слоя и отходе от нее задающие воздействия, выдаваемые из блока интерполяции на блоки формирования сигналов управления приводами, формируют и обрабатывают в соответствии со следующими выражениями:
Zвн= Zон= Zвп+  при Zб< Zвп= Zоп< Zmax
при Zб< Zвп= Zоп< Zmax
Zвн= Zон= Zвп+  при Zmin< Zвп= Zоп< Zб
при Zmin< Zвп= Zоп< Zб
Zвн Zвп Zон Zоп при Zвп Zоп Zб, где Zвн значение координаты входа в цикл-виток новой траектории намотки последующего слоя;
Zвп значение координаты входа в цикл-виток первоначальной траектории;
Zоп значение координаты отхода от цикл-витка первоначальной траектории;
Zон значение координаты отхода от цикл-витка новой траектории;
Zб базовое значение координат,
± Δ1 и ± Δ2 расстояние между крайними точками новой и первоначальной траекторий движения у соответствующих торцев оправки в зоне намотки единичного цикл-витка, с плюсом при растяжении и с минусом при сжатии рисунка намотки;
Zmin и Zmax координаты крайних точек первоначальной траектории движения исполнительного органа в рабочей зоне станка при намотке единичного цикл-витка слоя.
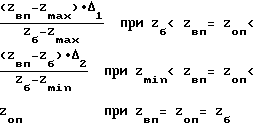
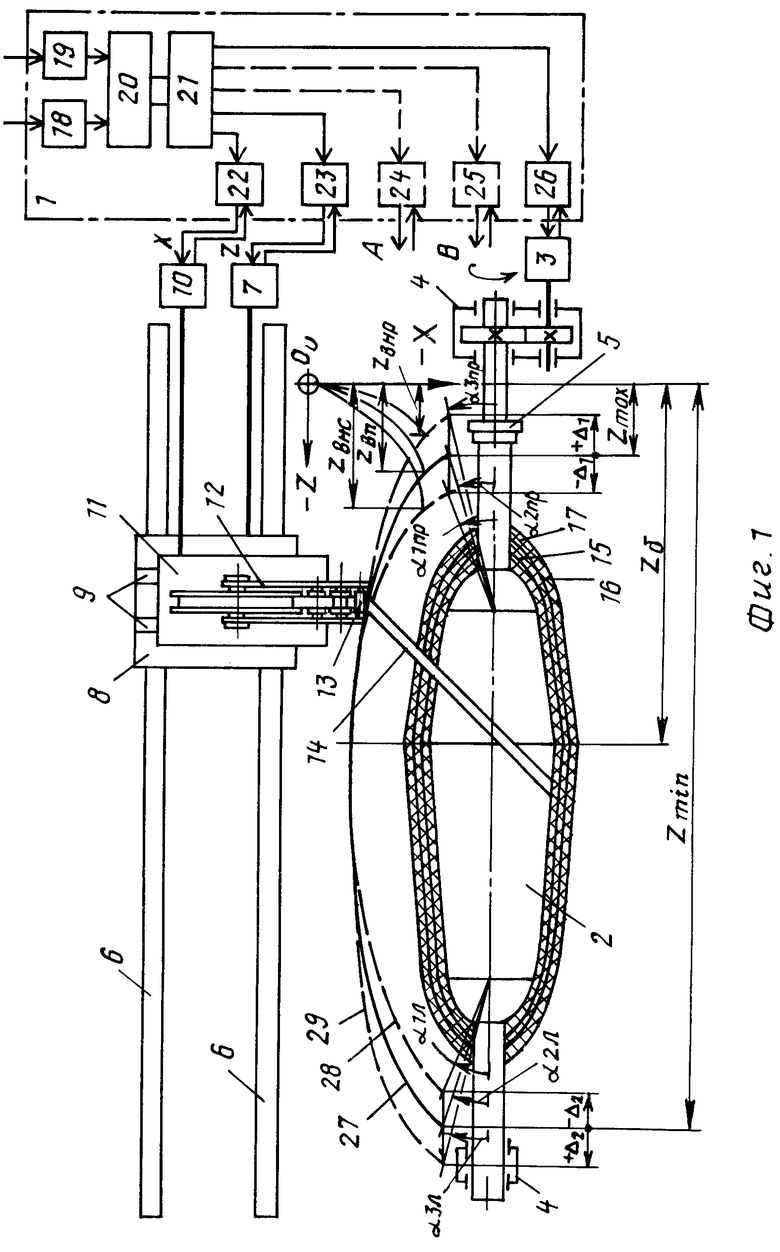
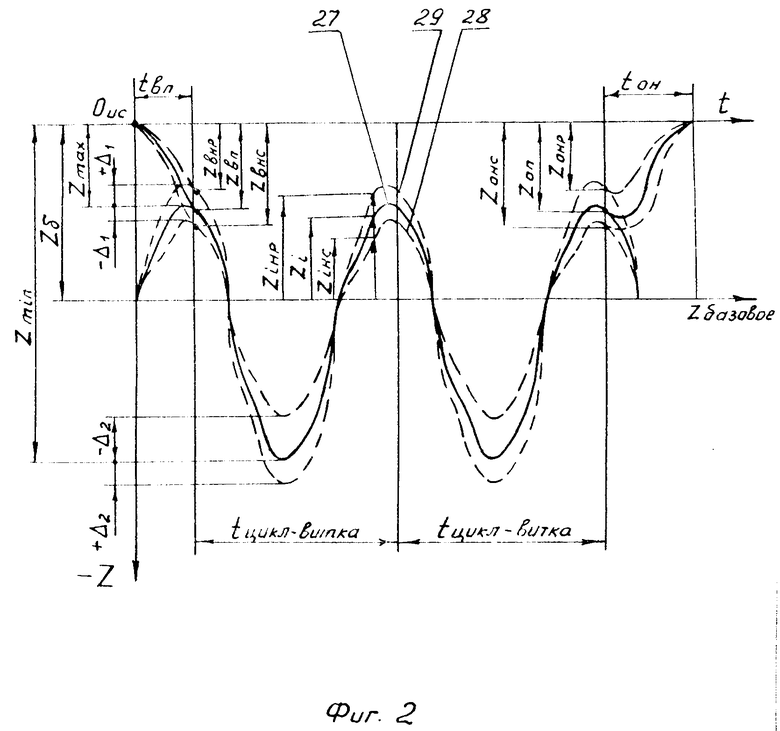
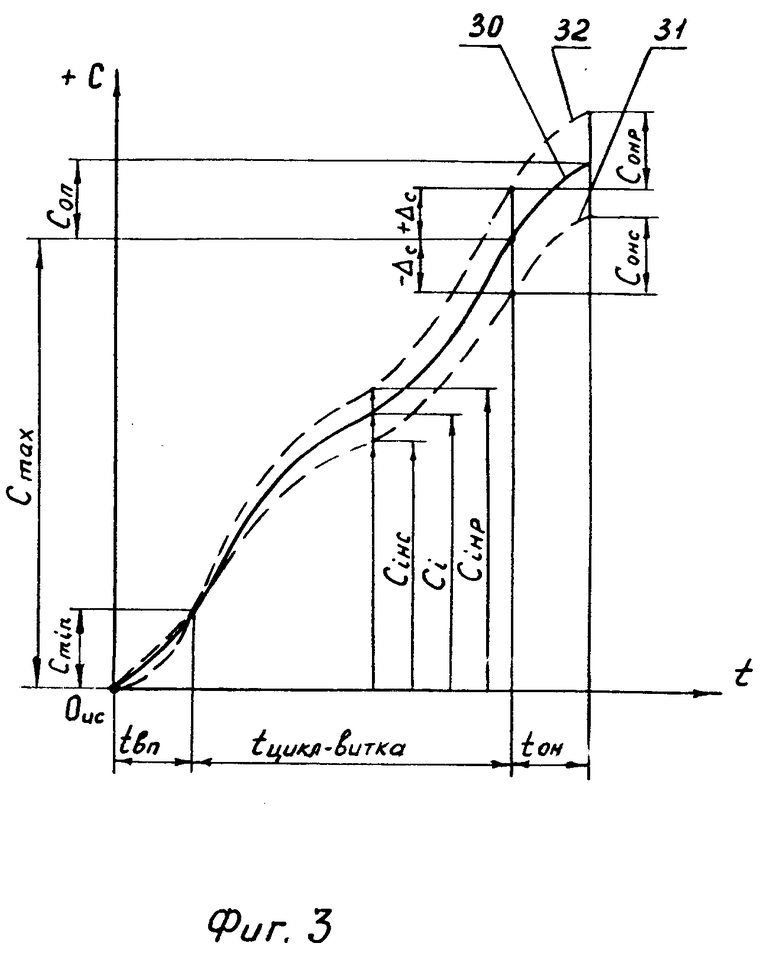
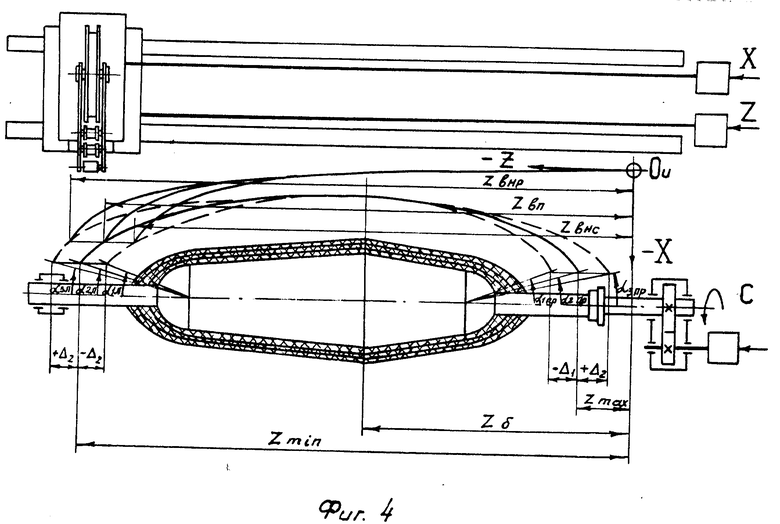
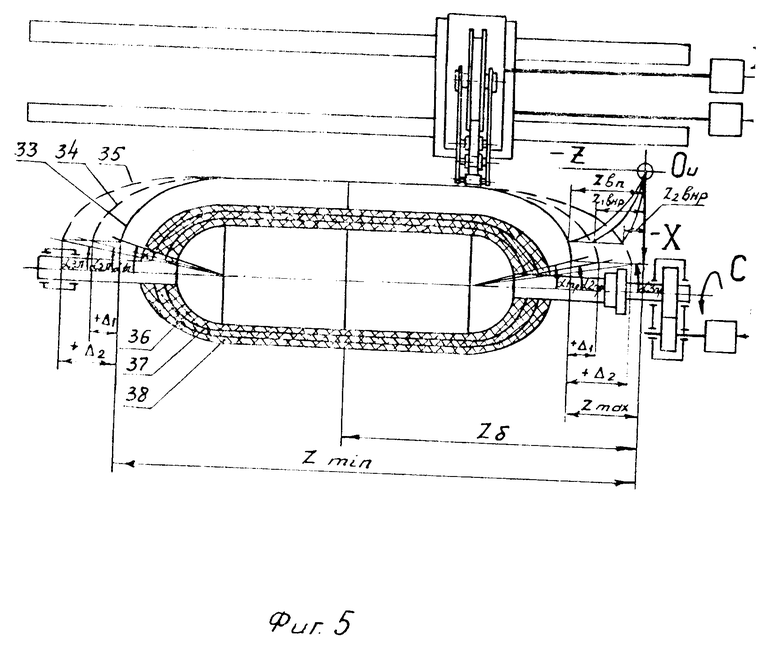
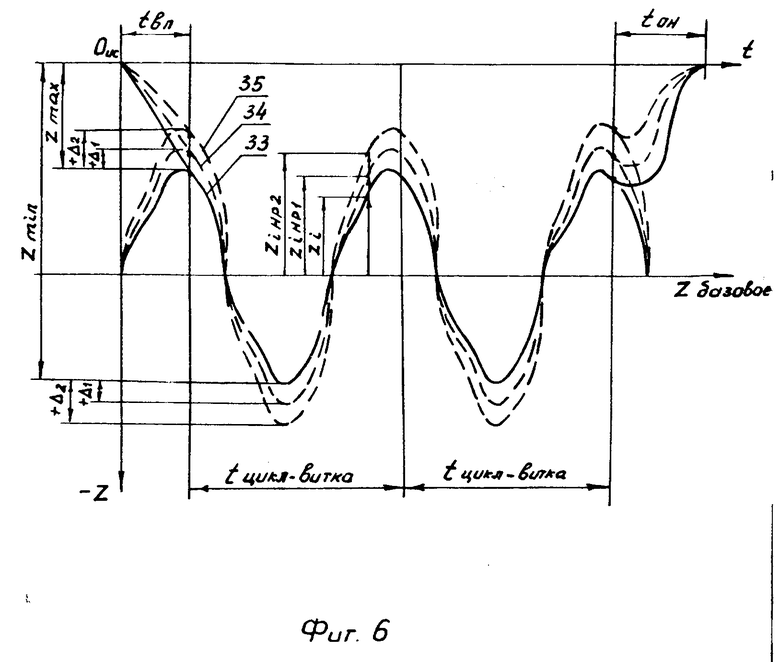
На фиг. 1 представлен станок намотки оболочек с устройством числового программного управления и подходом исполнительного органа к циклической части траектории до базовой точки на примере изготовления изотензоидной оболочки; на фиг. 2 развертка коррекции траектории циклической координаты в функции времени (t) относительно базовой точки, расположенной произвольно в зоне размера оправки; на фиг. 3 развертка коррекции траектории нециклической координаты в функции времени (t); на фиг. 4 станок намотки оболочек с устройством числового программного управления и подходом исполнительного органа к циклической части траектории за базовой точкой; на фиг. 5 станок намотки оболочек с устройством числового программного управления и подходом исполнительного органа к циклической части траектории до базовой точки, расположенной посередине зоны размера оправки, на примере изготовления цилиндрической оболочки; на фиг. 6 развертка коррекции траектории циклической координаты в функции времени (t) относительно базовой точки, расположенной посередине оправки.
Станок намотки (фиг. 1) с типичным устройством 1 числового программного управления (УЧПУ) типа CNC содержит оправку 2, снабженную приводом 3 и установленную на опорах 4, механизм 5 соединения оправки с приводом оправки, продольные направляющие 6, снабженную приводом 7 каретку 8 с поперечными направляющими 9, снабженные приводом 10 салазки 11, раскладчик 12, исполнительный орган 13 для наматывания материала 14, образующий намотанные слои 15, 16, 17, устройство 18 ввода УЧПУ, блок 19 оперативного задания параметров УЧПУ, память 20, блок 21 интерполяции (интерполятор), блоки 22, 23, 24, 25, 26 формирования сигналов управления приводами X, Z, A, B, C. управляемых координат исполнительного органа станка. Исполнительный орган станка может иметь любое количество управляемых координат, например указанные на фиг. 1 дополнительные координаты А, В и другие, не указанные на чертеже (количество управляемых координат станка не принципиально для существа притязаний заявки). На фиг. 1 показана первоначально заданная траектория 27 по циклической координате Z, 28 траектория после сжатия по этой же координате, 29 траектория после растяжения и соответствующие им координаты Zвп входа из исход ной точки Ou в цикл-виток первоначально заданной траектории, координаты Zвнс входа в цикл-виток новой траектории после сжатия, координаты Zвнр входа в цикл-виток новой траектории после растяжения.
На фиг. 3 позицией 30 показана первоначально заданная траектория по нециклической координате С, позицией 31 траектория после сжатия по этой же координате, позицией 32 траектория после растяжения. На фиг. 4, фиг. 5 на схемах станков устройства ЧПУ подразумеваются, но не изображены, а условно схематично показаны только приводы.
На фиг. 6 показана корректируемая траектория по циклической координате в функции времени (t) относительно базовой точки, расположенной посередине оправки, при этом позицией 33 показана первоначально заданная траектория, позицией 34 траектория после первого растяжения позицией 35 траектория после второго растяжения.
Формирование многослойной оболочки производится следующим образом.
На опоры 4 станка устанавливают оправку 2 и закрепляют механизмом 5 соединения оправки с приводом оправки. Исходя из геометрических характеристик оправки и заданного рисунка намотки, определяют координатные точки траектории движения, например траектории 27 исполнительного органа 13 намоточного станка, далее формируют управляющую программу устройства 1 числового программного управления, при этом для деталей летательных аппаратов, судостроительной и других подобных отраслей промышленности в силу ответственности и сложности изделий определение координатных точек траектории движения исполнительного органа и формирование управляющих пpограмм осуществляют через систему САП (САПР) ЭВМ высшего уровня, затем управляющую первоначально заданную программу через устройство 18 ввода вводят в память 20 УЧПУ 1 типа CNC.
В соответствии с управляющей программой интерполятором 21 в каждом такте интерполяции вырабатывают и выдают задающие воздействия на блоки 22, 23, 24, 25, 26 формирования сигналов управления приводами 3.7, 10 станка по управляемым координатам X, Z, A, B, C и по заданному рисунку намотки движениями каретки 8, салазок 11, раскладчика 12, исполнительного органа 13, оправки 2, по управляемым координатным осям X, Z, A, B, C наматывают на оправку по первоначально заданной программе первоначально заданный слой (например траектория 27), используемого композиционного материала 14.
Для намотки любого последующего слоя (слоев) измеряют по координатным осям с циклическим характером движения в соответствии с требуемыми изменениями слоя и рисунка намотки расстояния между крайними точками намечаемой новой и первоначально заданной траекторий. Например Δ1 и Δ2 для слоя 16, сжимаемого по сравнению с первоначально заданным слоем 15, или + Δ1 и + Δ2 для слоя 17 (фиг. 1), растягиваемого по сравнению с первоначально заданным слоем 15, задают координаты базовой точки Zб, относительно которой в зависимости от требуемой последовательности слоев осуществляют растяжение или сжатие цикл-витка рисунка намотки (фиг. 1), а по координатным осям с нециклическим характером движения (фиг. 3) в зоне намотки единичной ленты слоя измеряют расстояние между конечными точками новой и первоначально заданной траекторий движения, например Δc по координате С для слоя с более отлогим углом намотки по сравнению с первоначально заданным слоем или + Δc для слоя с более крутым углом намотки по сравнению с первоначально заданным слоем, затем полученные значения, а также координатные значения крайних точек Zmax, Zmin, Cmax и Cminпервоначальной траектории движения исполнительного органа станка по корректируемым координатам через блок 19 оперативного задания параметpов и память 20 вводя в блок 21 интерполяции УЧПУ 1. На фиг. 1, фиг. 2, фиг. 4, фиг. 5, фиг. 6 циклический характер движения иллюстрируется координатной осью Z, на фиг. 3 нециклический характер движения иллюстрируется координатной осью С. В интерполяторе 21 задающие воздействия, выдаваемые в каждом такте интерполяции на блоки 22, 23, 24, 25, 26 формирования сигналов управления приводами 3, 7, 10. станка, по корректируемым координатным осям Х, Z, A, B с циклическим характером движения при намотке каждого цикл-витка слоя формируют и отрабатывают в соответствии со следующими выражениями системы (1)



 (1) где K1= 1+
(1) где K1= 1+  коэффициент растяжения-сжатия траектории движения исполнительного органа станка в зоне намотки единичного цикл-витка на участке Zi ≥Zб;
коэффициент растяжения-сжатия траектории движения исполнительного органа станка в зоне намотки единичного цикл-витка на участке Zi ≥Zб;
K2= 1+  коэффициент растяжения -сжатия траектории движения исполнительного органа станка в зоне намотки единичного цикл-витка на участке Zi <Zб;
коэффициент растяжения -сжатия траектории движения исполнительного органа станка в зоне намотки единичного цикл-витка на участке Zi <Zб;
Ziн значения координат в каждом такте интерполяции при намотке единичного цикл-витка по новой траектории движения исполнительного органа станка;
Zi значения координат в каждом такте интерполяции при намотке единичного цикл-витка по первоначальной траектории движения исполнительного органа станка;
i идентификатор последовательности тактов интерполяции;
Zб базовое значение координат;
± Δ1 и ± Δ2 расстояние между крайними точками новой и первоначальной траекторий движения у соответствующих торцев оправки в зоне намотки единичного цикл-витка, с плюсом при растяжении и с минусом при сжатии рисунка намотки;
Zmax и Zmin координаты крайних точек первоначальной траектории движения исполнительного органа в рабочей зоне станка при намотке единичного цикл-витка слоя, а по координатным осям типа С (фиг. 3) с нециклическим характером движения задающие воздействия в каждом такте интерполяции при намотке цикл-витка единичной ленты слоя формируют и отрабатывают в соответствии с выражением (2)
Ciн Cmin + (Ci Cmin)˙ K (2) где K 1+  коэффициент растяжения-сжатия траектории движения исполнительного органа станка в зоне намотки цикл-витка единичной ленты слоя;
коэффициент растяжения-сжатия траектории движения исполнительного органа станка в зоне намотки цикл-витка единичной ленты слоя;
Ciн значения координат в каждом такте интерполяции при намотке цикл-витка единичной ленты слоя по новой траектории движения исполнительного органа станка;
Ci значения координат в каждом такте интерполяции при намотке цикл-витка единичной ленты слоя по первоначально заданной траектории движения исполнительного органа станка;
Cmax и Cmin координаты крайних точек первоначальной траектории движения исполнительного органа станка в зоне намотки цикл-витка единичной ленты слоя;
± Δc- расстояние между последними точками новой и первоначально заданной траектории движения в зоне намотки цикл-витка единичной ленты слоя с плюсом при растяжении и минусом при сжатии рисунка намотки.
Растянутую или сжатую относительно базы Zб (фиг. 2) траекторию по циклической координате и относительно Cmin (фиг. 3) по нециклической координате отрабатывают приводами станка в зависимости от технологических удобств размерами в приращениях (G91) или абсолютными размерами (G90) с началом отсчета от исходной точки Ou (фиг. 1, фиг. 4) или от любой другой точки стационарного или плавающего нуля. При этом при подходе к циклической части новой траектории намотки последующего слоя и отходе от нее задающие воздействия, выдаваемые из блока 21 интерполяции на блоки 22, 23, 24, 25, 26 формирования сигналов управления приводами 10, 7, 3 и т. д. формируют и отрабатывают в соответствии со следующими выражениями системы (3).

 (3)
(3)
где Zвн значение координаты входа в цикл-виток новой траектории намотки последующего слоя;
Zвн значение координаты входа в цикл-виток первоначальной траектории;
Zоп значение координаты отхода от цикл-витка первоначальной траектории;
Zон значение координаты отхода от цикл-витка новой траектории;
Zб базовое значение координат;
± Δ1 и ± Δ2 расстояние между крайними точками новой и первоначальной траекторий движения у соответствующих торцев оправки в зоне намотки единичного цикл-витка, с плюсом при растяжении и с минусом при сжатии рисунка намотки;
Zmax и Zmin координаты крайних точек первоначальной траектории движения исполнительного органа в рабочей зоне станка при намотке единичного цикл-витка слоя.
Значения координат входа (и отхода) в цикл-виток до базовой точки в соответствии с первым выражением системы (3) показаны на фиг. 1 и фиг. 5, значения координат входа (и отхода) в цикл-виток за базовой точкой в соответствии со вторым выражением системы (3) показаны на фиг. 4, значения координат входа (и отхода) в базовую точку в соответствии с третьим выражением системы (3) очевидны и чертежами не иллюстрируются.
В рассматриваемом способе намотки многослойной оболочки (фиг. 1, фиг. 2, фиг. 4) значения поправок Δi траектории у правого торца оправки не зависимы от значений поправок Δj траектории у левого торца. Эти поправки на последующий слой вводятся в блок 19 УЧПУ отдельно для правого и левого торца, в том числе и когда эти поправки одинаковы.
Формирование последовательности симметрично растягиваемых слоев 36, 37, 38 при намотке "под цапфу" многослойной оболочки растяжением первоначально заданной первой траектории и программы намотки относительно базовой координаты Zб, расположенной посередине симметричного изделия с введением в блок 19 оперативного задания параметров поправок + Δ1 + Δ2 (у правого и левого торцев) иллюстрируется фиг. 5 и фиг. 6. Сущность рассматриваемого способа как процесса не зависит от конструктивных схем станков, например с вращаемой оправкой (типа НК), показанных на чертежах, или с невращаемой оправкой и вращаемыми раскладчиками (типа НЛ), не показанных на чертежах.
П р и м е р 1. Выполнена многослойная намотка под штуцер защитно-несущего покрытия на цилиндрическую оправку со сферическими днищами.
1. Длина оправки Z 1634 мм.
2. Диаметр цилиндра 502 мм.
3. Длина цилиндра Zцил 1132 мм.
4. Оправка с двумя штуцерами диаметром 81 мм, расположенными осесимметрично в днищах.
5. Вид наматываемого материала препрег на основе стеклянных волокон.
6. Ширина препрега l 10 мм.
7. Количество слоев b 4.
8. Количество лент (цикл-витков) в слое Н 154.
9. Коэффициент перекрытия Р 0.
10. Заходность рисунка намотки m 1.
11. Расположение базовой точки Zб относительного изменения траектории симметричное на середине оправки.
12. Угол намотки первоначального слоя α1 9о20I.
13. Вид воздействия на траекторию растяжение.
14. Величины поправок на второй слой.
у правого торца Δ правая + 3,3 мм.
у левого торца Δ левая + 3,3 мм.
15. Величины поправок на третий слой
у правого торца Δ правая + 6,7 мм,
у левого торца Δ левая + 6,7 мм.
16. Величины поправок на четвертый слой
у правого торца Δ правая + 10,2 мм,
у левого торца Δ левая + 10,2 мм.
17. Угол намотки последнего слоя αu9о10I.
П р и м е р 2. Выполнена многослойная намотка под штуцер на оправку сферического баллона высокого давления.
1. Диаметр450 мм.
2. Оправка с двумя штуцерами диаметром 32 мм, расположенными осесимметрично в днищах.
3. Вид наматываемого материала препрег на основе углеродных волокон.
4. Ширина препрега l 7 мм.
5. Количество слоев b 3.
6. Количество лент (цикл-витков) в слое Н 202.
7. Коэффициент перекрытия Р 0.
8. Заходность m 1.
9. Расположение базовой точки Zб относительного изменения траектории симметричное на середине размера оправки.
10. Угол намотки первоначального слоя α1 4о6I.
11. Вид воздействия на траекторию растяжение.
12. Величины поправок на второй слой
у правого торца Δ правая + 1,4 мм,
у левого торца Δ левая + 1,4 мм.
13. Величины поправок на второй слой
у правого торца Δ правая + 2,9 мм,
у левого торца Δ левая + 2,9 мм.
14. Угол намотки последнего слоя α34о3I.
Преимуществом описанного способа является то, что для получения многослойной оболочки, например при намотке "под цапфу" или при плотном прижатии слоев оболочки к фланцу, не требуется предварительной разработки и трудоемкой отладки комплекта управляющих программ, а требуется разработка только одной управляющей программы намотки цикл-витка первоначального слоя, а дальнейшие изменения траектории движения исполнительных органов станка в связи с изменениями размеров и формы оправки при наборе последующих слоев осуществляют непосредственно на оправке на станке с устройством числового программного управления после ввода через блок задания параметров в интерполирующее устройство УЧПУ непосредственно измеренных оперативных корректирующих поправок, что исключает длительные отладки, уменьшает трудоемкость, повышает производительность и качество изделий, особенно в опытном и мелкосерийном производстве.
В тех случаях, когда рисунки намотки отличаются значительно и на каждый рисунок требуются свои принципиально отличные траектории и управляющие программы, этот способ эффективен при отладке слоя под требуемые точные параметры, стыковке слоя с фланцами, цапфами и т. п.
В серийном производстве преимуществом предлагаемого способа является возможность коррекции программ по фактическим отклонениям оправок и отклонениям по ширине наматываемых лент-препрегов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АДАПТИВНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НАМОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2287430C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАМОТКОЙ СЛОИСТЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И НАМОТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054358C1 |
| Устройство для управления процессом намотки | 1986 |
|
SU1390618A1 |
| Станок для намотки шаровых изделий | 1980 |
|
SU996308A1 |
| СТАНОК ДЛЯ НАМОТКИ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2336168C2 |
| Устройство для определения геометрических погрешностей траектории движения стола фрезерных станков с ЧПУ | 2016 |
|
RU2641939C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
RU2017626C1 |
| Устройство для интерполяции и кусочно- линейной аппроксимации | 1977 |
|
SU734709A1 |
| Цифровой линейный интерполятор | 1986 |
|
SU1310779A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ НЕПРЕРЫВНОЙ НАМОТКИ | 1995 |
|
RU2089444C1 |
Использование: изобретение относится к технологии производства изделий из композиционных материалов методом намотки. Сущность изобретения: измеряют по координатам расстояния между крайними точками новой и первоначальной траекторий движения исполнительного органа станка, задают координаты базовой точки (Zб), относительно которой осуществляют растяжение или сжатие цикл-витка рисунка намотки, а по координатным осям с нециклическим характером движения в зоне намотки единичной ленты слоя измеряют расстояние между конечными точками намечаемой новой и первоначальной траекторий движения, затем полученные значения, а также координатные значения крайних точек первоначальной траектории движения вводят в интерполятор, где в соответствии с этими поправками вырабатывают новые траектории движения. 6 ил.
СПОСОБ НАМОТКИ МНОГОСЛОЙНЫХ ОБОЛОЧЕК, по которому исходя из геометрических характеристик оправки и заданного рисунка намотки определяют координатные точки траектории движения исполнительного органа намоточного станка, формируют программу устройства числового программного управления, в соответствии с которой, вырабатывая задающие сигналы управления приводами по координатным осям, наматывают на оправку слой используемого композиционного материала, затем для каждого последующего слоя в соответствии с изменяющимися по мере намотки размерами оправки определяют новые координатные точки траектории движения исполнительного органа, формируют новые программы устройства числового программного управления, в соответствии с которыми, вырабатывая задающие сигналы управления приводами по координатным осям, наматывают на оправку последующие слои, отличающийся тем, что для последующего слоя измеряют по координатным осям с циклическим характером движения в соответствии с требуемыми изменениями рисунка намотки расстояния между крайними точками намечаемой новой и первоначальной траекториями движения исполнительного органа станка, задают координаты Zб базовой точки, относительно которой осуществляют растяжение или сжатие цикл-витка рисунка намотки, а по координатным осям с нециклическим характером движения в зоне намотки единичной ленты слоя измеряют расстояние между конечными точками намечаемой новой и первоначальной траекториями движения, затем полученные значения, а также координатные значения крайних точек первоначальной траектории движения исполнительного органа станка по корректируемым координатам через блок оперативного задания параметров вводят в блок интерполяции устройства числового программного управления, а задающие воздействия, выдаваемые в каждом такте интерполяции из блока интерполяции на блоки формирования сигналов управления приводами станка по координатным осям с циклическим характером движения при намотке каждого цикл-витка слоя, формируют и отрабатывают в соответствии со следующими выражениями:

 коэффициент растяжения-сжатия траектории движения исполнительного органа в зоне намотки единичного цикл-витка на участке Zi ≥ Zб;
коэффициент растяжения-сжатия траектории движения исполнительного органа в зоне намотки единичного цикл-витка на участке Zi ≥ Zб; коэффициент растяжения-сжатия траектории движения исполнительного органа станка в зоне намотки единичного цикл-витка на участке Zi < Zб;
коэффициент растяжения-сжатия траектории движения исполнительного органа станка в зоне намотки единичного цикл-витка на участке Zi < Zб; значения координат в каждом такте интерполяции при намотке единичного цикл-витка по новой траектории движения исполнительного органа станка;
значения координат в каждом такте интерполяции при намотке единичного цикл-витка по новой траектории движения исполнительного органа станка;
Li значения координат в каждом такте интерполяции при намотке единичного цикл-витка по первичной траектории движения исполнительного органа станка;
i идентификатор последовательности тактов интерполяции;
Lб базовое значение координат;
± Δ1 и ± Δ2 расстояние между крайними точками новой и первоначальной траекторий движения у соответствующих торцов оправки в зоне намотки единичного цикл-витка с плюсом при растяжении и с минусом при сжатии рисунка намотки;
Lmax и Lmin координаты крайних точек первоначальной траектории движения исполнительного органа в рабочей зоне станка при намотке единичного цикл-витка слоя,
а по координатным осям с нециклическим характером движения задающие воздействия в каждом такте интерполяции при намотке цикл-витка единичной ленты слоя формируют и отрабатывают в соответствии с выражением
 коэффициент растяжения-сжатия траектории движения исполнительного органа станка в зоне намотки цикл-витка единичной ленты слоя;
коэффициент растяжения-сжатия траектории движения исполнительного органа станка в зоне намотки цикл-витка единичной ленты слоя; значения координат в каждом такте интерполяции при намотке цикл-витка единичной ленты слоя по новой траектории движения исполнительного органа станка;
значения координат в каждом такте интерполяции при намотке цикл-витка единичной ленты слоя по новой траектории движения исполнительного органа станка;
Ci значения координат в каждом такте интерполяции при намотке цикл-витка единичной ленты слоя по первоначальной траектории движения исполнительного органа станка;
Cmax и Cmin координаты крайних точек первоначальной траектории движения исполнительного органа станка в зоне намотки цикл-витка единичной ленты слоя;
± Δc расстояние между последними точками новой и первоначальной траекторий движения в зоне намотки цикл-витка единичной ленты слоя с плюсом при растяжении и минусом при сжатии рисунка намотки;
при этом при подходе к циклической части новой траектории намотки последующего слоя и отходе от нее задающие воздействия, выдаваемые из блока интерполяции на блоки формирования сигналов управления приводами, формируют и отрабатывают в соответствии со следующими выражениями:
при Lб<Lв.п=Lо.п<Lmax;
Lв.н=Lо.н=Lв.п+
при Lmin<Lв.п=Lо.п<Lб;
Lв.н=Lв.п=Lо.н=Lо.п, при Lв.п=Lо.п=Lб,
где Zв.н значение координаты входа в цикл-виток новой траектории намотки последующего слоя;
Lв.п значение координат входа в цикл-виток первоначальной траектории;
Lо.п значение координаты отхода от цикл-витка первоначальной траектории;
Lо.н значение координаты отхода от цикл-витка новой траектории.
| Цыплаков О.Г | |||
| Научные основы технологии композиционно-волокнистых материалов, ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| изд | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
