(2.1) 4097107/24-24
(22) 28.07.86
(46) 23.04.88. Бнш. № 15
(72) В.Г.Жуковский, Н.Ф.Твердохлебов
и Е.А.Рабочий
(53)621.503.55(088.8)
(56)Патент ФРГ № 1629304,
кл. В 29 D 3/02, опублик. 1973.
Гусев А.П. и др. Групповое управ-- ление станками от ЦВМ. М.: Машиностроение, 1974, с. 149-154.
Патент США № 4145740, кл. G 06 F 15/46, опублик. 1979.
(54)УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ НАМОТКИ
(57)Изобретение относится к автоматике и вычислительной технике и может быть использовано в качестве гибкого производственного модуля при изготовлении изделий из композиционных материалов методом намотки. Целью изобретения является расширение функциональных возможностей устройства за
счет обеспечения оперативной подготовки и замены программ намотки непосредственно при изготовлении изделий, имеющих форму трубы кли кокона с симметричными днищами и равнополюс- ными отверстиями в днищах. Устройство содержит пульт задания программы, мультиплексор, демультиплексор, управляющий вычислительный блок, а также по числу управляемых координат преобразователи код - напряжение, усилители, двигатели, исполнительные органы, датчики положения, регистры параметров станка, изделия, намотки, блок деления, элемент задержки, щесть вычислительных блоков, сумматор, элемент И и восемь регистров хранения кадров. Введение в устройство для управления процессом намотки блоков и связей позволяет оперативно готовить и заменять программу намотки без остановки процесса намот ки, что расширяет функциональные возможности устройства. 17 ил.
Ш
(Л
ее со
о
О5 00
Изобретение относится к автомап гке и вычислительной технике и может быть использовано в качестве гибкого производственного модуля при изготовле- НИИ изделий из композш.1; 1онных материалов методом намотки,
Цель изобретения - р)асширение функциональных возможностей устройства путем обеспечения оперативной подго- товки и замены программ намотки непосредственно при изготовлении изделий, имеющих форму трубы или кокона с симметричными днищами и равнополюсньми отверстиями в днищах
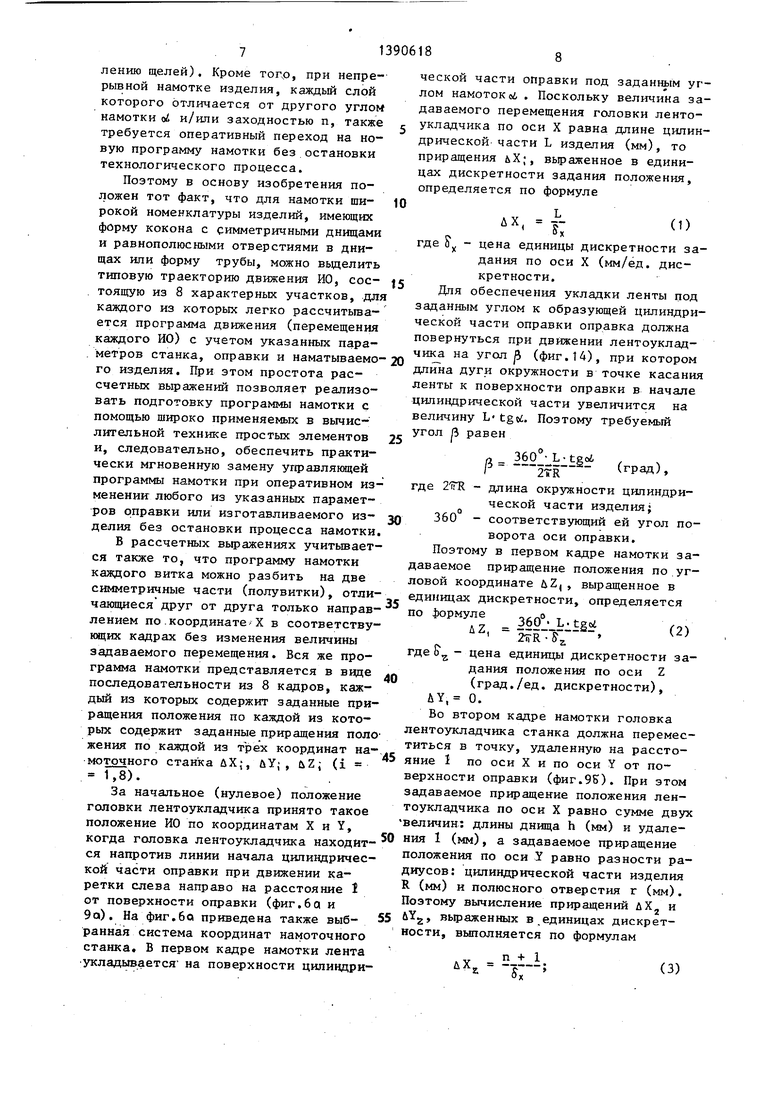
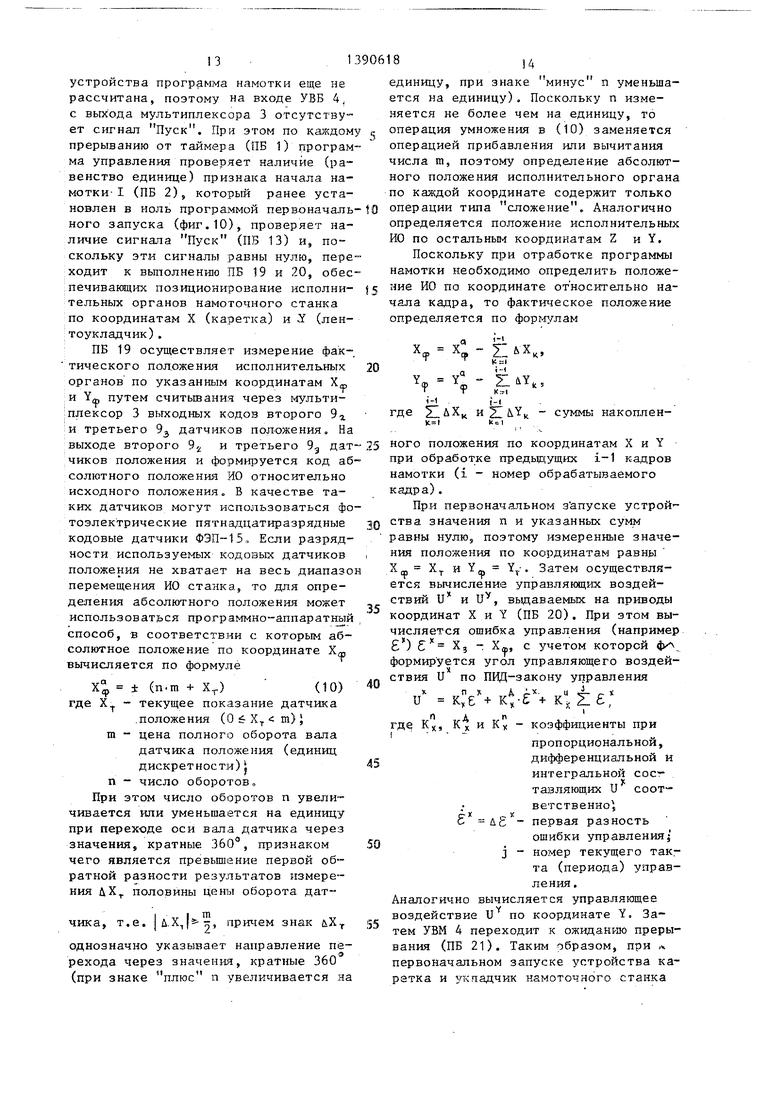
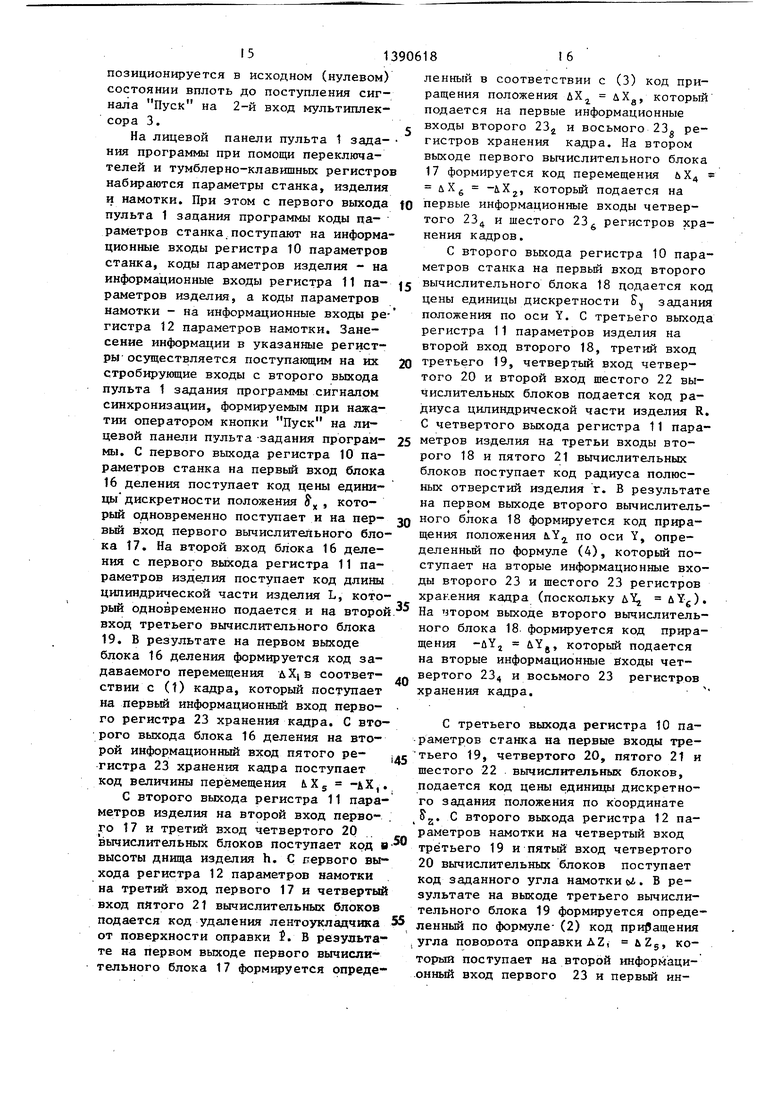
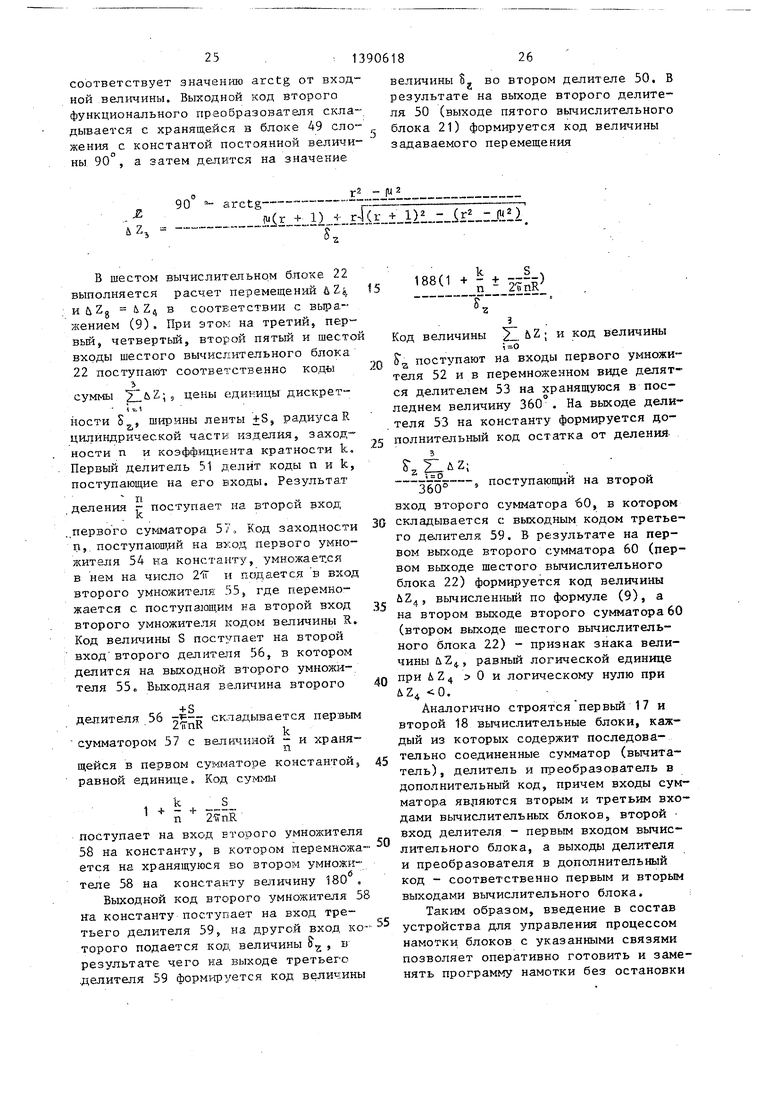
На фиг.1 приведена структурная схема устройства для; управления процессом намотки; на фиг.2-5 - примеры выполнения третьего., четвертого, пятого и шестого выч:ислительнь х блрков соответственно; на фиг,6 - обобщенная конструкция намоточного станка , на фиг,7 - типовая форма наматываемого изделия; на фиг,8 .- пример, толсто-стенного изделия-, на фиг,9 - типовая траектория движения исполнительньк органов намоточного станка относительно наматываемого изделия; на фиг,10 и 11 - алгоритмы программы начального пуска и программы управле- ния процессом намотки устройства; на фиг,12 - пример вьшолнения мультиплексора; на фиг,13 - функциональная схема демультиплексора;, на фиг, 14- 17 - схемы, поясняющие вывод расчетных соотношений.
Устройство для управления процессом .намотки содержит (фиг , 1) пульт 1 задания программы., демультиплексор 2, мультиплексор 3, управляющий вычис- лительный блок (УВБ) 4 по числу управляемых координат трехкоординатного намоточного станка, первый преобра- зователь 5, код - напряжение, первый усилитель 6, , первый двигатель 1 ., первый исполнительный орган 8 , первый датчик 9, положения, второй преобразователь 5, код - напряжение, второй усилитель 6 ,, второй двигатель 7 , второй-исполнительный орган 8,,, второй датчик 9 положения, третий преобразователь 5j код - напряжение, третий усилитель 6, третий двигатель 7з , третий исполнительный орган 8,, третий датчик 9j положения, ре
гистр -10 параметров станка, регистр 11 параметров изделия, регистр 12 параметров намотки, элемент 13 задержки, сумматор 14, элемент И 15, блок
0 S
0 5 у
д ,
5
3
16 деления, первый 17, второй 18j третий 19, четвертый 20, пятый 21 и шестой 22 вычислительные блоки, а также первый 23, второй 23, третий 23j5 четвертый 23,, э пятый 23;, шестой 23, седьмой 23, и восьмой 23 регистры хранения кадров, В качестве УВБ 4 может быть использована любая электронно-вычислительная машина, например Электроника - 60
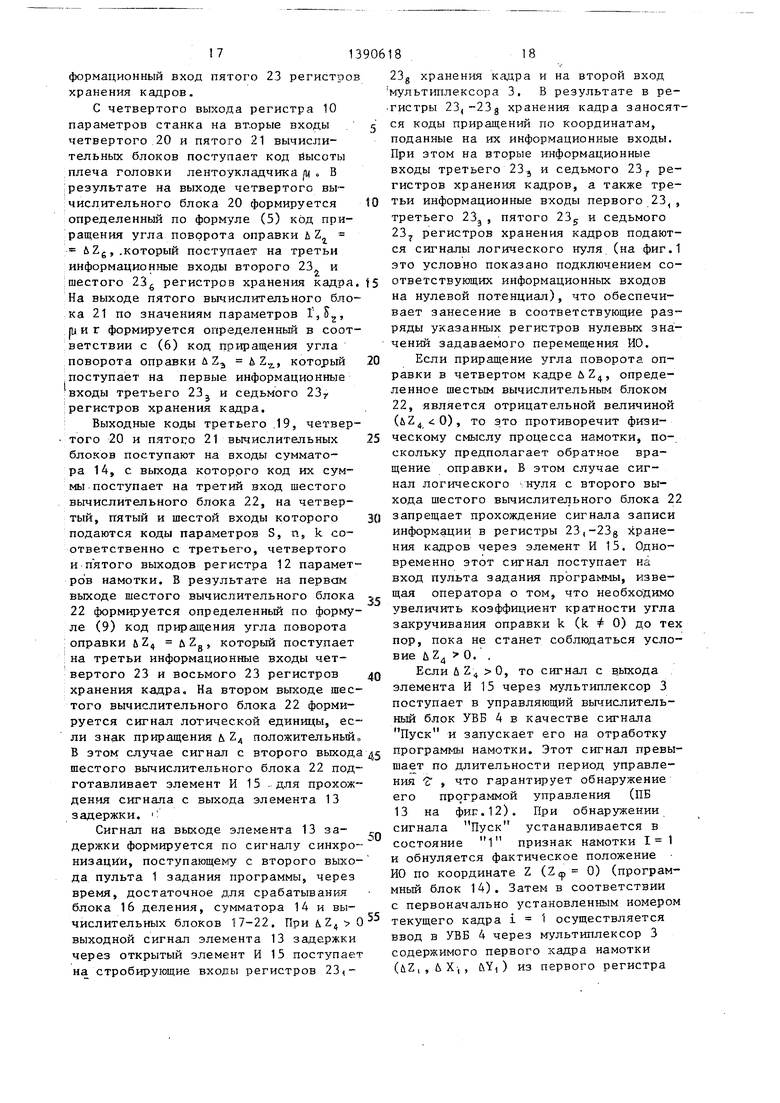
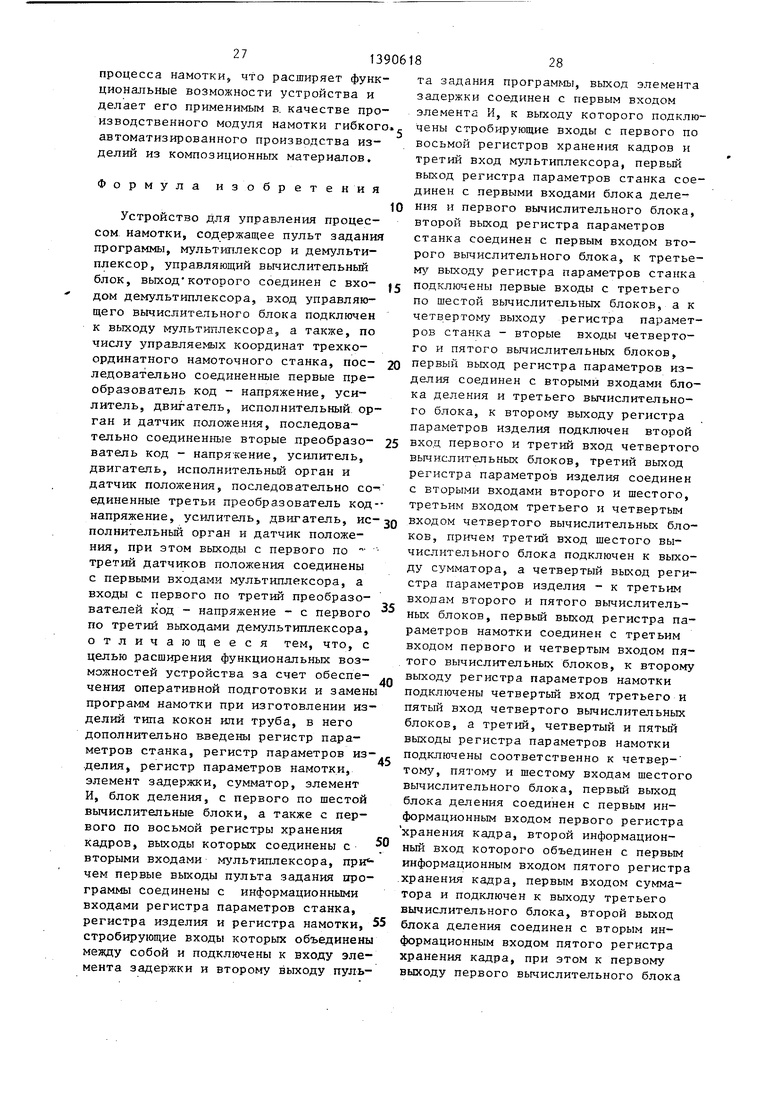
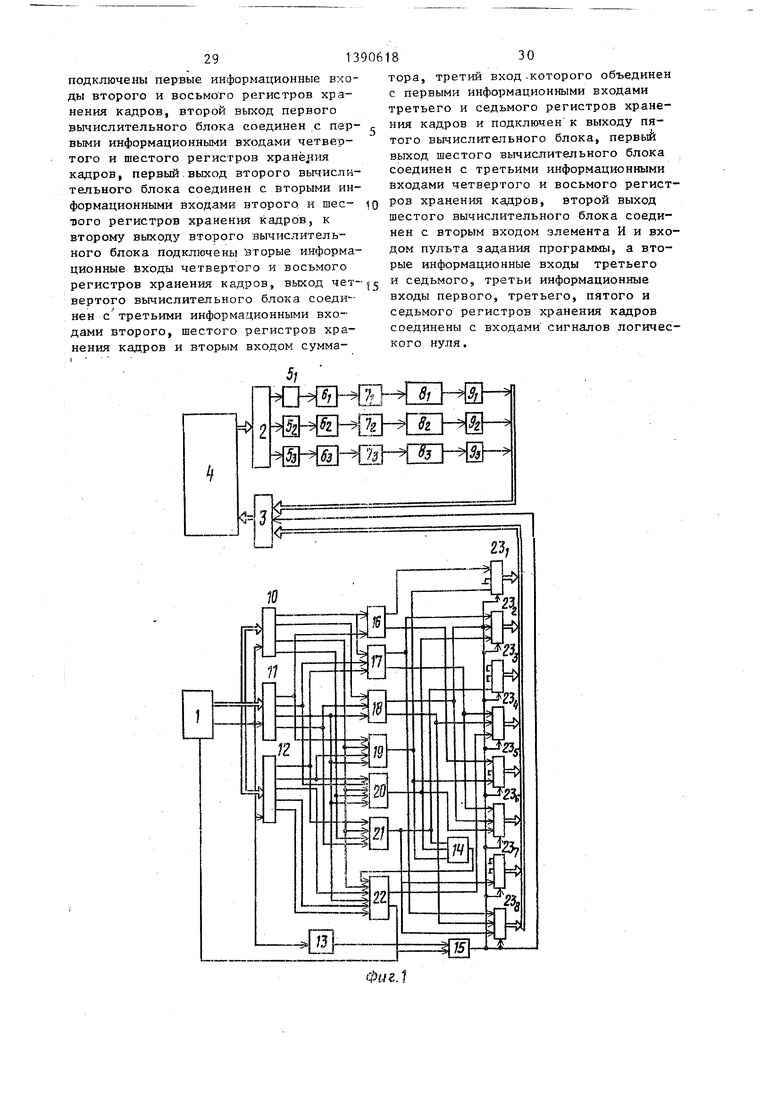
Третий вьтислительный блок 19 (фиг, 2) содерх :ит функциональные преобразователь 24 и последовательно соединенные умножитель 25 на константу,, умножитель 26„ первый 27 и второй 28 делители, причем вход умножителя 25 на константу является вторым входом третьего вычислительного блока 19, второй вход второго делителя 28 явля етЬя первым входом; а выход - выходом третьего вьгчислител:(ьного блока 19, вход функционального преобразователя 24 является четвертым входом третьего вычислительного блока 19, а выход функционального преобразователя 24 связан с вторым входом умножителя 26, второй вход первого делителя 27 является третьим входом третьего вычислительного блока 19. ,
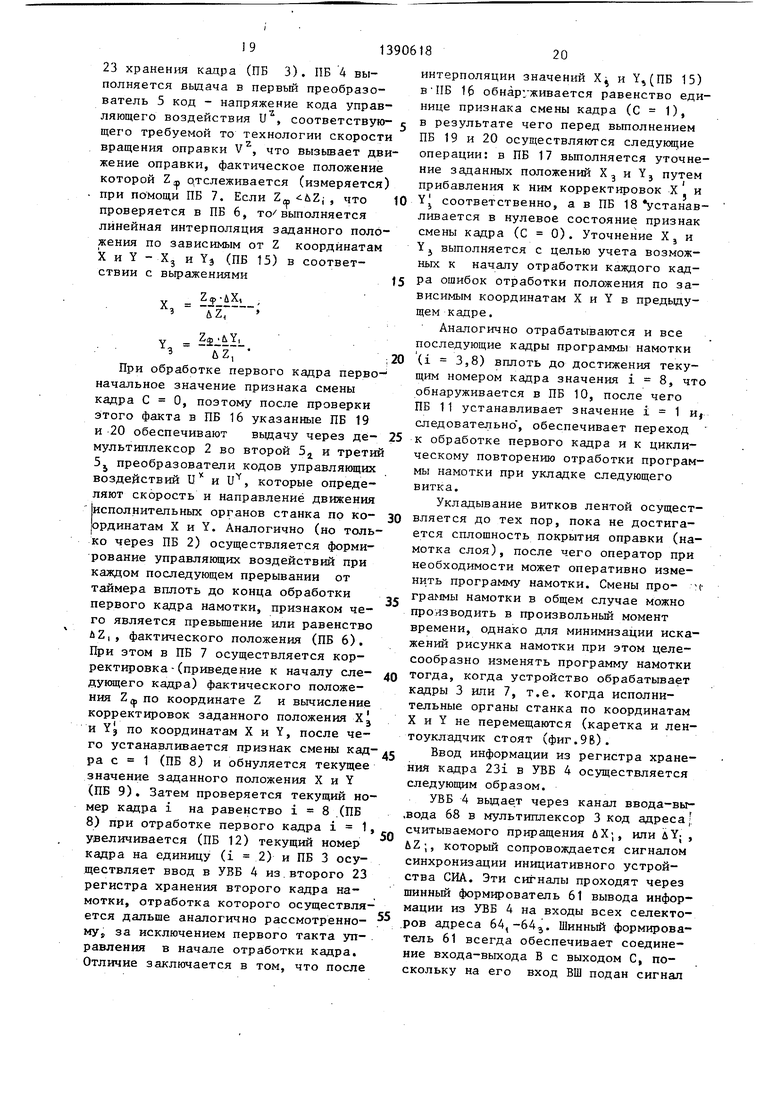
Четвертый вычислительный блок 20 (фиг.3) содержит последовательно .соединенные, первый делитель 29 и первьм функциональный преобразователь 30, а также последовательно соединенные второй функциональный преобразователь 31, умножитель 32, умножитель 33 на постоянный коэффициент, второй делитель 34, сумматор 35 и третий делитель 36, выход которого является выходом четвертого вьтислительного блока 20, причем вход второго функционального преобразователя 31 является пятым входом четвертого вычислительного блока 20, второй вход второго умножителя 32 - третьт-i входом четвертого вычислительного блока 20, выход первого функцион.ального преобразователя 30 связан с вторым входом сумматора 35, второй вход третьего делителя 36 являетс.я первым входом четвертого вычислительного блока 20, первый вход первого делителя 29 является вторым входом четвертого вычислительного блока 20, а второй вход первого делителя 29 соединен с вторым входом второго делителя 34 и является четвертым входом четвертого вычислительного блока 20,
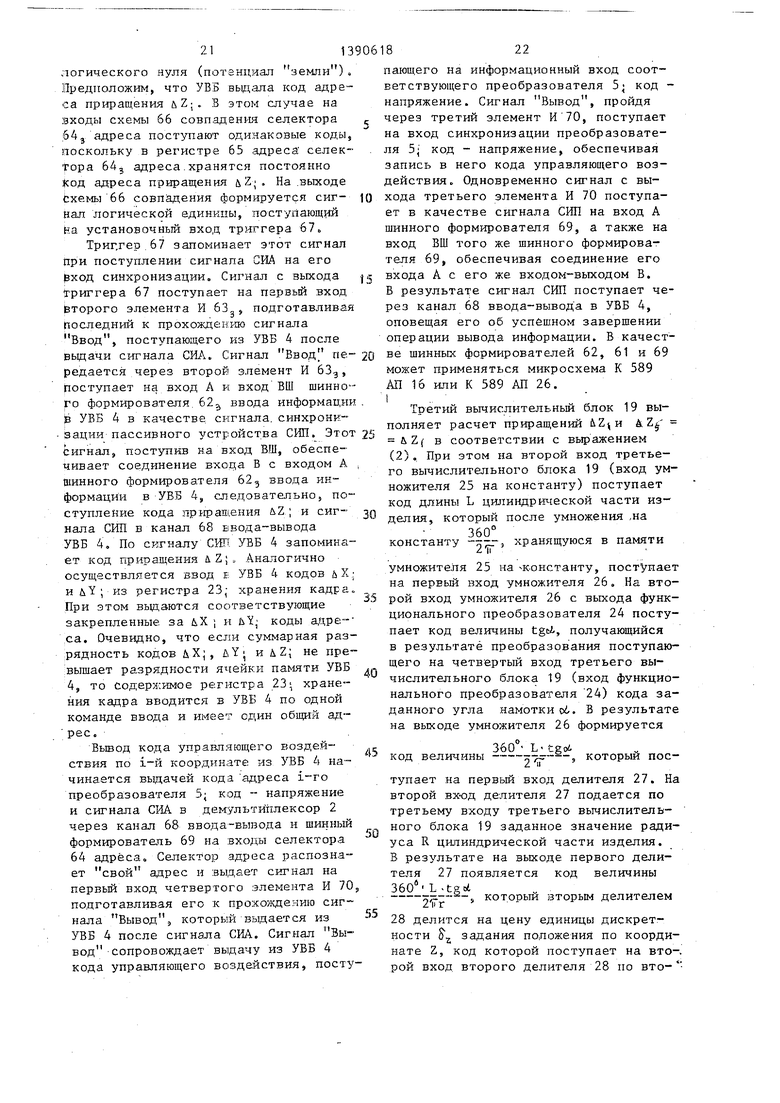
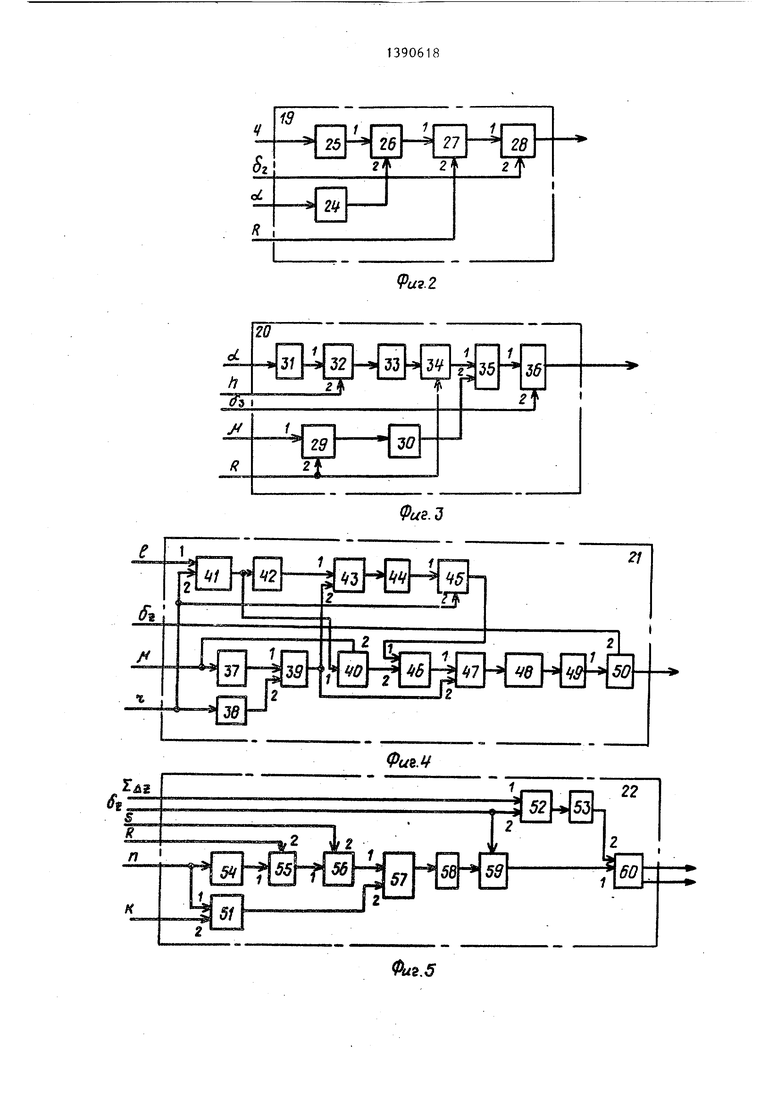
Пятый вычислительный блок 21 (фиг.4) содержит первый 37 и второй 38 квадратор, первый сумматор 39, первый умножитель 40 и последе- вательно соединенные второй сумматор 41, третий квадратор 42, третий сумматор 43, первьй функциональный преобразователь 44, второй умножитель 45, четвертый сумматор 46, первый делитель 47, второй функциональный преобразователь 48, блок 49 сложения с константой и второй делитель 50, выход которого является выходом пятого вычислительного блока 21, причем выходы первого 37 -и второго 38 квадраторов подключены к входам первого сумматора 39, выход которого соединен с вторыми входами третьего сумматора 43 и первого делителя 47, первьй вход первого умножителя 40 подключен к выходу второго сумматора 41, а выкод - к BTopor-iy входу четвертого сумматора 46, первый вход второго сумматора 41 является четвертым входом пятого вычислительного блока 21, второй вход второго делителя 50 - первым входом пятого вычислительного блока 21, вход первого квадратора 37 соединен с вторьш входом первого ум- ножителя 40 и является вторым входом вычислительного блока 21, вход второго квадратора 38 связан с вторыми входами второго сумматора 41 и второго умножителя 45 и является третьим входом вычислительного блока 21.
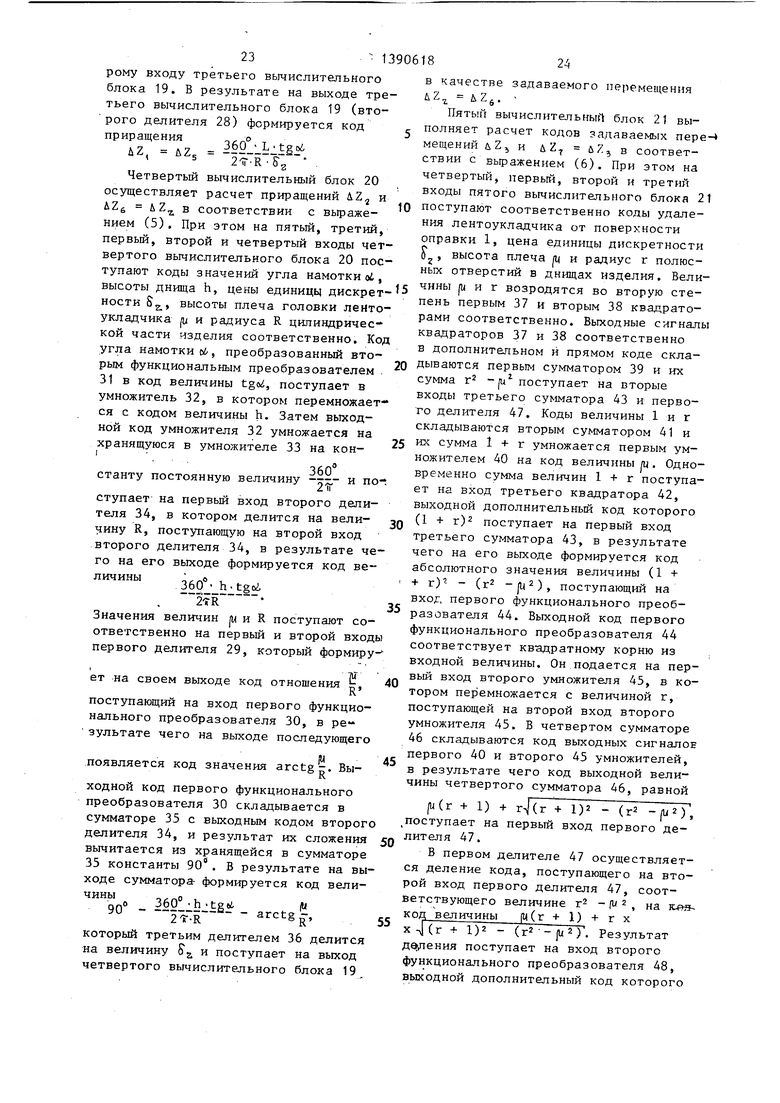
Шестой вычислительный блок 22 содержит (фиг.5) первый делитель 51, первый умножитель 52, к выходу которого подключен вход делителя 53 на константу, и последовательно соединенные первый умножитель 54 на константу, второй умножитель 55, второй делитель 56, первьш сумматор 57, вто- рой умножитель 58 на константу, тре- тий делитель 59 и второй сумматор 60, второй вход которого подключен к выходу делителя 53 на константу, а выходы являются соответственно первым и вторым выходами шестого вычисли- тельного блока 22, причем первый и второй входы первого умножителя 52 ЯВ.ПЯЮТСЯ третьим и первым входами шестого вычислительного блока 22, второй вход третьего делителя 59 связан с вторым входом первого умножителя 52, второй вход первого сумматора 57 подключен к выходу первого де- лителя 51, первый вход которого объе
Q 0 5 о
л 5
5
дивен с входом первого умножителя 54 на константу, а второй вход второго делителя 56, второй вход второго умножителя 55, вход первого умножителя 54 на константу и второй вход первого делителя 51 являются соответственно четвертым, вторым, пятым и шестым входами шестого вычислительного блока 22, - Функциональная схема мультиплексора 3, обеспечивающая ввод информации в УВБ 4 из одного регистра 23 хранения кадра, имеет вид, приведенный на фиг.12, для случая, когда задаваемое в кадре перемещение по каждой координате не превышает емкости одной ячейки памяти (слова) УЪБ 4. Поэтому часть мультиплексора 3, обеспечивающая ввод в УВБ 4 трехслойной информации с выхода регистра 23; хранения кадра, содержит (фиг.12) шинный формирователь 61 вывода информации из УВБ 4 и по числу координат намоточного станка шинные формирователи 62j- 62 ввода информации и УВБ 4, входы А которых подключены к соответствующим выходам регистра 23; хранения кадра, вторые элементы И 63,-63, выходы каждого из которых связаны с входолМ А и входом выбора шины (ВШ) соотвествующего шинного формирователя 62-ввода информации в УВБ 4, и селекторы 64,-64j адреса, каждый из которых включает в себя последовательно соединенные регистр 65 адреса, схему 66 совпадения и триггер 67, прргчем выход каждого триггера 67 соединен с первым входом соответствующего второго элемента И 63, входы-выходы В всех шинных формирователей 61 и 62 подключены к каналу ввода-вывода УВБ 68, входы выбора кристалла (ВК) всех формирователей объединены и подключены к источнику сигнала логической единицы, выход С шинного формирователя 61 вывода информации из УВБ 4 соединен с вторыми входами .всех схем 66 совпадения, вторые входы вторых элементов И 63 объединены и подключены к выходу С шинного формирователя 61 вывода информации из УВБ 4, а вторые входы синхронизации триггеров 67 объединены и подключены также к выходу С шинного формирователя 61 вывода информации из УВБ 4.
Идентичное построение имеет часть мультиплексора 3, обеспечивающая ввод информации с выходов первого 9 , вто
513
рого 9j и третьего 9 кодовых датчиков положения исполнительных органов 8,-8j намоточного станка. При этом за каждым датчиком 9,-9, положения закрепляется свой адрес выборки.
Для выдачи управляющих воздействий из УВБ 4 на вход кахщого преобразователя 5,-5, код - напряжения может использоваться часть демультиилексора 2, функциональная схема которой приведена на фиг 613, Эта часть включает в себя, последовательно соединенные шинный формирователь 69, селектор 64 адреса и третий злемент И 70 которого соединен с входом синхронн-- зации записи преобразователя 5; (Д 1-3) код - напряженкщ и входами А и ВШ шинного формщ)ователя 69, причем вход-выход В шинного формирователя 69 подключен к каналу ввода-вывода 68 УББ 4, вход ВК шинного формирователя 69 посажен на потенциал логической единицы, а информационный вход преобразователя 5 код напряжение и вторые входы селектор 1 64 адреса и третьего элемента И 70 подключены к выходу С шинного формирователя 69.
Сущность изобретения заключается в следующем.
Программная траектория движения исполнительных органов (ИО) намоточного станка, обеспечивающая намотку изделия требуемой конфигурации, оп- ределяется конструкцией станка (пара™ метрами его констр;;гктивньгх элементов) параметрами изделия (оправки) и параметрами намотки изделия,
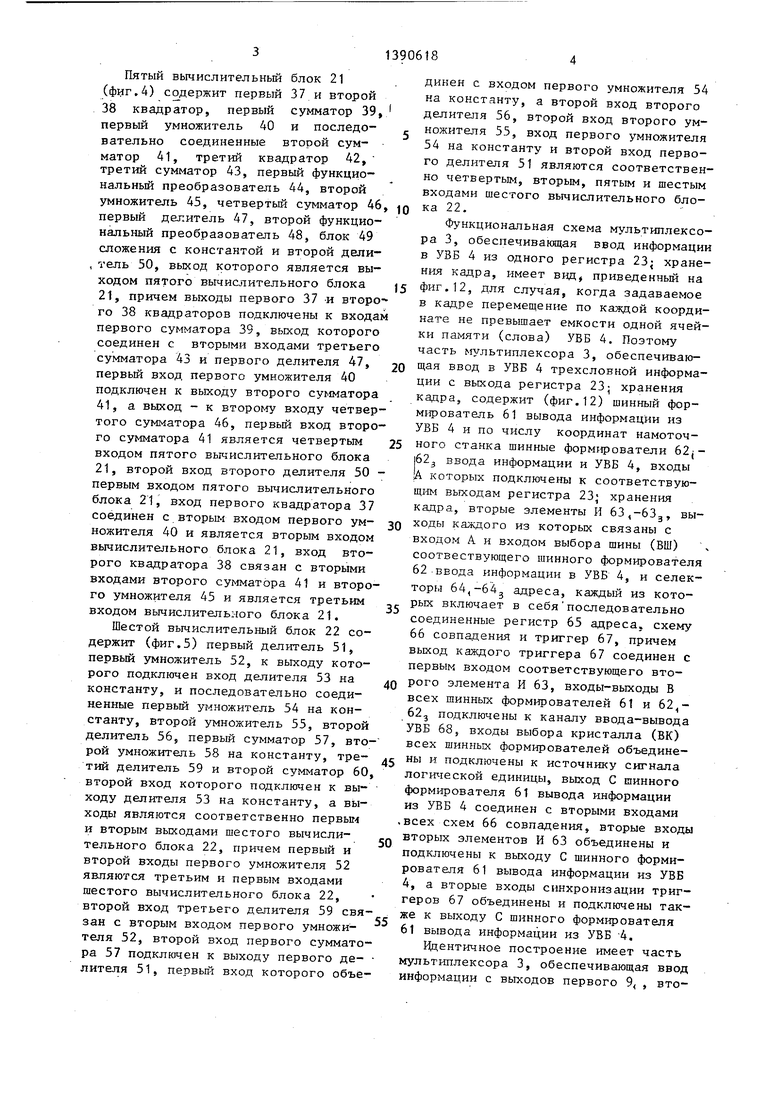
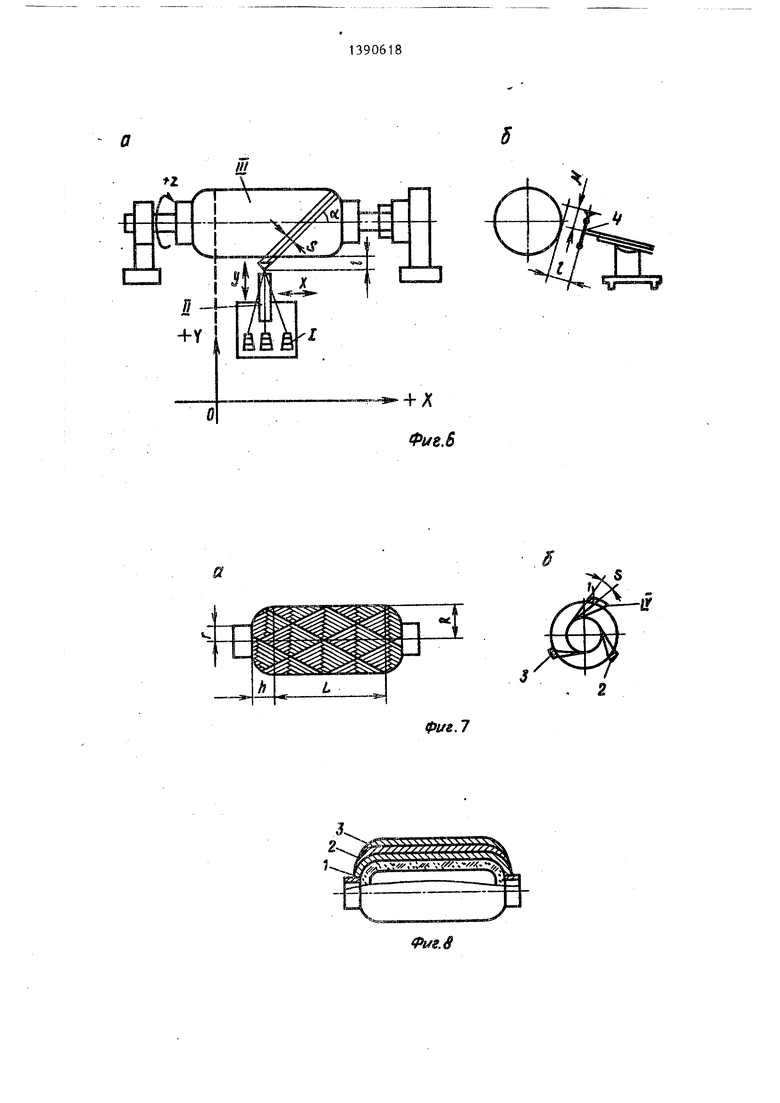
Больщинство намоточных станков ., имеют конструкцию трехкоординатного станка токарного типа (фиг.6), у которых оправка III вращается вокруг оси, закрепленной на двух опорах (координата Z), а каретка I и лентоук- ладчик II (фиг.6а) условно повернуты. вокруг оси оправки на 90 и могут перемещаться соответственно параллельно (координата X) и перпендикулярно (координата У) оси Ъправки. Линия перемещения лентоукладчика направлена к центру оправки (фиг.бЗ) а раскладьшающая головка лентоукладчика, через которую пропускаются нити (жгуты) армирующего материала, имеет высоту плеча р относительно линии движения лентоукладчика. Для приведенной на фиг. 6 обобщенной конструкции параметрами намоточного станка, определяющими траекторию движения ИОд
6
5
0
5
с
0
являются высота плеча головки лентоукладчика р и цены единиц дискретности задания и измерения положения по координатам Sy ,SK ,5 ,
Параметрами изделия (оправки) для изделия типа кокон с симметричными днищами и равнополюсными. отверстиями являются (фиг.7а) длина цилиндрической части L, радиус цилиндрической части R, высота днища h и радиус полюсных отверстий г. Очевидно, что при h О и R г форма оправки, соответствует намотке трубы.
Параметрами намотки изделия являются удаление лентоукладчика от поверхности оправки 1, угол намотки oi между образующей цилиндрической части изделия и наматьшаемой лентой (фиг.бсО, ширина наматываемой ленты S (фиг.6а и 75), заходность п и коэффициент k кратности увеличения угла закручива- 1ия оправки на каждом витке, Заход- JHocTb п (фиг.Уб) определяет число Щитков, после намотки которых лента . рачнет укладьшаться рядом с первона- l anbHo намотанной с опережением (при знаке плюс у параметра S) или с отставанием (при знаке минус у параметра S)о Коэффициент k кратности
5
0
0
5
показывает, на сколько углов, кратных
ЗбО
-г-3 увеличивае.тся угол поворота
Lt
(закручивания) оправки на каждом полувитке. На фиг.7 показана укладка ленты на поверхности оправки при п 3, k 1 и +S.
Варьирование указанными параметрами изделия и намотки изделия определяет широкий спектр типоразмеров изделия типа кокон и труба, отличающихся физико-механическими характеристиками. Существующая практика подготовки управляющих программ намотки ориентирована на расчет архива про- грамм намотки на отдельной ЭВМ, отдельно к,аждого изделия и отдельно по мере увеличения толщины наматываемого изделия. Так, например, для приведенного на фиг.8 толстостенного .изделия необходимо намотать 3 зоны по разным ттрограммам намотки и при намотке каждой зоны требуется оперативно заменять программу намотки при утолщении изделия, поскольку увеличение первоначального диаметра обматываемой поверхности приводит к нарушеншо сплошности покрытия (появ10
лению щелей), Кроме топр, при непрерывной намотке изделия, каждьй слой которого отличается от другого углом намотки ni и/или заходностью п, также требуется оперативный переход на новую программу намотки без остановки технологического процесса.
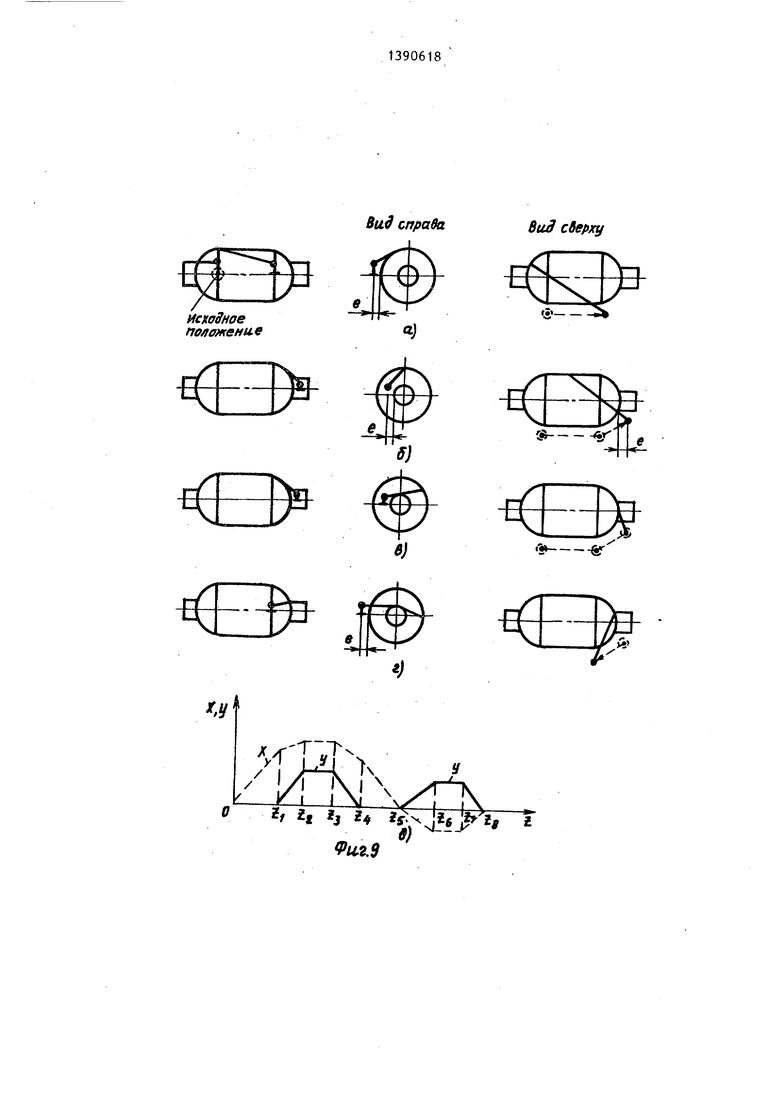
Поэтому в основу изобретения положен тот факт, что для намотки широкой номенклатуры изделий, имеющих форму кокона с симметричными днищами и разнополюсными отверстиями в днищах шти форму трубы, можно вьзделить типовую траекторию движения ИО, сое- 15
тоящую из 8 характерных участков, для каждого из которых легко рассчитьгаа- ется программа движения (перемещения каждого ИО) с учетом указанных параметров станка, оправки и наматываемо- 20 го изделия. При этом простота рас- счетных выражений позволяет реализовать подготовку программы намотки с помощью широко применяемых в вычислительной технике простых элементов
25
и, следовательно, обеспечить практи-
,
чески мгновенную замену угфавлякидей программы намотки при оперативном из- мененик любого из указанных параметров оправки или изготавливаемого из- делия без остановки процесса намотки.
В рассчетных выражениях учитьшает- ся также то, что программу намотки каждого витка можно разбить на две симметричные части (полувитки), отличающиеся друг от друга только направ лением по.координате- X в соответствующих кадрах без изменения величины задаваемого перемещения. Вся же программа намотки представляется в ввде последовательности из 8 кадров, каждый из которых содержит заданные приращения положения по каждой из которых содержит заданные приращения положения по кажцой из трех координат намоточного станка АХ,-, uY; , bZj (i 1,8).
За начальное (нулевое) положение головки лентоукладчика принято такое положение ИО по координатам X и Y, когда головка лентоукладчика находит ся напротив линии начала цилиндрической части оправки при движении каретки слева направо на расстояние 1 от поверхности оправки (фиг.6а и 9а). На фиг.6о приведена также выбранная система координат намоточного станка. В первом кадре намотки лента укладывается на поверхности цилиндри
ческой части оправки под заданным углом намотокai . Поскольку величина задаваемого перемещения головки ленто- укладчика по оси X равна длине цилиндрической части L изделия (мм), то приращения лХ;, вьфаженное в единицах дискретности задания положения, определяется по формуле
10
15
20
ЛХ,
L
s;
(О
25
35
JQ
Q,
где S j( - цена единицы дискретности задания по оси X (мм/ёд. дискретности.
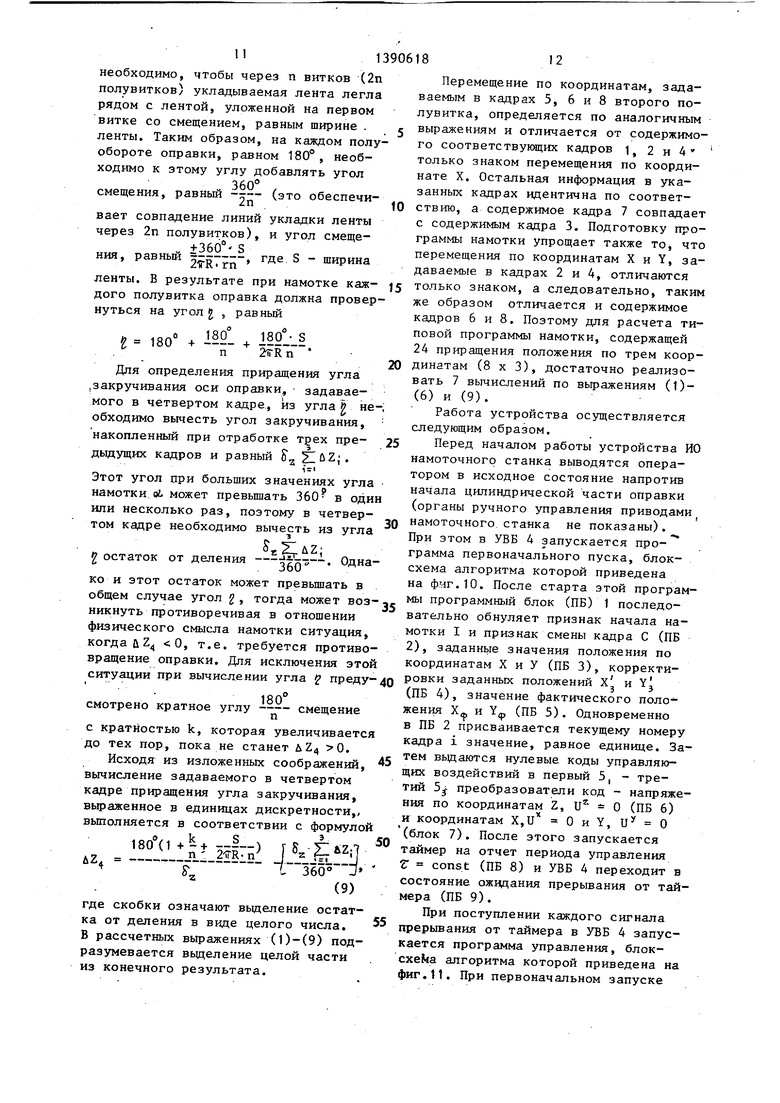
Для обеспечения укладки ленты под заданным углом к образующей цилиндрической части оправки оправка должна повернуться при движении лентоукладчика на угол (фиг.14), при котором длина дуги окружности в точке касания ленты к поверхности оправки в начале цилиндрической части увеличится на величину L tgci. Поэтому требуемый угол в равен
д aeO -L-tgoi , . |i (град),
где - длина окружности цилиндрической части изделия; 360 - соответствующий ей угол поворота оси оправки. Поэтому в первом кадре намотки задаваемое приращение положения по.угловой координате uZ(, выращенное в единицах дискретности, определяется по {юрмуле
AZ,
360 L-tgoi
(2)
Q,
где В - цена единицы дискретности задания положения по оси Z (град./ед. дискретности), ЛУ, 0.
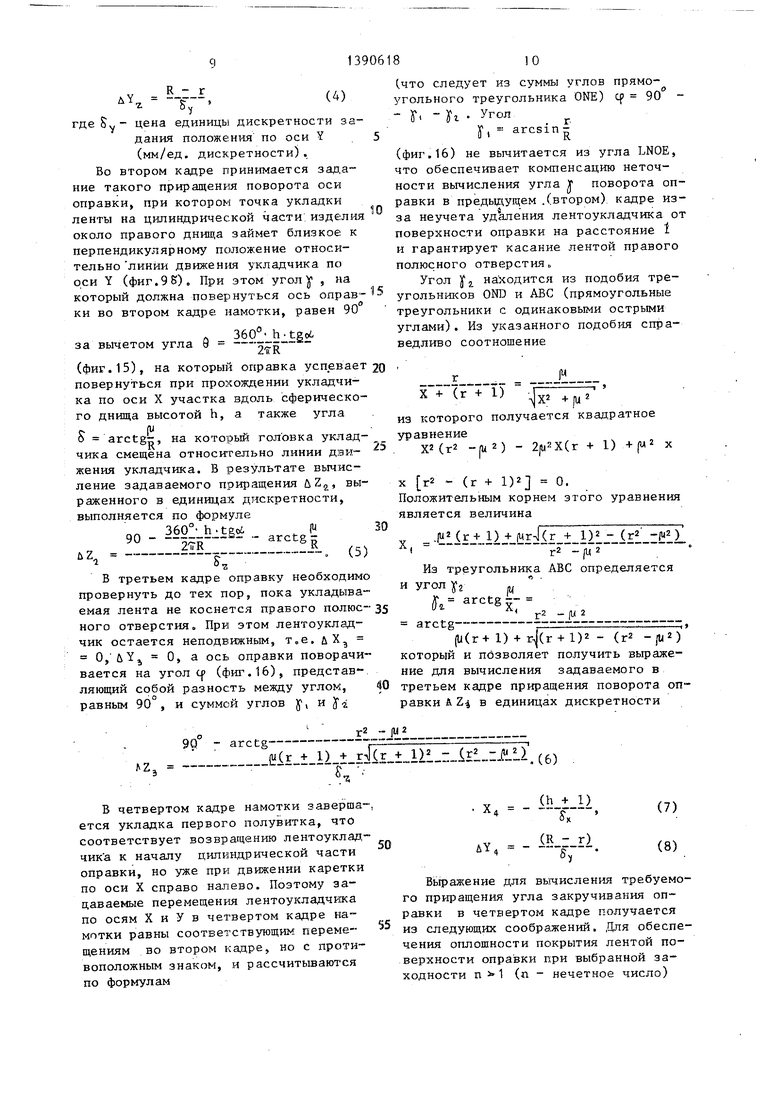
Во втором кадре намотки головка лентоукладчика станка должна переместиться в точку, удаленную на рассто- 45 яние 1 по оси X и по оси Y от поверхности оправки (фиг.9К). При этом задаваемое приращение положения лентоукладчика по оси X равно сумме двух величин: длины днища h (мм) и удале- 50 ния 1 (мм), а задаваемое приращение положения по оси Y равно разности радиусов: цилиндрической части изделия R (мм) и полюсного отверстия г (мм). Поэтому вычисление приращений AX,j и 55 uYg, выраженных в.единицах дискретности, выполняется по формулам
ДХ,
п + 1
(3)
Y.
R - г
(4)
где S,, - цена единицы дискретности задания положения по оси Y (мм/ед. дискретности).. Во втором кадре принимается зад,а- ние такого приращения поворота оси оправки, при котором точка укладки ленты на цилиндрической части изделия около правого днища займет близкое к перпендикулярному положение относительно линии движения укладчика по оси Y (фиг.95). При этом угол у , который должна повернуться ось оправки во втором кадре намотки, равен 90
за вычетом угла
л 36g°- h.tgoi- - --.--- -
2VR
(.что следует из суммы углов прямоугольного треугольника ONE) ср 90 - у. -Уг . Угол Ь arcsin(фиг.16) не вычитается из угла LNOE, что обеспечивает компенсацию неточности вычисления угла У поворота оправки в предьщущем .(втором) кадре из- за неучета удаления лентоукладчика от поверхности оправки на расстояние 1 и гарантирует касание лентой правого полюсного отверстия„
Угол у, находится из подобия тре- угольншсов OND и ABC (прямоугольные треугольники с одинаковыми острыми углами). Из указанного подобия справедливо соотношение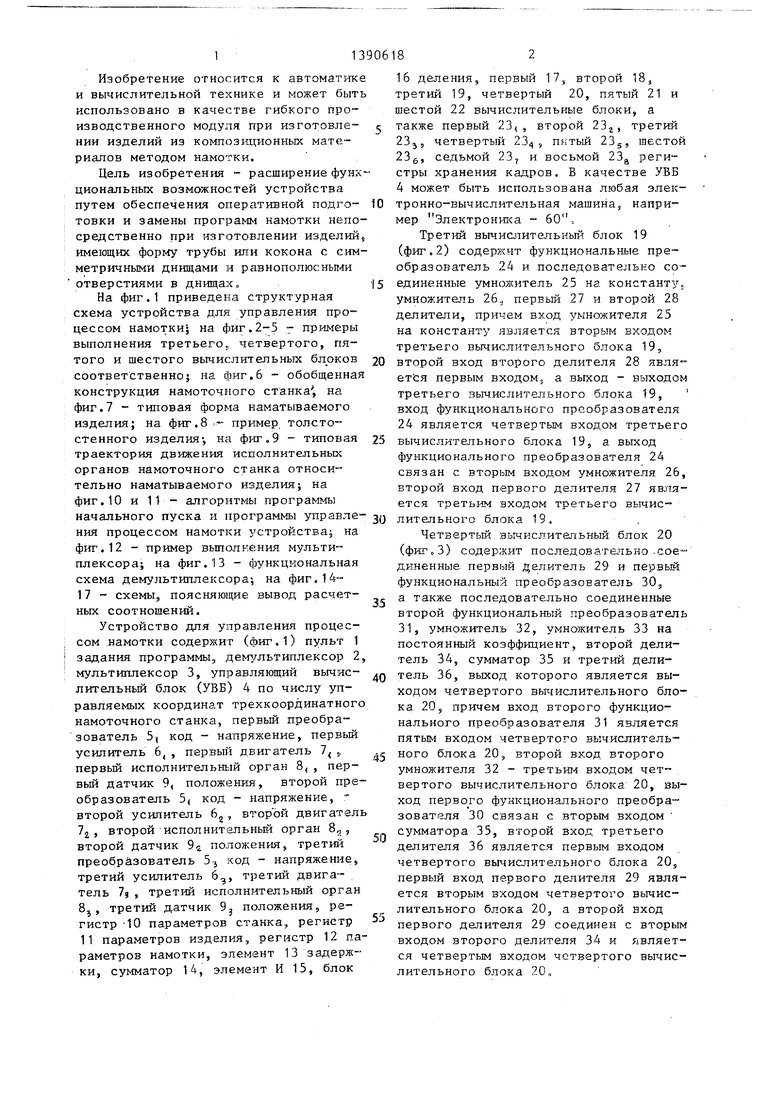
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальный интерполятор для программного управления многокоординатным станком | 1978 |
|
SU746429A1 |
| Линейно-круговой интерполятор | 1977 |
|
SU734615A1 |
| Устройство для задания программы | 1979 |
|
SU849148A1 |
| Устройство для программного управления | 1985 |
|
SU1280571A1 |
| Программное задающее устройство | 1981 |
|
SU991376A1 |
| Устройство для управления многокоординатным оборудованием | 1987 |
|
SU1427334A1 |
| Устройство для программногоупРАВлЕНия МНОгОКООРдиНАТНыМиСТАНКАМи | 1979 |
|
SU813377A1 |
| Устройство для контроля технологических параметров | 1980 |
|
SU877494A1 |
| Устройство для программного управления намоточным станком | 1980 |
|
SU881670A1 |
| Устройство для контроля качества композиционных материалов при их изготовлении | 1986 |
|
SU1385057A1 |

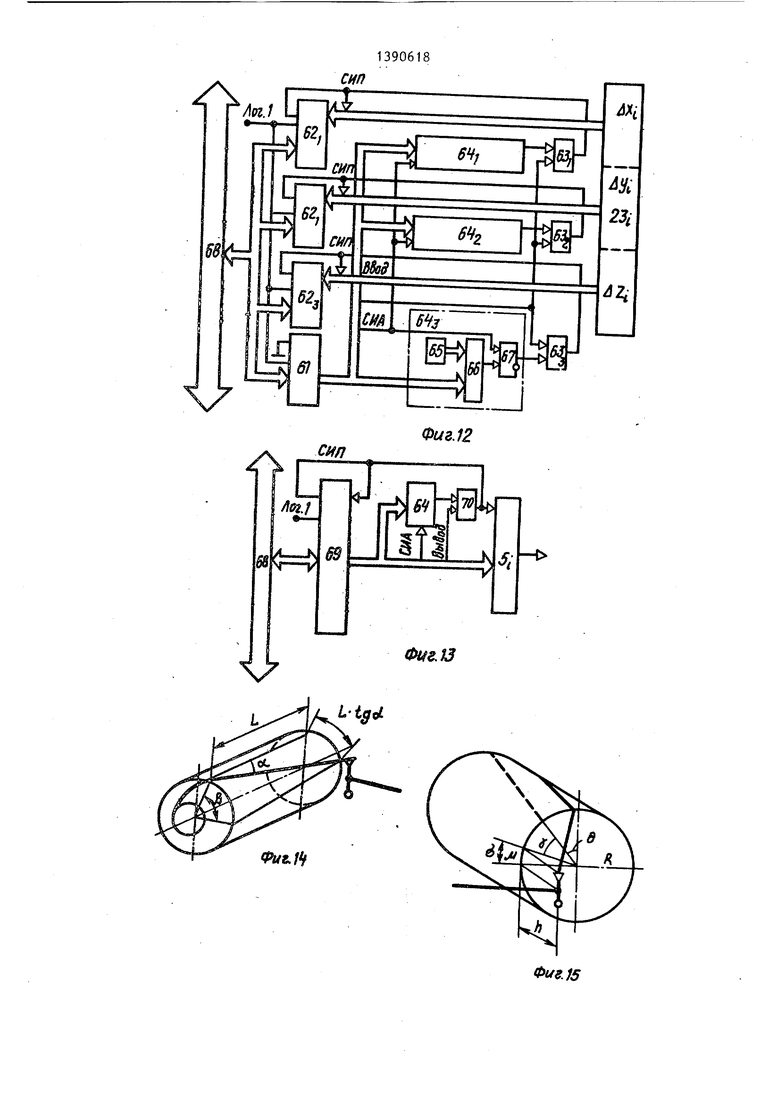

(фиг. 15), на котор)ый оправка успевает 20 повернуться при прохождении укладчика по оси X участка вдоль сферического днища высотой h, а также угла
j.fU
о arctg-, на который головка уклад- чика смещена относительно линии дзи- жения укладчика. В результате вычисление задаваемого приращения uZ,, выраженного в единицах дискретности, выполняется по формуле
360°- h-tgci |Ц30
90Г--ь.. . arctg,, 2,,R R. 5)
В третьем кадре оправку необходимо провернуть до тех пор, пока укладываемая лента не коснется правого полюс- 35 ного отверстия. При этом лентоуклад- чик остается неподвижным, т„е. йХ, 0, uY О, а ось оправки поворачивается на угол ср (4iiff.16) представ - ляющий собой разность между углом, 40 равным 90 , и суммой углов у, и
99 - arctg
г2
ju;
Eir ± 1)-- 1з(1 + 1) - (-il
-.-.---
В четвертом кадре намотки завершается укладка первого полувитка, что соответствует возвращению лентоуклад- чика к началу цилиндрической части оправки, но уже при движении каретки по оси X справо налево. Поэтому задаваемые перемещения лентоукладчржа по осям X и У в четвертом кадре намотки равны соответствующим переме- щениям ,во втором кадре, но с противоположным знаком, и рассчитьшаются по формулам
F
из которого получается квадратное уравнение
хг (г2 2 ) - 2|u2X(r + 1) 4- (U2 X
X г2 - (г + 1)2 0.
Положительным корнем этого уравнения является величина
- -Iliii J i) 1
-. Г
Из треугольника ABC определяется и Ь|«
X
1 arctg--
л
(U2
arctg-,,
(U(r+ 1) + Гт|(г + 1)2 - (г2 )
который и позволяет получить выражение для вычисления задаваемого в третьем кадре приращения поворота оправки & Z в единицах дискретности
г2
ju;
Л 6)
Y -.h 1)
. X, - - ..----,
.Y, - Vr). °V
(7) (8)
Вьфажение для вьиисления требуемого пp фaщeния угла закручивания оправки в четвертом кадре получается из следующих cooбpaJкeний, ,Цля обеспечения оплошности покрытия лентой поверхности оправки при выбранной за- ходности п 1 (п - нечетное число)
n13
необходимо, чтобы через n витков (2п полувитков) укладываемая лента легла рядом с лентой, уложенной на первом витке со смещением, равным ширине . ленты. Таким образом, на каждом полуобороте оправки, равном 180°, необходимо к этому углу добавлять угол
„ 360° ,
смещения, равньш (это обеспечивает совпадение линий укладки ленты через 2п полувитков), и угол смеще-
„ S ния, равный -г, где. S - ширина
ленты. В результате при намотке каж- дого полувитка оправка должна провернуться на угол 5 равньш
t -о- . . . .
Для определения приращения угла ,закручивания оси оправки, задаваемого в четвертом кадре, из угла необходимо вычесть угол закручивания, накопленный при отработке трех пре- дьщущих кадров и равный .
Этот угол при больших значениях угла намотки. Л может превышать 360 в один или несколько раз, поэтому в четвертом кадре необходимо вычесть из угла
2 остаток от деленияЧАП - Однако и этот остаток может превьшать в общем случае угол 2 тогда может возникнуть противоречивая в отношении физического смысла намотки ситуация, когда U Z 0, т.е. требуется противо- вращение оправки. Для исключения этой ситуации при вычислении угла преду180°
смотрено кратное углу смещение
n
с кратностью k, которая увеличивается до тех пор, пока не станет Ь2ц 0.
Исходя из изложенных соображений, вычисление задаваемого в четвертом кадре приращения угла закручивания, вьфаженное в единицах дискретности,, выполняется в соответствии с формулой
., .ifi: J
(9)
где скобки означают вьщеление остатка от деления в виде целого числа. В рассчетных выражениях (1)-(9) подразумевается вьщеление целой части из конечного результата.
18
12
5
5
0
0
г 0
5
Перемещение по координатам, задаваемым в кадрах 5, 6 и 8 второго полувитка, определяется по аналогичным выражениям и отличается от содержимого соответствукнцих кадров 1, 2 и 4 только знаком перемещения по координате X. Остальная информация в указанных кадрах идентична по соответствию, а содержимое кадра 7 совпадает с содержимым кадра 3. Подготовку программы намотки упрощает также то, что перемещения по координатам X и Y, задаваемые в кадрах 2 и 4, отличаются только знаком, а следовательно, таким же образом отличается и содержимое кадров 6 и 8. Поэтому для расчета типовой программы намотки, содержащей 24 приращения положения по трем координатам (8 X 3), достаточно реализовать 7 вычислений по вьфажениям (1)- (6) и (9).
Работа устройства осуществляется следующим образом.
Перед началом работы устройства ИО намоточного станка выводятся оператором в исходное состояние напротив начала цилиндрической части оправки (органы ручного управления приводами намоточного станка не показаны). При этом в УВБ 4 запускается программа первоначального пуска, блок- схема алгоритма которой приведена на фиг.10. После старта этой программы программный блок (ПБ) 1 последовательно обнуляет признак начала намотки I и признак смены кадра С (ПБ 2), заданньге значения положения по координатам X и У (ПБ 3), корректировки заданных положений X и Y (ПБ 4), значение фактического поло жения Х-, и Y (ПБ 5). Одновременно в ПБ 2 присваивается текущему номеру кадра i значение, равное единице. Затем вьщаются нулевые коды управляющих воздействий в первый 5, - третий 5j преобразователи код - напряжения по координатам Z, U - О (ПБ 6) и координатам X,U OHY, (блок 7). После этого запускается таймер на отчет периода управления Г const (ПБ 8) и УВБ 4 переходит в состояние ожвдания прерывания от таймера (ПБ 9).
При поступлении каждого сигнала прерывания от таймера в УВБ 4 запускается программа управления, блок- cxeka алгоритма которой приведена на фиг.11. При первоначальном запуске
устройства программа намотки еще не рассчитана, поэтому на входе УВБ 4, с выхода мультиплексора 3 отсутствуединицу, при знаке минус п уменьшается на единицу), Поскольку п изменяется не более чем на единицу, то
ет сигнал Пуск. При этом по каждому операция умножения в (10)
заменяется
прерыванию от таймера (ПБ 1) программа управления проверяет наличие (равенство единице) признака начала намотки- I (ПБ 2), который ранее установлен в ноль программой первоначального запуска (фиг.10), проверяет наличие сигнапа Пуск (ПБ 13) и, поскольку эти сигналы равны нулю, переходит к вьтолнению ПБ 19 и 20, обеспечивающих позиционирование исполнительных органов намоточного станка по координатам X (каретка) и ,Y (лен- тоукладчик).
ПБ 19 осуществляет измерение фактического полржени исполнительных органов по указанным координатам Xjp и YO, путем считьшания через мульти- ;плексор 3 выходных кодов второго 9
1Ш
15
операцией прибавления или вычитания числа т, поэтому определение абсолютного положения исполнительного органа по каждой координате содержит только операции типа сложение „ Аналогично определяется положение исполнительных ИО по ocTanbHMvi координатам Z и Y.
Поскольку при отработке программы намотки необходимо определить положение ИО по координате относительно начала кадра, то фактическое положение определяется по форг-гулам
20
где
f
Y Y Ч ,
ZuX,
«.1
i: &х
к
-k 5
Ц(
1-1
ZliiY,
К:г| 1-1
И суммы накопленКс|
кого положения по координатам X и Y
и третьего датчиков положения. На выходе второго 9j, и третьего 9д дат- 25
чиков положения и (|юрми эуется код аб- при обработке предьщущих i-1 кадров солютного положения ИО относительно исходного положения. В качестве таких датчиков могут использоваться фонамотки (i - номер обрабатываемого кадра).
При первоначальном з апуске устрой тоэлектрические пятнадцатиразрядные кодовые датчики ФЭП--15, Если разрядности используемых кодовых датчиков положения не хватает на весь диапазо перемещения ИО станка, то для определения абсолютного положения может использоваться программно-аппаратный способ, в соответствии с которым абсолютное положение по координате X, вычисляется по формуле
(п.т + X..) (10)
f
х
Л(р
где Х; - текущее показание датч,ика
.положения (Оё-Хт.т) m - цена полного оборота вала датчика положения (единиц дискретности)
п - число оборотов„ При этом число оборотов п увеличивается или уменьшается на единицу при переходе оси в;1ла датчика через значения, кратные ЗбО , признаком
чего является превьшзение первой обратной разности результатов измерения ЛХ половины цены оборота датчика, т.е. |u. причем знак лХ
однозначно указывает направление перехода через значения, кратные 360 (при знаке плюс п
увеличивается на
единицу, при знаке минус п уменьшается на единицу), Поскольку п изменяется не более чем на единицу, то
заменяется
операция умножения в (10)
операцией прибавления или вычитания числа т, поэтому определение абсолютного положения исполнительного органа по каждой координате содержит только операции типа сложение „ Аналогично определяется положение исполнительных ИО по ocTanbHMvi координатам Z и Y.
Поскольку при отработке программы намотки необходимо определить положение ИО по координате относительно начала кадра, то фактическое положение определяется по форг-гулам
0
где
f
Y Y Ч ,
ZuX,
«.1
i: &х
к
-k 5
Ц(
1-1
ZliiY,
К:г| 1-1
И суммы накопленКс|
5
кого положения по координатам X и Y
при обработке предьщущих i-1 кадров
намотки (i - номер обрабатываемого кадра).
При первоначальном з апуске устрой ства значения п и указанных сумм равны нулю, поэтому измеренные значения положения по координатам равны Х Х и Y-j . Затем осуществляется вычисление управляющих воздействий и и и, выдаваемых на приводы координат X и Y (ПБ 20). При этом вычисляется ошибка управления (например ) 6 Х, - Х(р, с учетом которой ф формируется угол управляющего воздействия и по ПИД-закону управления
и K,
где К;(, KX и Ку - коэффициенты при пропорциональной, дифференциальной и интегральной сост тавляющих и соответственно, первая разность
ошибки управленияJ j - номер текущего такта (периода) управления.
Аналогично вычисляется управляющее воздействие U по координате Y, Затем УВМ 4 переходит к ожиданию прерывания (ПБ 21). Таким образом, при ,ч первоначальном запуске устройства каретка и укладчик намоточного станка
позиционируется в исходном (нулевом) состоянии вплоть до поступления сигнала Пуск на 2-й вход мультиплексора 3.
На лицевой панели пульта 1 зада- ния программы при помощи переключателей и тумблерно-клавишных регистров набираются параметры станка, изделия и намотки. При этом с первого выхода пульта 1 задания программы коды параметров станка поступают на информационные входы регистра 10 параметров станка, коды параметров изделия - на информационные входы регистра 11 параметров изделия, а коды параметров намотки - на информационные входы ре- гистра 12 параметров намотки. Занесение информации в указанные регистры- осуществляется поступающим на их стробирующие входы с второго выхода пульта 1 задания программы сигналом синхронизации, формируемым при нажатии оператором кнопки Пуск на лицевой панели пульта -задания программы. С первого выхода регистра 10 параметров станка на первый вход блока 16 деления поступает код цены единицы дискретности положения 8 , который одновременно поступает и на первый вход первого вычислительного блока 17. На второй вход блока 16 деления с первого выхода регистра 11 параметров изделия поступает код длины цилиндрической части изделия L, котоленный в соответствии с (3) код приращения положения uXj дХ, который подается на первые информационные
с входы второго 23 и восьмого 23g регистров хранения кадра. На втором выходе первого вычислительного блока 17 формируется код перемещения ьХд uXg -лХ, который подается на
fO первые информационные входы четвертого 23 и шестого 23 регистров хранения кадров.
С второго выхода регистра 10 пара метров станка на первый вход второго
|с вычислительного блока 18 додается код цены единицы дискретности задания положения по оси Y. С третьего выход регистра 11 параметров изделия на второй вход второго 18, третий вход
20 третьего 19, четвертый вход четвертого 20 и второй вход шестого 22 вычислительных блоков подается код радиуса цилиндрической части изделия R С четвертого выхода регистра 11 пара25 метров изделия на третьи входы второго 18 и пятого 21 вычислительных блоков поступает код радиуса полюсных отверстий изделия г. В результате на первом выходе второго вычислительjn ного блока 18 формируется код приращения положения u-Y по оси Y, определенный по формуле (4), который поступает на вторые информационные входы второго 23 и шестого 23 регистров хранения кадра (поскольку t uYg)
рый одновременно подается и на второй. На чтором выходе второго вычислитель
вход третьего вычислительного блока 19. В результате на первом выходе блока 16 деления формируется код задаваемого перемещения лХ|В соответствии с (t) кадра, который поступает на первый информационный вход первого регистра 23 хранения кадра. С второго выхода блока 16 деления на второй информационный вход пятого регистра 23 хранения кадра поступает код величины перемещения b-Xg -fcX,. С второго выхода регистра 11 параметров изделия на второй вход первого 17 и третий вход четвертого 20 . вычислительных блоков поступает код в высоты днища изделия h. С первого выхода регистра 12 параметров намотки на третий вход первого 17 и четвертый вход пятого 21 вычислительных блоков подается код удаления лентоукладчика от поверхности оправки J. В реэульта- те на первом выходе первого вычислительного блока 17 формируется определенный в соответствии с (3) код приращения положения uXj дХ, который подается на первые информационные
входы второго 23 и восьмого 23g регистров хранения кадра. На втором выходе первого вычислительного блока 17 формируется код перемещения ьХд uXg -лХ, который подается на
O первые информационные входы четвертого 23 и шестого 23 регистров хранения кадров.
С второго выхода регистра 10 параметров станка на первый вход второго
с вычислительного блока 18 додается код цены единицы дискретности задания положения по оси Y. С третьего выхода регистра 11 параметров изделия на второй вход второго 18, третий вход
0 третьего 19, четвертый вход четвертого 20 и второй вход шестого 22 вычислительных блоков подается код радиуса цилиндрической части изделия R. С четвертого выхода регистра 11 пара5 метров изделия на третьи входы второго 18 и пятого 21 вычислительных блоков поступает код радиуса полюсных отверстий изделия г. В результате на первом выходе второго вычислительn ного блока 18 формируется код приращения положения u-Y по оси Y, определенный по формуле (4), который поступает на вторые информационные входы второго 23 и шестого 23 регистров хранения кадра (поскольку t uYg).
На чтором выходе второго вычислитель
40
- 55
ного блока 18. формируется код приращения -uYj ЛУ, который подается на вторые информационные йходы четвертого 23 и восьмого 23 регистров хранения кадра.
С третьего выхода регистра 10 параметров станка на первые входы третьего 19, четвертого 20, пятого 21 и шестого 22 вычислительных блоков, подается код цены единицы дискретного задания положения по координате
, угла поворота оправки ЛZ, &Zg, ко- торыа поступает на второй информаци- .онный вход первого 23 и первый информационный вход пятого 23 регистро хранения кадров.
С четвертого выхода регистра 10 параметров стайка на вт.орые входы четвертого 20 и пятого 21 вычислительных блоков поступает код йысоты плеча головки лентоукладчика В
Iрезультате на выходе четвертого вычислительного блока 20 формируется определенный по формуле (5) код приращения угла поворота оправки лZ 6Zg,.который поступает на третьи информационные входы второго 23 и
:шестого 23g регистров хранения кадра На выходе пятого вычислительного блока 21 по значениям параметров 1,, риг формируется определенный в соответствии с (6) код приращения угла поворота оправки uZj & Z., который поступает на первые информационньге
входы третьего 23j и седьмого 23,- регистров хранения кадра.
Выходные коды третьего .19, четвертого 20 и пято1:о 21 вычислительных блоков поступают на входы сумматора 14, с выхода которого код их суммы поступает на третий вход шестого вычислительного блока 22, на четвертый, пятый и шестой входы которого подаются коды параметров S, п, k соответственно с третьего, четвертого и пятого выходов регистра 12 параметров намотки, В результате на первом
выходе шестого вычислительного блока
22 формируется определенный по формуле (9) код приращения угла поворота оправки &Z uZg, который поступает :на третьи информационные входы четвертого 23 и восьмого 23 регистров хранения кадра. На втором выходе шестого вычислительного блока 22 формируется сигнал логической единицы, если знак приращения & Z положительный В этом случае сигнал с второго выхода шестого вычислительного блока 22 подготавливает элемент И 15 .для прохождения сигнала с выхода элемента 13 задержки.
Сигнал на выходе элемента 13 задержки формируется по сигналу синхронизации, поступающему с второго ВЬЕХО- да пульта 1 задания программы, через время, достаточное для срабатывания блока 16 деления, сумматора 14 и вычислительных блоков 17-22. При О выходной сигнал элемента 13 задержки через открытый элемент И 15 поступает на стробирующие входы регистров
5 0
5 0
5
О 5
0
5
23g хранения ка,цра и на второй вход мульт1шлексора 3. В результате в ре- гистры 23,-23g хранения кадра заносятся коды приращений по координатам, поданные на их информационные входы. При этом на вторые информационные входы третьего 23, и седьмого 23 j. регистров хранения кадров, а также третьи информационные входы первого 23,, третьего 23, пятого 23 и седьмого 23 регистров хранения кадров подаются сигналы логического нуля.(на фиг.1 это условно показано подключением соответствующих информационных входов на нулевой потенциал), что обеспечивает занесение в соответствующие разряды указанных регистров нулевых чений задаваемого перемещения ИО.
Если приращение угла поворота оправки в четвертом ка,цре bZ, определенное шестым вычислительным блоком 22, является отрицательной величиной (bZ сО), то противоречит физическому смыслу процесса намотки, по-, скольку предполагает обратное вращение оправки. В этом случае сигнал логического - нуля с второго выхода шестого вычислительного блока 22 запрещает прохождение сигнала записи информации в регистры 23,-23g хранения кадров через элемент И 15, Одновременно зтот сигнал поступает на вход пульта задания программы, извещая оператора о том, что необходимо увеличить коэффициент кратности угла закручивания оправки k (k 0) до тех пор, пока не станет соблюдаться условие uZ 0. ,
Если uZ 0, то сигнал с выхода элемента И 15 через мультиплексор 3 поступает в управляющий вычислительный блок УВБ 4 в качестве сигнала Пуск и запускает его на отработку программы намотки. Этот сигнал превышает по длительности период управления , что гарантирует обнаружение его программой управления (ПБ 13 на фиг,12), При обнаружении сигнала Пуск устанавливается в состояние 1 признак намотки 1 1 и обнуляется фактическое положение ИО по координате Z (7ф 0) (программный блок 14), Затем в соответствии с первоначально установленным номером текущего кадра i 1 осуществляется ввод в УВБ 4 через мультиплексор 3 содержимого первого кадра намотки (uZ,,uX , , ЬУ, ) из первого регистра
23 хранения кацра (ПБ 3), ПБ 4 выполняется вьщача в первый преобразователь 5 код - напряжение кода управляющего воздействия U, соответствую- с щего требуемой то технологии скорости вращения оправки V, что йызьшает движение оправки, фактическое положение которой Zjp цтслеживается (измеряется) при помощи ПБ 7. Если Z, , что 10 проверяется в ПБ 6, то- выполняется линейная интерполяция заданного положения по зависимым от Z координатам X и Y - Х, и Yj (ПБ 15) в соответствии с выражениямиJ5
Х, ф
йХ,
&ZH
Y
UZ,
При обработке первого кадра первоначальное значение признака смены кадра С О, поэтому после проверки этого факта в ПБ 16 указанные ПБ 19 и 20 обеспечивают вьвдачу через де- мультиплексор 2 во второй 5 и третий 5j преобразователи кодов управляющих воздействий и и U, которые определяют скорость и направление движения исполнительных органов станка по координатам X и Y. Аналогично (но только через ПБ 2) осуществляется формирование управляющих воздействий при каждом последующем прерывании от таймера вплоть до конца обработки первого кадра намотки, признаком чего является превышение или равенство uZ, , фактического положения (ПБ 6). При этом в ПБ 7 осуществляется корректировка - (приведение к началу следующего кадра) фактического положения Za, по координате Z и вычисление корректировок заданного положения Xj и Yj по координатам X и Y, после чего устанавливается признак смены кадра с 1 (ПБ 8) и обнуляется текущее значение заданного положения X и Y (ПБ 9). Затем проверяется текущий номер кадра i на равенство .(ПБ 8) при отработке первого кадра , увеличивается (ПБ 12) текущий номер кадра на единицу (1 2) и ПБ 3 осуществляет ввод в УВБ 4 из.второго 23 регистра хранения второго кадра намотки, отработка которого осуществляется дальше аналогично рассмотренно- му, за исключением первого такта уп- равления в начале отработки кадра. Отличие заключается в том, что после
с 0 5
0
5
0
5
0
5
0
5
интерполяции значений Х и Y(ПБ 15) вПБ 16 обнаруживается равенство единице признака смены кадра (С 1), в результате чего перед выполнением ПБ 19 и 20 осуществляются следукщие операции: в ПБ 17 выполняется уточнение заданных положений Х и Y, путем прибавления к ним корректировок X и YJ соответственно, а в ПБ 18 устанав- ливается в нулевое состояние признак смены кадра (С 0). Уточнение Xj и YJ выполняется с целью учета возможных к началу отработки каждого кадра ошибок отработки положения по зависимым координатам X и Y в предыдущем кадре.
Аналогично отрабатываются и все последующие кадры программы намотки (i 3,8) вплоть до достижения текущим номером кадра значения , что обнаруживается в ПБ 10, после чего ПБ 11 устанавливает значение 1 1 и следовательно , обеспечивает переход к обработке первого кадра и к циклическому повторению отработки программы намотки при укладке следующего витка.
Укладывание витков лентой осуществляется до тех пор, пока не достигается сплощность покрытия оправки (намотка слоя), после чего оператор при необходимости может оперативно изменить программу намотки. Смены про- м- граммы намотки в общем случае можно производить в произвольный момент времени, однако для минимизации искажений рисунка намотки при этом целесообразно изменять программу намотки тогда, когда устройство обрабатывает кадры 3 или 7, т.е. когда исполнительные органы станка по координатам X и Y не перемещаются (каретка и лен- тоукладчик стоят (фиг.9В).
Ввод информации из регистра хранений кадра 231 в УВБ 4 осуществляется следующим образом.
УВБ 4 вьщает через канал ввода-вы- ,вода 68 в мультиплексор 3 код адреса считываемого приращения йХ;, или uY| , uZ;, который сопровождается сигналом синхронизации инициативного устройства СНА. Эти сигналы проходят через шинный формирователь 61 вывода информации из УВБ 4 на входы всех селекто- .ров адреса 64,-64з. Шинный формирователь 61 всегда обеспечивает соединение входа-выхода В с выходом С, поскольку на его вход ВШ подан сигнал
2113
логического нуля (потенциал земли) Предположим, что УВБ :вьщ.ала код адреса приращения &Z;. В этом случае на входы схемы 66 совпадения селектора 64J адреса поступают одинаковые коды, поскольку в регистре 65 адреса селектора адреса.хранятся постоянно код адреса приращения &Z;. На .выходе Схемы 66 совпадения ф ормируется сиг- Нал логической единицы, поступающий на установочный вход триггера 67
Триг.гер.б запоминает этот сигнал При поступлении сигнала СИЛ на его рход синхронизации. Сигнал с выхода l-pHrrepa 67 поступает на парвьй вход Второго элемента И 63 , подготавливая последний к прохожден:ию сигнала Ввод, поступающего из УВБ 4 после вьщачи сигнала СИЛ. Сигнал Ввод пе .- редается через второй элемент И 63, Поступает на вход А и вход ВШ шинно|го формирователя. 62 ввода информации УВБ 4 в качестве, сигнала, синхронизации пассивного устройства СИП. Этот сигнал, поступив на вход В.Ш, обеспечивает соединение входа В с входом А Шинного формирователя 62 ввода информации в УВБ 4, следовательно, поступление кода приращения &Z; и сигнала СИП в канал 68 Е1вода вывода УВБ 4. По сигналу СЖ УВБ 4 запоминает код приращения uZ;. .Аналогично осуществляется ввод Е УВБ 4 кодов дХ,: и л ; из регистра 23; хранения кадра При этом вьщаются соответствующие закрепленные за iX ; и t коды а,чре- са. Очевидно, что если суммарная разрядность кодов &Х;, AYj и не пре
вышает разрядности ячейки памяти УВБ 4, то содерл:имое ре .гистра 23 хранения кадра вводится в УВБ 4 по одной команде ввода и имеет один общий адрес.
Вьшод кода упра1шяющего воздействия по i-й координате из УВБ 4 начинается вьздачей кода адреса i-ro преобразователя 5; код - напряжение и сигнала СИА в демультиплексор 2 через канал 68 ввода-вывода и шинный формирователь 69 на входы селектора 64 адреса. Селектор адреса распознает свой адрес и .выдает сигнал на первьй вход четвертого .элемента И 70 подготавливая его к прохождению сигнала Бывод з который выдается из УВБ 4 после сигнала СИА. Сигнал Вывод Сопровождает выдачу из УВБ 4 кода управляющего воздействия, посту
-j 0 5
0
5
0
5
0
1822
пающего на информационный вход соответствующего преобразователя 5 код - напряжение. Сигнал Вывод, пройдя через третий элемент И 70, поступает на вход синхронизации преобразователя 5 код - напряжение, обеспечивая запись в него кода управляющего воздействия. Одновременно сигнал с выхода третьего элемента И 70 поступает в качестве сигнала СИП на вход А шинного формирователя 69, а также на вход ЕШ того же шинного формирователя 69, обеспечивая соединение его входа А с его же входом-выходом В. В результате сигнал СИП поступает через канал 68 ввода-вы.вод а в УВБ 4, оповещая его об успешном завершении операции вывода информации. В качестве шинных формирователей 62, 61 и 69 может применяться микросхема К 589 АП 16 или К 589 АП 26.
Третий вычислительньй блок 19 выполняет расчет приращений 6. &Z( в соответствии с выражением (2). При этом на второй вход третьего вычислительного блока 19 (вход умножителя 25 на константу) поступает код длины L цилиндрической части изделия, который после умножения ,на
360° константу хранящуюся в памяти
умножителя 25 на константу, поступает на первый вход умножителя 26. На второй вход умножителя 26 с выхода функционального преобразователя 24 поступает код величины tgci, получающийся в результате преобразования поступающего на четв ертый вход третьего вычислительного блока 19 (вход функционального преобразователя 24) кода заданного угла намотки об. В результате на выходе умножителя 26 формируется
360°- L-tgoi
код величины , который поступает на первый вход делителя 27. На второй вх-од делителя 27 подается по третьему входу третьего вычислительного блока 19 заданное значение радиуса R цилиндрической части изделия. В результате на выходе первого делителя 27 появляется код величины .
5
2 |Гг
который вторым делителем
28 делится на цену единицы дискретности S задания положения по координате Z, код которой поступает на вто-. рой вход второго делителя 28 по
рому входу третьего вычислительного блока 19. В результате на выходе третьего вычислительного блока 19 (вто- рого делителя 28) формируется код
приращения
iZ, AZg
360 L tsui
2 7-R- з Четвертый вычислительный блок 20 осуществляет расчет приращений 4Zj и AZg ъ соответствии с выражением (5), При этом на пятый, третий, первьш, второй и четвертый входы четвертого вычислительного блока 20 поступают коды значений угла намотки oi , высоты днища h, цены единицы дискретности &2., высоты плеча головки ленто- укладчика и радиуса R цилиндрической части изделия соответственно. Код угла намотки 1У, преобразованный вторым функциональным преобразователем 31 в код величины tgcx, поступает в умножитель 32, в котором перемножается с кодом величины h. Затем выходной код умножителя 32 умножается на хранящуюся в умножителе 33 на кон360
станту постоянную величину и поступает на первьш вход второго делителя 34, в котором делится на вели- чину R, поступающую на второй вход второго делителя 34, в результате чего на его выходе формируется код ве- личины360 -h.tg(
М
Значения величин |М и R поступают соответственно на первый и второй входы первого делителя 29, который формирует на своем выходе код отношения -- 40
|.
поступающий на вход первого функционального преобразователя 30, в результате чего на выходе последующего
|Ч „
появляется код значения arctg-. Выходной код первого функционального преобразователя 30 складывается в сумматоре 35 с выходным кодом второг делителя 34, и результат их сложения вычитается из хранящейся в сумматоре 35 константы 90°. В результате на выходе сумматора- формируется код вели о - 1
2T.R , который третьим делителем 36 делится на величину S j и поступает на выход четвертого вычислительного блока 19
10
jg
35
40
45
50 55
в качестве задаваемого перемещения uZ-j, AZg, Пятый вычислительный блок 21 выполняет расчет кодов задаваемых пере- мещений uZ и л Z uZ в соответствии с выражением (6). При этом на четвертый, первый, второй и третий входы пятого вычислительного блока 21 поступают соответственно коды удаления лентоукладчика от поверхности оправки 1, цена единицы дискретности S , высота плеча /ц и радиус г полюсных отверстий в днищах изделия. Величины ш и г возродятся во вторую степень первым 37 и вторым 38 квадраторами соответственно. Выходные сигналы квадраторов 37 и 38 соответственно в дополнительном и прямом коде складываются первым сумматором 39 и их сумма г -р поступает на вторые входь третьего сумматора 43 и первого делителя 47, Коды величины 1 и г складываются вторым сумматором 41 и их сумма 1 + г умножается первым умножителем 40 на код величины |ц. Одновременно сумма величин 1 + г поступает на вход третьего квадратора 42, выходной дополнительный код которого (1 + г) поступает на первый вход третьего сумматора 43, в результате чего на его выходе формируется код абсолютного значения величины (1 + + г) - (г -jU), поступающий на вход первого функционального преобразователя 44, Выходной код первого функционального преобразователя 44 соответствует квадратному корню из входной велргчины. Он подается на первый вход второго умножителя 45, в котором перемножается с величиной г, поступающей на второй вход второго умножителя 45. В четвертом сумматоре 46 складываются код выходных сигналов первого 40 и второго 45 умножителей, в результате чего код выходной величины четвертого сумматора 46, равной
|u(r + 1) + r(r + 1)2 - (г2 -/U2); поступает на первый вход первого делителя 47.
В первом делителе 47 осуществляется деление кода, поступающего на второй вход первого делителя 47, соответствующего величине г- - А , на кдя- код величины (К(г + 1) + г х X л1 (г + 1)2 - (г2 --jU). Результат де ления поступает на вход второго функционального преобразователя 48, выходной дополнительный код которого
соответствует значению arctg от входной величины. Выходной код второго функционального преобразователя складывается с хранящейся в блоке 49 сложения с константой постоянной величины 90 , а затем делится на значение
90
arctg
,li...:Jii-.-.
(u( 1) ч r(r + 1)2 - r - (1)2)
„ . „.. шестом вычислительном блохе 22 выполняется расчет перемещений U Zi, ий SiZ в соответствии с выражением (9). При этом на третий, пер- вьй, четвертьш, второй пятый и шестой входы шестого вычислительного блока 22 nocTynaKiT соответственно код«
3
суммы цены единицы дискрет
1-1
ности S , ширины ленты +S, радиусаR цилиндрической части изделия, заход- ности п и коэффициента кратности k. Первый делитель 51 делит коды п и k, поступающие на его входы. Результат
п деления .- поступает на второй вход
iC
первого сумматора 57., Код заходности п,. поступагошдй на вход первого умно- лсителя 54 на константу, умножает.ся в нем на число 2 и и подается в вход второго умножителя: 55, где перемножается с пocтyпaJШ им на второй вход второго умножителя кодом величины R. Код величины S поступает на второй вход второго делителя 56, в котором делится на выходной второго умножителя 55г Выходная вел№1ина второго
г +S
делитв ля 56 складывается первым
/ТГпК.
п« k
сумматором Ь/ с величиной - и храня™
п
щейся в первом суьчматоре константой, равной единице Код .
1
.. .§.. п 2 ffnR
поступает на вход второго умножителя 58 на константу, в котором перемножается на хранящуюся во втором умножителе 58 на константу величину 180 ,
Выходной код второго умножителя 58 н-а константу поступает на вход третьего делителя 59 на другой вход которого подается код величины S , в результате чего на выходе третьего .делителя 59 форм1 руется код величины
величины В,
2 во втором делителе 50. В результате на выходе второго делителя 50 (выходе пятого вычислительного блока 21) формируется код величины задаваемого перемещения
15
188(1 + - ± ™-)
п ZonK
5
Код величины 51 2; и код величины
и6
5 поступают на входы первого умножи теля 52 и в перемноженном виде делятся делителем 53 на хранящуюся в последнем величину 360 . На выходе делителя 53 на константу формируется дополнительный код остатка от деления.
, поступающий на второй
1 С
360°
0
5
5
0
5
вход второго сумматора 60, в котором складывается с выходным кодом третьего дечлитепж 59. В результате на первом выходе второго сумматора 60 (первом выходе шестого вычислительного блока 22) формируется код величины uZ, вычисленный по формуле (9), а на втором выходе второго сумматора 60 (втором выходе шестого вычислительного блока 22) - признак знака величины uZ, равный логической единице при i Z 4 О и логическому нулю при Z 0.
Аналогично строятся первый 17 и второй 18 вычислительные блоки, каждый из которых содержит последовательно соединенные сумматор (вьгчита- тель), делитель и преобразователь в дополнительный код, причем входы сумматора являются вторым и третьим входами вычислительных блоков, второй вход делителя - первым входом вычислительного блока, а выходы делителя и преобразователя в дополнительный код - соответственно первым и вторым выходами вычислительного блока, i
Таким образом, введение в состав устройства для управления процессом намотки блоков с указанными связями позволяет оперативно готовить и заменять программу намотки без остановки
2713906
процесса намотки, что расширяет функциональные возможности устройства и делает его применимым в. качестве производственного модуля намотки гибкого. автоматизированного производства изделий из композиционных материалов.
Формула изобретения
Устройство для управления процессом намотки, содержащее пульт задания программы, мультиплексор и демульти- плексор, управляющий вычислительный блок, ВЫХОД которого соединен с вхо- дом демультиплексора, вход управляющего вычислительного блока подключен к выходу мультиплексора, а также, по числу управляемых координат трехко- ординатного намоточного станка, пос- ледовательно соединенные первые преобразователь код - напряжение, усилитель, двигатель, исполнительный орган и датчик положения, последовательно соединенные вторые лреобразо- ватель код - напря кение, усипитель, двигатель, исполнительньш орган и датчик положения, последовательно соединенные третьи преобразователь коднапряжение, усилитель, двигатель, исполнительньй орган и датчик положения, при этом выходы с первого по третий датчиков положения соединены с первыми входами мультиплексора, а входы с первого по третий преобразователей к од - напряжение - с первого по третий выхода1-1И демультиплексора, отличающееся тем, что, с целью расширения функциональных возможностей устройства за счет обеспе- чения оперативной подготовки и замены программ намотки при изготовлении изделий типа кокон или труба, в него дополнительно введены регистр параметров станка, регистр параметров изделия, регистр параметров намотки, элемент задержки, сумматор, элемент И, блок деления, с первого по шестой вычислительные блоки, а также с первого по восьмой регистры хранения кадров, выходы которых соединены с вторыми входами мультиплексора, при чем первые выходы пульта задания программы соединены с информационными входами регистра параметров станка, регистра изделия и регистра намотки, стробирующие входы которых объединены между собой и подключены к входу элемента задержки и второму выходу пуль-
18
28
10
j 20 25 JQ .5
5
5
та задания программы, выход элемента задержки соединен с первым входом элемента И, к выходу которого подключены стробирующие входы с первого по восьмой регистров хранения кадров и третий вход мультиплексора, первый выход регистра параметров станка соединен с первыми входами блока деле- ния и первого вычислительного блока, второй выход регистра параметров станка соединен с первым входом второго вычислительного блока, к третьему выходу регистра параметров станка подключены первые входы с третьего по шестой вычислительных блоков, а к четвертому выходу регистра параметров станка - вторые входы четвертого и пятого вычислительных блоков, первый выход регистра параметров изделия соединен с вторыми входами блока деления и третьего вычислительного блока, к второму выходу регистра параметров изделия подключен второй вход первого и третий вход четвертого вычислительных блоков, третий выход регистра параметров изделия соединен с вторыми входами второго и щестого, третьим входом третьего и четвертым входом четвертого вычислительных блоков, причем третий вход шестого вычислительного блока подключен к выходу сумматора, а четвертый выход регистра параметров изделия - к третьим входам второго и пятого вычислительных блоков, первый выход регистра параметров намотки соединен с третьим входом первого и четвертым входом пятого вычислительных блоков, к второму выходу регистра параметров намотки подключены четвертьш вход третьего и пятый вход четвертого вьтислительных блоков, а третий, четвертый и пятый выходы регистра параметров намотки подключены соответственно к четвер- тому, пятому и шестому входам шестого вычислительного блока, первый выход блока деления соединен с первым информационным входом первого регистра хранения кадра, второй информационный вход которого объединен с первьм информационным входом пятого регистра .хранения кадра, первым входом сумматора и подключен к выходу третьего вычислительного блока, второй выход блока деления соединен с вторым информационным входом пятого регистра хранения кадра, при этом к первому выходу первого вычислительного блока
/f
5/
Фиё.
ФмМ
Фиъ,5
,,(с(ааас(((
MZ--
Чг-у
ф1/е.7
Фиг.
ИскоЗное nofftffKeHtie
д Т7Г
// i/rKN
1 2f J 4 i xjZeJft
;
BU, справа
0)
;
X
И
i xjZeJft
;
г
сип
Фиг.12
0W./7
